常规口服固体制剂的生产过程
- 格式:pdf
- 大小:962.90 KB
- 文档页数:52
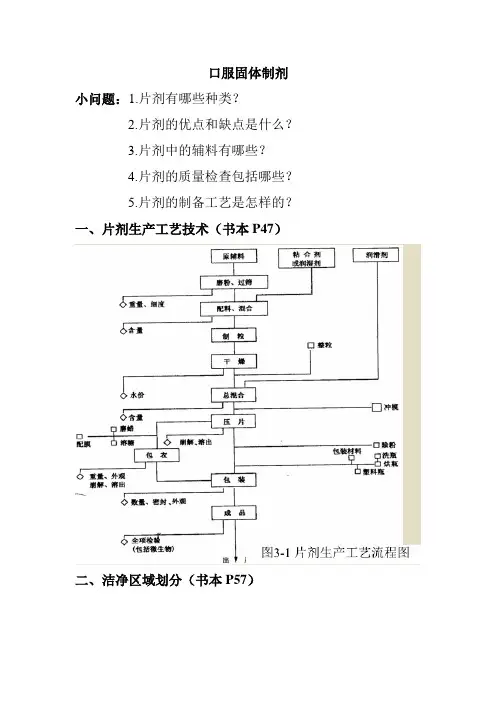
口服固体制剂小问题:1.片剂有哪些种类?2.片剂的优点和缺点是什么?3.片剂中的辅料有哪些?4.片剂的质量检查包括哪些?5.片剂的制备工艺是怎样的?一、片剂生产工艺技术(书本P47)二、洁净区域划分(书本P57)粉碎与过筛(了解)1、粉碎的目的是为了:①增加药物的表面积,促进药物的溶解与吸收,提高药物的生物利用度;②便于适应多种给药途径的应用;③加速药材中有效成分的浸出;④有利于制备多种剂型,如混悬液、片剂、胶囊剂等。
2、粉碎度粉碎度是固体药物粉碎后的细度。
常以未经粉碎药物的平均直径(d),与已粉碎药物的平均直径(d1)的比值(n)来表示。
配料、混合(了解)•固体粉粒的混合一般有以下三种形式:(1) 对流混合由于容器自身或浆叶的旋转使干粉粒滑动而达到混合均匀的一种形式。
(2)扩散混合由两种粉粒互相扩散交换位置而达到混合的一种形式。
(3)剪切混合由于固体粉粒各层之间的速度差而发生在各层之间的互相渗透而达到的一种混合形式。
制粒•需要制粒的原因:①消除粉末之间的空气;②增加压片原料的流动性;③消除处方中比重差异大的原辅料分层现象;④降低在压片过程中的细粉飞扬。
•制粒的方式有以下几种:(1)湿法制粒最传统的制粒方式。
(2)流化床制粒(3)干法制粒•当片剂中成分对水分敏感,或在干燥时不能经受升温干燥,而片剂组成分中具有足够内在粘合性质时,可采用先压成粉块,然后再制成适宜颗粒(亦称大片法)。
•采用预压缩或二次压缩的办法:称重、混合,压成大片粉块、过筛、加润滑剂、压缩。
•干法制粒另一种方法为滚压法:在进行压缩前预先将药物与赋形剂的混合物通过高压滚筒将粉末压紧,排出空气,然后将压紧物粉碎成均匀大小的颗粒,加润滑剂后即可压片。
包衣的目的:①对湿、光和空气不稳定的药物可增加其稳定性;②掩盖药物的不良臭和味,减少药物对消化道的刺激和不适感;③有些药物遇胃酸、酶敏感,不能安全到达小肠,则需包肠溶衣;④控制药物释放速度;⑤可防止复方成分发生配伍变化;⑥改善片剂外观,易于区分,患者乐于服用。
口服固体制剂产品生产过程中交叉污染的防范措施探讨摘要:在口服固体制剂产品生产过程中,造成交叉污染是影响药品质量的关键,在本次研究中,本文详细分析了造成药剂生产中发生交叉污染的原因,包括物料污染、人员污染等。
之后围绕口服固体制剂产品生产过程,对于如何预防交叉污染提出应对措施,包括强化细节管理、做好厂房与设备保障等手段。
关键词:口服固体制剂产品;生产过程;交叉污染前言:在我国新版GMP规则实施以来,强化药品质量管理、消除潜在污染隐患成为提升药品质量的关键。
根据当前制药企业的生产过程来看,交叉污染是口服固体制剂产品生产中的常见问题,因此需要积极优化口服固体制剂产品生产质量管理对策,这也是本文研究的主要目的。
1.口服固体制剂产品生产过程中交叉污染的危险因素1.1物料原因在口服固体制剂产品生产中,药品所使用的原材料辅料卫生情况直接关系到药品质量,若在生产前的物料已经被污染,则生产后药物成本遭受污染的风险会明显提升。
除此之外,口服固体制剂产品辅料的运输、储藏等条件不符合质量管理要求可能会加剧成品药污染风险;甚至工作人员在配料或者取样时的不合理行为,都会导致药物被污染。
1.2人员污染人员污染主要体现在人体表面、服饰污染与操作卫生三个角度,例如员工在口服固体制剂产品生产期间带入大量微生物,最终成为污染传播的介质。
或者人员生产中的不合理行为也会导致交叉污染发生,例如药物生产中未严格执行卫生管理条例等[1]。
1.3设备污染设备污染是指口服固体制剂产品在生产中所用设备因为维护不当或者操作失误而造成跑冒滴漏等问题,上述问题所产生的粉尘、气液等都会造成物料污染;或者物料表面直接与容器接触后会造成装置生锈或者表面脱落现象并引发污染。
2.口服固体制剂产品生产中交叉污染防范措施2.1交叉污染危险因素控制2.1.1物料因素风险防范措施(1)在物料发放时应严格执行三查六对与四先出原则,在物料发放管理中严格注意相关细节,例如整个物料发放过程应在配料室内集中进行,在做好标识后按照记录规定发放物料。
口服固体制剂生产设备工艺流程1 设计一般原则口服固体制剂生产线的设计原则应根据用户提供的URS,结合口服固体制剂的生产特征、批量大小以及用户的生产习惯确定。
一般来说,口服固体制剂各工序为间歇生产,需要通过半成品中间暂存来调节各工序之间的操作,按照销售的需求来排定生产计划。
通常可以按照以下方式进行厂房设计:1.1 按物料传送方式1.1.1 水平输送水平输送即是物料在水平方向同层输送,仅有设备垂直提升物料,局部垂直运输,整体水平输送。
1.1.2 垂直输送垂直输送即是垂直方向层间输送,输送方式又可以分为管道输送、层间提升机输送。
实例一运用层间提升装置,将物料在同层粉碎、过筛、制粒、混合后进入中间站暂存,再进入另一层压片(包衣)/胶囊填充、外包装。
这种形式适合于品种较多的间歇性生产方式。
实例二利用原辅料运至四楼粉碎过筛,通过管道重力降至三楼制粒、混合,通过管道重力降至二楼压片(包衣)/胶囊填充,再通过管道重力降至底楼内外包装。
但这种形式适合于单品种规模大的生产方式,但垂直传输管道彻底清洁较困难。
1.2 按品种规模1.2.1 单品种生产在同一时间段内只有一种物质的品种在生产线上生产。
1.2.2 多品种生产在同一时间段内有两个或两个以上物质品种在生产线上生产。
这种形式要重点解决不同物质、品种间交叉污染的问题。
2 功能区域设计根据生产工艺流程和风险控制原则,通常将功能区域分为原辅料粉碎、称重、配料间;制粒、整粒、混合间;压片、包衣/胶囊填充间;中间站;器具清洗、存放间;洁具清洗、存放间;洗衣间等。
下面简要介绍各功能间设计原则:2.1 原辅料粉碎、称重、配料间GMP规范(2010年版)第五十二条:制剂的原辅料称量通常应当在专门设计的称量室内进行。
实例:称量室通常属产尘操作间,与外走廊均以前室作为保障措施,防止粉尘扩散。
避免交叉污染并便于清洁,确保操作中粉尘不会影响环境、设备、操作人员,称量工序粉尘的控制方式如图22.2 制粒、整粒、混合间GMP规范(2010年版)第五十三条:产尘操作间(如干燥物料或产品的取样、称量、混合、包装等操作间)应当保持相对负压或专门的措施,防止粉尘扩散、避免交叉污染并便于清洁)实例:高效湿法造粒机,沸腾干燥机,整粒机,真空卸系统等单机间隔式生产改进为全密闭管道化连续生产线,克服了传统工艺高效湿法造粒机提升机上料、沸腾干燥机料锅出料的产尘等缺陷,采用负压出料及物料转运桶与提升机相结合,完全满足过筛、整粒、总混机上料工艺流程。
常规口服固体制剂的生产过程概述引言常规口服固体制剂是指通过口腔进入消化道的固体剂型,如片剂、胶囊剂等。
它们是常见的药物剂型,在临床上广泛应用。
本文将概述常规口服固体制剂的生产过程,包括原料准备、制剂工艺、包装和质量控制等环节。
原料准备常见常规口服固体制剂的原料包括药物活性成分、赋形剂、辅料、包衣剂等。
在生产过程中,这些原料需要经过以下准备步骤:1.药物活性成分:药物活性成分是口服固体制剂的核心原料,它需要经过粉碎、干燥等工艺步骤,以获得所需的颗粒大小和湿度。
2.赋形剂:赋形剂是用于赋予制剂所需形状和质地的原料。
常见的赋形剂有淀粉、乳糖、羊毛脂等。
赋形剂需要先进行研磨,以获得所需的颗粒大小。
3.辅料:辅料是用于调整制剂特性的原料,如增稠剂、乳化剂等。
辅料一般不需要特殊的制备步骤,但需要确保其纯度和质量。
4.包衣剂:对于需要进行包衣的固体制剂,包衣剂是必备的原料。
包衣剂一般是聚合物或其他材料,用于包裹制剂并保护药物活性成分。
制剂工艺制剂工艺是制备口服固体制剂的核心环节,它包括以下步骤:1.配料:根据药物配方,按照一定比例将药物活性成分、赋形剂、辅料等原料称量混合。
2.研磨:将配料混合物进行研磨,以确保各成分均匀混合。
此外,研磨还可以调整颗粒大小和分布。
3.湿法制粒:将研磨后的混合物与适量的溶剂混合,形成悬浮液,然后通过喷雾、滚塞等方式将悬浮液制成颗粒。
4.干燥:将湿法制粒得到的颗粒进行干燥,以去除溶剂,获得干燥的制粒物。
5.压片或包填:将干燥的制粒物进行压片或包填成固体剂型,如片剂、胶囊剂等。
6.包衣:对于需要进行包衣的制剂,使用包衣设备将制剂进行包衣,以保护药物活性成分。
包装制剂生产完成后,需要进行包装,以确保制剂的质量和安全:1.初级包装:制剂通常首先进行初级包装,如通过铝塑泡罩、铝箔袋等包装方式,以防止制剂受潮和污染。
2.次级包装:初级包装后的制剂通常需要进行次级包装,如将铝塑泡罩放入纸盒中,或将铝箔袋装入塑料盒等。