粗糙度计算方法
- 格式:doc
- 大小:17.50 KB
- 文档页数:3
车削表面粗糙度的计算说说表面粗糙度的计算,以及"镜面效果"-表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗)车削表面粗糙度=每转进给的平方*1000/刀尖R乘8以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
建议一般切削钢件6150以下的车床不要使用R0.8以上的刀尖,而硬铝合金不要用R0.4以上的刀尖,否则车出的的真圆度、直线度等等形位公差都没办法保证了,就算能降低粗糙度也是枉然!3:切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW的80%作为极限),下一帖再说。
要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。
而转速的高低又与切削时的线速度有密切关系,而传统的普车是用恒定转速/扭力的电机依靠机械变速来达到改变转速的效果,所以任何时候都是“100%最大扭力输出”,这点比变频电机好。
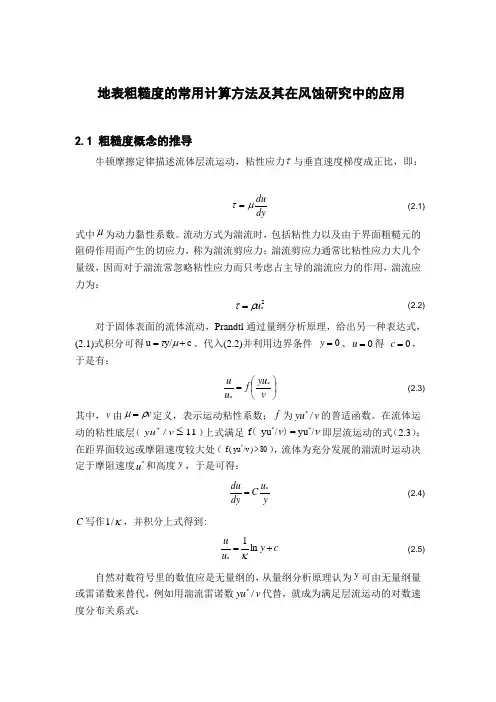
地表粗糙度的常用计算方法及其在风蚀研究中的应用2.1 粗糙度概念的推导牛顿摩擦定律描述流体层流运动,粘性应力τ与垂直速度梯度成正比,即: dy du μτ= (2.1) 式中μ为动力黏性系数。
流动方式为湍流时,包括粘性力以及由于界面粗糙元的阻碍作用而产生的切应力,称为湍流剪应力;湍流剪应力通常比粘性应力大几个量级,因而对于湍流常忽略粘性应力而只考虑占主导的湍流应力的作用,湍流应力为:2*u ρτ= (2.2)对于固体表面的流体流动,Prandtl 通过量纲分析原理,给出另一种表达式,(2.1)式积分可得c y/u +=μτ。
代入(2.2)并利用边界条件 0=y 、0=u 得 0=c ,于是有: ⎪⎭⎫ ⎝⎛=v yu f u u ** (2.3) 其中,v 由v ρμ=定义,表示运动粘性系数;f 为v yu /*的普适函数。
在流体运动的粘性底层(11/*≤v yu )上式满足νν/yu =)/yu (f **即层流运动的式(2.3);在距界面较远或摩阻速度较大处(80) /v yu (f *>),流体为充分发展的湍流时运动决定于摩阻速度*u 和高度y ,于是可得: y u C dy du *= (2.4) C 写作κ/1,并积分上式得到: c y u u +=ln 1*κ (2.5)自然对数符号里的数值应是无量纲的,从量纲分析原理认为y 可由无量纲量或雷诺数来替代,例如用湍流雷诺数v yu /*代替,就成为满足层流运动的对数速度分布关系式:1**ln 1c v yu u u +=νκ (2.6) 对于湍流,用粗糙元高度0y 、附面层厚度δ或管半径R 与高度y 之比来表示,就可得到如下关系式: 4*3*20*ln 1ln 1ln 1c R y u u c y u u c y y u u +=+=+=κδκκ (2.7)基于这些发展了应用到各种植被覆盖地表和草方格等防沙工程及城市地表等粗糙面的关系式: )(,ln 1u u 50*H y c y d y ≥+-=κ (2.8)H 为植株或建筑群冠层高度。
车削粗糙度计算公式表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗)车削表面粗糙度=每转进给的平方*1000/刀尖R乘8(每转进给的平方/刀尖半径X125)以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
建议一般切削钢件6150以下的车床不要使用R0.8以上的刀尖,而硬铝合金不要用R0.4以上的刀尖,否则车出的的真圆度、直线度等等形位公差都没办法保证了,就算能降低粗糙度也是枉然!3:切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW的80%作为极限),下一帖再说。
要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。
而转速的高低又与切削时的线速度有密切关系,而传统的普车是用恒定转速/扭力的电机依靠机械变速来达到改变转速的效果,所以任何时候都是“100%最大扭力输出”,这点比变频电机好。
dem计算粗糙度摘要:1.概述:介绍DEM计算粗糙度的意义和背景2.方法:详述DEM计算粗糙度的具体步骤和方法3.应用:阐述DEM计算粗糙度在实际工程中的应用场景4.案例:提供一个DEM计算粗糙度的实际案例分析5.总结:总结DEM计算粗糙度的优势和局限性正文:近年来,数字高程模型(Digital Elevation Model,简称DEM)在地理信息系统(GIS)领域得到了广泛的应用。
DEM反映了地球表面的地形起伏,对于地形粗糙度的计算具有重要意义。
本文将从以下几个方面介绍DEM计算粗糙度的方法、应用及案例分析。
一、概述在自然地理和工程领域,地表粗糙度是一个重要的地形特征参数。
它对于分析地表侵蚀、风化、水资源分布等方面具有重要作用。
传统的粗糙度计算方法依赖于现场实地测量,耗时耗力。
随着遥感技术的发展,数字高程模型(DEM)逐渐成为计算地表粗糙度的有力工具。
通过DEM计算粗糙度,可以为地形分析、地貌研究、工程设计等领域提供重要依据。
二、方法1.计算原理DEM计算粗糙度的基本原理是利用地形起伏的统计特性来描述地表粗糙度。
常用的计算方法有:标准差法、高程差异法、功率谱法等。
2.具体步骤(1)准备DEM数据:获取足够分辨率的地形数据,一般选用SRTM (Shuttle Radar Topography Mission)等卫星遥感数据。
(2)数据预处理:对DEM数据进行裁剪、插值、填充等预处理,以提高计算精度。
(3)计算地形起伏:根据DEM数据计算地表高程差异,得到地形起伏。
(4)计算粗糙度:采用相应的方法计算地表粗糙度,如标准差、高程差异、功率谱等。
三、应用1.地形分析:DEM计算粗糙度可用于分析地形特征,如山地、平原、丘陵等。
2.地貌研究:通过DEM计算粗糙度,可以研究地貌演化过程,如冰川侵蚀、河流沉积等。
3.工程设计:在土地利用、水利工程、交通运输等领域,DEM计算粗糙度有助于优化设计方案。
4.环境保护:计算粗糙度可用于评估生态敏感区的地形特征,为生态环境保护提供依据。
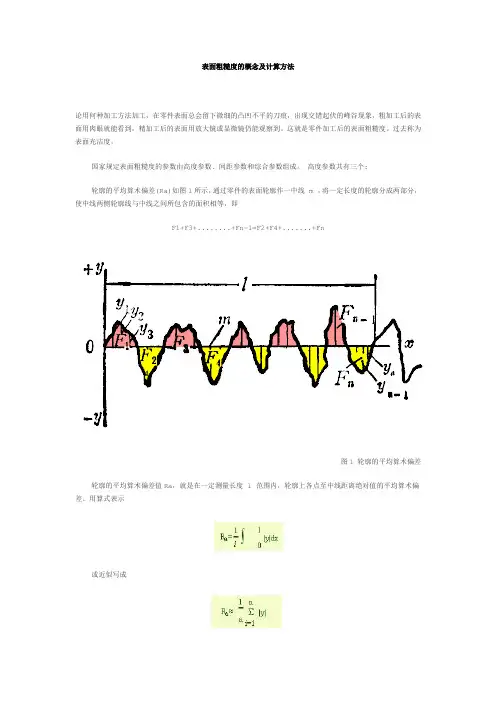
表面粗糙度的概念及计算方法论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
高度参数共有三个:轮廓的平均算术偏差(Ra)如图1所示,通过零件的表面轮廓作一中线 m ,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,即F1+F3+........+Fn-1=F2+F4+.......+Fn图1 轮廓的平均算术偏差轮廓的平均算术偏差值Ra,就是在一定测量长度 l 范围内,轮廓上各点至中线距离绝对值的平均算术偏差。
用算式表示或近似写成不平度平均高度(Rz)就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离(图2),即图2 不平度平均高度轮廓最大高度Ry,就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
间距参数共有两个:轮廓单峰平均间距S,就是在取样长度内,轮廓单峰间距的平均值。
而轮廓单峰间距,就是两相邻轮廓单峰的最高点在中线上的投影长度Si。
轮廓微观不平度的平均间距Sm。
含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。
综合参数只有一个,就是轮廓支承长度率tp。
它是轮廓支承长度np与取样长度l之比。
在原有的国家标准中,表面光洁度分为14级,其代号为1、 2........;14。
后的数字越大,表面光洁度就越高,即表面粗糙度数值越小。
在车间生产中,常根据表面粗糙度样板和加工出来的零件表面进行比较,用肉眼或手指的感觉,来判断零件表面粗糙度的等级。
此外,还有很多测量光洁度的仪器。
表面粗糙度对零件使用情况有很大影响。
一般说来,表面粗糙度数值小,会提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用会增加。
表面粗糙度的三个评定参数一、介绍表面粗糙度是衡量物体表面粗细程度的参数,对于很多行业来说都是十分重要的质量指标。
在工业制造、建筑材料、土木工程等领域,粗糙度的评定参数对于保证产品质量、提高工程效率具有重要意义。
本文将介绍表面粗糙度的三个评定参数,包括使用范围、计算方法以及实际应用。
二、RMS粗糙度RMS(Root Mean Square)粗糙度被广泛应用于表面粗糙度的评定中。
RMS粗糙度是指表面粗糙度的均方根值,通过测量垂直于表面方向上的高度差来计算。
1. 计算方法:1.选取一小块表面区域;2.将该区域的高度值减去表面均值,得到各点的高度差;3.对高度差的平方求和;4.将求和结果除以测量区域的面积;5.取结果的平方根,即为RMS粗糙度。
2. 应用领域:RMS粗糙度广泛应用于汽车、航空航天等工业领域,用于评估零件的表面质量。
在生产过程中,根据RMS粗糙度的标准进行检测和筛选,可以保证零件的质量符合要求,提高生产效率和产品可靠性。
三、Ra粗糙度Ra(Roughness average)粗糙度指表面高度差的平均值,常用于描述表面粗糙度的平均水平。
1. 计算方法:1.选取一小段表面轨迹;2.计算轨迹上各点的高度差;3.将高度差的绝对值累加;4.将累加结果除以轨迹长度;5.得到的结果即为Ra粗糙度。
2. 应用领域:Ra粗糙度常用于机械工程、船舶制造等领域,用于评估零件表面的加工质量。
根据Ra粗糙度的要求进行表面加工,可以保证零件与零件之间的配合接触面积更大,提高零件的使用寿命和性能。
四、Rz粗糙度Rz(Average maximum height)粗糙度表示单位长度内最大凹凸高度的平均值,常用于对表面粗糙度的极值进行评定。
1. 计算方法:1.选取一小段表面轨迹;2.在轨迹上找到最高点和最低点;3.计算最高点和最低点之间的高度差;4.同样方法找到其它最高点和最低点,累加高度差;5.将累加结果除以轨迹长度;6.得到的结果即为Rz粗糙度。
直线导轨面粗糙度计算公式导轨是机械设备中常见的一种传动结构,用于支撑和引导运动部件,保证其在运动过程中的稳定性和精度。
而导轨表面的粗糙度对于设备的运行效率和寿命都有着重要的影响。
因此,对导轨表面粗糙度的计算和评估显得尤为重要。
导轨表面的粗糙度是指表面的不平整程度,通常用来描述表面的光滑程度和几何形状的不规则性。
粗糙度的计算可以通过一些标准化的公式和方法来进行,其中最常用的是均方根粗糙度和平均粗糙度。
均方根粗糙度是指在一定长度范围内,表面不平整度的平方平均值的开方。
其计算公式为:其中,RMS为均方根粗糙度,n为测量点的数量,zi为第i个测量点的高度值。
而平均粗糙度则是指在一定长度范围内,表面不平整度的平均值。
其计算公式为:其中,Ra为平均粗糙度,n为测量点的数量,zi为第i个测量点的高度值。
在实际的导轨表面粗糙度计算中,通常会采用均方根粗糙度和平均粗糙度两种指标来综合评价导轨表面的粗糙度。
通过这两种指标的计算,可以得到导轨表面的粗糙度数据,从而进行进一步的分析和评估。
在进行导轨表面粗糙度计算时,需要注意以下几点:1. 采样密度,导轨表面的粗糙度计算需要进行多点采样,以确保数据的准确性和代表性。
采样密度过低会导致数据不够全面,无法准确反映导轨表面的粗糙度情况。
2. 测量范围,导轨表面的粗糙度计算需要在一定长度范围内进行,通常选择1mm至10mm的范围。
选择合适的测量范围可以更好地反映导轨表面的整体粗糙度情况。
3. 仪器精度,在进行导轨表面粗糙度计算时,需要选择精度高、稳定性好的测量仪器,以确保数据的准确性和可靠性。
通过对导轨表面粗糙度的计算和评估,可以及时发现导轨表面的问题,并采取相应的措施进行修复和改进,从而保证设备的正常运行和使用寿命。
同时,粗糙度数据也可以作为设备维护和管理的重要参考,为设备的维护和管理提供科学依据。
总之,导轨表面粗糙度的计算是机械设备维护和管理中的重要工作之一,通过合理的计算和评估,可以为设备的正常运行和维护提供有效的支持和保障。
粗糙度计算公式粗糙度是指表面不平整程度的度量,它是表面形貌的一个参数。
在工业制造和科学研究中,粗糙度的计算是非常重要的,因为它可以用来描述表面的质量和功能性能,如摩擦、接触、润滑、密封等。
本文将介绍粗糙度计算的基本公式,包括平均粗糙度、均方根粗糙度、最大峰高度和最大谷深度等。
一、平均粗糙度平均粗糙度是表面粗糙度的一个基本参数,它是指表面高度的平均值。
平均粗糙度的计算公式如下:Ra = 1/n ∑|Zi|其中,Ra为平均粗糙度,n为采样点数,Zi为第i个采样点的高度。
在实际测量中,一般采用激光干涉仪、扫描电子显微镜、原子力显微镜等仪器来测量表面高度,然后通过计算平均值得到平均粗糙度。
二、均方根粗糙度均方根粗糙度是表面粗糙度的另一个重要参数,它是指表面高度的均方根值。
均方根粗糙度的计算公式如下:Rq = √(1/n ∑(Zi- Z)^2)其中,Rq为均方根粗糙度,n为采样点数,Zi为第i个采样点的高度,Z为所有采样点的平均高度。
与平均粗糙度不同,均方根粗糙度更能反映表面高度的分布情况,因此在某些应用中更为重要。
三、最大峰高度和最大谷深度最大峰高度和最大谷深度是表面粗糙度的两个极值参数,它们分别表示表面上最高的凸起和最低的凹陷。
最大峰高度和最大谷深度的计算公式如下:Rp = max(Zi) - ZRv = Z - min(Zi)其中,Rp为最大峰高度,Rv为最大谷深度,Zi为所有采样点的高度,Z为所有采样点的平均高度。
在实际应用中,最大峰高度和最大谷深度常用于描述表面的极端情况,如表面缺陷、损伤等。
总之,粗糙度计算是表面质量评价的重要手段之一,它可以用来描述表面的几何形貌和功能性能。
不同的粗糙度参数对应不同的表面特征,因此在实际应用中需要根据具体情况选择合适的参数。
同时,粗糙度计算也需要结合实际测量技术和仪器,以获得准确的表面高度数据。
地表粗糙度计算公式
地表粗糙度是描述地表不平整程度的一个参数,通常用来衡量
地表的凹凸不平程度。
地表粗糙度可以通过不同的公式来计算,其
中一个常用的公式是曼宁方程。
曼宁方程是描述流体在开放渠道中
流动的经验公式,也可以用来计算地表粗糙度。
曼宁方程的数学表
达式为:
V = (1/n) R^(2/3) S^(1/2)。
在这个公式中,V代表流速,n代表曼宁系数,R代表水力半径,S代表水流的坡度。
水力半径R可以用地表粗糙度来计算,其数学
表达式为:
R = A/P.
在这个公式中,A代表过流断面积,P代表过流断面的湿周。
过
流断面积A和湿周P可以根据具体的地形和地表特征来计算。
除了曼宁方程,还有其他一些地表粗糙度计算的公式,比如基
于地形高程数据的傅立叶分析方法、基于地形坡度的统计学方法等。
这些方法都可以用来计算地表粗糙度,但需要根据具体的地理环境和数据特点来选择合适的公式和方法。
另外,地表粗糙度的计算也可以通过遥感技术和地理信息系统(GIS)来进行,利用遥感影像和地理空间数据进行地表粗糙度的定量分析和计算。
这些技术和方法可以帮助我们更全面、准确地理解地表的粗糙度特征,为地理环境和资源管理提供科学依据。
相对粗糙度和绝对粗糙度的计算
相对粗糙度和绝对粗糙度是描述表面粗糙程度的两种度量方式。
以下是它们的计算方法:
相对粗糙度:
相对粗糙度通常表示为表面粗糙度与某基准长度之比。
基准长度可以是任意选定的长度,但通常选择为取样长度或评定长度。
相对粗糙度常用于描述表面微观不平度的高度特征。
计算公式如下:(R_{y} = \frac{1}{l} \int_{0}^{l} |y(x)| dx)
其中,(R_{y}) 是相对粗糙度,(l) 是基准长度,(y(x)) 是表面轮廓函数,表示表面高度随位置的变化。
绝对粗糙度:
绝对粗糙度是指表面轮廓上峰顶线和峰底线之间的距离,即轮廓的最大高度。
它也被称为轮廓算术平均偏差,计算公式如下:(R_{a} = \frac{1}{l} \int_{0}^{l} |y(x) - y_{mean}| dx)
其中,(R_{a}) 是绝对粗糙度,(l) 是测量长度,(y(x)) 是表面轮廓函数,(y_{mean}) 是轮廓的平均高度。
需要注意的是,相对粗糙度和绝对粗糙度的计算都需要对表面进行精确的测量,通常使用光学显微镜、电子显微镜或激光共聚焦显微镜等设备进行测量。
此外,不同的行业和应用领域可能会有不同的粗糙度评价标准和计算方法,因此在实际应用中需要根据具体情况选择合适的评价方法和标准。
表面粗糙度参数值的选用原则1. 引言表面粗糙度是指物体表面的凹凸不平程度,对于许多工程应用来说,表面粗糙度是一个重要的质量指标。
通过选择合适的表面粗糙度参数值,可以确保产品的性能、功能和使用寿命。
本文将介绍表面粗糙度参数值的选用原则,包括定义和计算表面粗糙度的方法、常用的表面粗糙度参数以及选用参数值的考虑因素。
2. 表面粗糙度的定义和计算方法表面粗糙度是指物体表面在微观尺寸上存在的凹凸不平程度。
常见的表面粗糙度计算方法包括光学法、机械法和电子扫描法等。
光学法是通过光线反射来测量物体表面的凹凸不平程度,常用的光学仪器有显微镜和投影仪等。
机械法是利用机械探针或测头来测量物体表面的高低起伏,常见的仪器有激光干涉仪和形貌仪等。
电子扫描法是利用电子束或激光束扫描物体表面,通过探测器接收反射或散射的信号来测量表面粗糙度,常见的仪器有原子力显微镜和扫描电子显微镜等。
3. 常用的表面粗糙度参数表面粗糙度参数是用来描述表面粗糙度特征的数值指标。
常用的表面粗糙度参数包括以下几种:3.1 平均粗糙度(Ra)平均粗糙度是指在一定测量长度内,物体表面所有凹凸不平程度的平均值。
Ra是最常用的表面粗糙度参数之一,通常以微米(μm)为单位。
3.2 最大峰高(Ry)最大峰高是指物体表面上最高峰与最低谷之间的距离。
Ry可以用来评估物体表面的极端不平程度,通常以微米(μm)为单位。
3.3 峰谷高差(Rz)峰谷高差是指物体表面上相邻峰和谷之间的距离差异。
Rz可以用来评估物体表面的起伏程度,通常以微米(μm)为单位。
3.4 峰谷平均高差(RzJIS)峰谷平均高差是指在一定测量长度内,物体表面相邻峰和谷之间距离差异的平均值。
RzJIS是日本工业标准(JIS)中定义的表面粗糙度参数,通常以微米(μm)为单位。
3.5 峰值密度(S)峰值密度是指在一定测量长度内,物体表面上峰和谷的数量。
S可以用来评估物体表面的密集程度。
4. 表面粗糙度参数值的选用原则选择合适的表面粗糙度参数值需要考虑多个因素,包括产品功能要求、制造成本、加工工艺和材料特性等。
表面粗糙度表示方法(一)表面粗糙度表示1. 引言表面粗糙度表示是一种描述表面粗糙度大小和分布的方法。
在工程和科学研究中,粗糙度常常是一个重要的参数,它影响着材料的性能和表面的功能。
本文将介绍一些常见的表面粗糙度表示方法。
2. 均方根粗糙度(RMS)RMS是一种用数值来描述表面粗糙度的方法,它是在某个区域内所有数据点离其平均值的偏离程度的平方值的平均数的平方根。
它可以通过以下公式计算得到:RMS = sqrt((1/N) * sum((Zi-Zavg)^2))其中,N是数据点的数量,Zi是第i个数据点的高度值,Zavg是所有数据点的平均高度值。
3. 平均粗糙度(Ra)Ra是一种常见的表面粗糙度表示方法,它是表面离其平均线的偏离程度的平均值。
它通常通过以下公式计算得到:Ra = (1/L) * sum(|Zi-Zavg|)其中,L是表面采样长度,Zi是第i个采样点的高度值,Zavg是所有采样点的平均高度值。
4. 峰值-谷值高度(Rz)Rz是一种用来描述表面最高和最低点之间距离的方法。
它可以通过以下公式计算得到:Rz = max(Zi) - min(Zi)其中,Zi是表面上的高度值。
5. 深度参数(Rt)Rt是一种用来描述表面粗糙度的深度参数。
它是在一个特定的采样长度内最高点和最低点之间的垂直距离。
它可以通过以下公式计算得到:Rt = max(Zi) - min(Zi)其中,Zi是表面上的高度值。
6. 傅里叶变换方法傅里叶变换方法是一种将表面粗糙度转换为频域表示的方法。
通过对表面数据进行傅里叶变换,可以得到表面在不同频率上的特征。
这种方法常用于对表面纹理进行分析和比较。
7. 其他方法除了上述方法外,还有一些其他常用的表面粗糙度表示方法,如最大峰高度(Rp)、最大谷深度(Rv)、峰-谷高度平均(Rmax)等。
结论表面粗糙度表示是一种描述表面粗糙度大小和分布的重要方法。
不同的表示方法适用于不同的应用场景。
数控加工粗糙度计算公式数控加工是一种高精度、高效率的加工方法,广泛应用于各种工业领域。
在数控加工过程中,粗糙度是一个重要的质量指标,它直接影响着工件的表面质量和性能。
因此,粗糙度的计算是数控加工过程中必不可少的一部分。
本文将介绍数控加工粗糙度的计算公式及其应用。
粗糙度是描述工件表面不规则程度的参数,通常用Ra值来表示,即单位面积内表面高度偏差的平均值。
在数控加工过程中,粗糙度的计算公式如下:Ra = 1/n Σ|yi|。
其中,n为采样点的数量,yi为每个采样点的高度偏差。
这个公式表示了所有采样点的高度偏差的绝对值的平均值,即表面的平均不规则程度。
在实际的数控加工过程中,可以通过数控机床上的传感器来采集工件表面的高度数据,然后通过上述公式来计算粗糙度。
在数控加工中,粗糙度的计算对于保证工件的表面质量至关重要。
通常情况下,粗糙度越小,工件的表面质量越好。
因此,数控加工中常常会设定粗糙度的上限值,以确保工件的表面质量符合要求。
在实际的加工过程中,操作人员可以通过监控数控机床上的传感器来实时获取工件表面的高度数据,并通过上述公式来计算粗糙度,从而及时调整加工参数,以保证工件的精度和表面质量。
除了粗糙度的计算公式外,还有一些影响粗糙度的因素需要考虑。
首先是加工参数,包括切削速度、进给速度、切削深度等。
这些参数直接影响着工件表面的质量,因此在数控加工过程中需要根据工件材料的特性和加工要求来合理设置这些参数。
其次是刀具的选择和磨削。
不同的刀具对工件表面的质量有着不同的影响,因此在数控加工中需要根据加工要求来选择合适的刀具,并保证刀具的磨削状态良好。
最后是数控机床的精度和稳定性。
数控机床的精度和稳定性直接影响着工件的加工质量,因此在数控加工过程中需要保证数控机床的精度和稳定性。
在实际的数控加工过程中,粗糙度的计算公式及其影响因素的综合考虑对于保证工件的表面质量至关重要。
通过合理设置加工参数、选择适当的刀具和保证数控机床的精度和稳定性,可以有效地控制工件的粗糙度,从而保证工件的表面质量符合要求。
表面粗糙度ra单位表面粗糙度Ra单位的意义和应用表面粗糙度Ra单位是指表面粗糙度的一个重要衡量指标。
在工程领域中,表面粗糙度的控制和评估对于确保产品质量和性能至关重要。
Ra单位的引入为工程师们提供了一种可靠的方法来描述和比较各种表面的光洁度和平滑度。
本文将探讨表面粗糙度Ra单位的意义、计算方法以及其在不同领域的应用。
1. 表面粗糙度Ra单位的定义和计算方法表面粗糙度Ra是指表面轮廓与其平均线之间的偏差的绝对值之平均值。
一般情况下,表面粗糙度可以用仪器测量并得到其Ra数值。
Ra单位通常以微米(μm)来表示。
计算Ra的方法是将表面高度数据进行积分,然后除以测量长度,得到平均偏差值。
2. 表面粗糙度Ra单位的意义表面粗糙度Ra单位作为表面质量的重要指标,具有以下意义:2.1. 产品质量控制:在制造过程中,通过控制表面粗糙度Ra值,可以确保产品的质量稳定性。
例如,在汽车制造中,发动机零件的表面粗糙度必须在一定的范围内,以确保零部件的功能和寿命。
2.2. 摩擦与磨损性能:表面粗糙度对于材料的摩擦和磨损性能有很大的影响。
高粗糙度表面会导致摩擦系数增加,增加材料的磨损速度。
而低粗糙度表面则有助于减少摩擦与磨损,提高材料的使用寿命。
2.3. 表面润湿性:表面粗糙度会直接影响液体在表面上的润湿性。
高粗糙度表面的润湿性较差,液体无法均匀分布在表面上,影响液体在表面的粘附和润湿效果。
而低粗糙度表面则能够提供良好的润湿性能。
3. 表面粗糙度Ra单位的应用表面粗糙度Ra单位在多个领域中得到广泛应用,以下列举其中几个方面:3.1. 制造工业:在制造工业中,表面粗糙度Ra单位被广泛应用于各种产品的加工和检测。
例如,机械零件的粗糙度要求会直接影响其功能和寿命。
通过控制表面粗糙度Ra值,制造商可以确保产品的质量和性能。
3.2. 医疗器械:在医疗器械领域中,表面粗糙度Ra单位对于保证器械的卫生和安全极为重要。
例如,在手术器械中,表面粗糙度需要在一定范围内,以确保细菌不易附着和繁殖,从而保证手术过程的安全性。
铣削的表面粗糙度计算【原创实用版】目录1.铣削的表面粗糙度概念2.铣削表面粗糙度的影响因素3.铣削表面粗糙度的计算方法4.铣削表面粗糙度的应用场景5.总结正文一、铣削的表面粗糙度概念铣削是一种常见的金属切削工艺,通过旋转的多刃刀具切削工件,以达到加工金属表面的目的。
在铣削过程中,刀具与工件之间的摩擦和切削力会导致工件表面产生一定的粗糙度,这种粗糙度被称为铣削表面粗糙度。
铣削表面粗糙度是衡量铣削加工质量的重要指标,其数值越小,表面光洁度越高,加工质量越好。
二、铣削表面粗糙度的影响因素铣削表面粗糙度的大小受多种因素影响,主要包括以下几个方面:1.刀具:刀具的材料、形状、大小和磨损程度都会影响铣削表面粗糙度。
一般来说,刀具材料越硬、形状越接近理想刀具、大小适中且磨损程度较小,铣削表面粗糙度越小。
2.工件:工件的材料、形状、尺寸和表面状态都会影响铣削表面粗糙度。
例如,硬度较高的工件材料和较大的工件尺寸会导致铣削表面粗糙度增大。
3.机床:机床的精度、刚度、稳定性和刀具的安装方式等因素也会影响铣削表面粗糙度。
高精度、高刚度和稳定性好的机床,配合合理的刀具安装方式,可以获得较小的铣削表面粗糙度。
4.加工工艺:铣削速度、进给速度、刀具的摆动角和切削深度等加工工艺参数也会影响铣削表面粗糙度。
合理的加工工艺参数可以有效降低铣削表面粗糙度。
三、铣削表面粗糙度的计算方法铣削表面粗糙度的计算方法通常采用比较法和光洁度样板法。
比较法是将铣削后的表面与一系列标准粗糙度样板进行对比,通过观察比较来判断铣削表面粗糙度的大小。
光洁度样板法是使用光洁度样板自行对比目测,通过样板上的光洁度等级来判断铣削表面粗糙度的大小。
在实际应用中,还可以使用测量仪器(如表面粗糙度测量仪)对铣削表面粗糙度进行精确测量。
四、铣削表面粗糙度的应用场景铣削表面粗糙度在机械加工领域具有广泛的应用,其主要应用场景包括:1.评估铣削加工质量:通过检测铣削表面粗糙度,可以评估铣削加工的质量,为改进加工工艺和提高加工质量提供依据。
刀尖R=0.4时计算进给量:粗糙度为3.2时f=0.10mm/r粗糙度为6.3时f=0.14mm/r粗糙度为12.5时f=0.2mm/r车削表面粗糙度=每转进给的平方 X 1000/(刀尖R乘8),单位微米以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给 2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
建议一般切削钢件6150以下的车床不要使用R0.8以上的刀尖,而硬铝合金不要用R0.4以上的刀尖,否则车出的的真圆度、直线度等等形位公差都没办法保证了,就算能降低粗糙度也是枉然!3:切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW的80%作为极限),下一帖再说。
要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。
而转速的高低又与切削时的线速度有密切关系,而传统的普车是用恒定转速/扭力的电机依靠机械变速来达到改变转速的效果,所以任何时候都是“100%最大扭力输出”,这点比变频电机好。
但当然如果你的主轴是由昂贵的恒定扭力伺服电机驱动,那是最完美的选择上面说得有点乱了,现在先举个例计算一下表面粗糙度:车削45号钢,切削速度150米,切深3mm,进给0.15,R尖R0.4,这是我很常用的中轻切削参数,基本上不是光洁度要求非常之高的工件一刀不分粗精切削直接车出表面,计算表面粗糙度等于0.15X0.15X1000/(0.4X8)=粗糙度 7.0(单位微米)。
粗糙度计算公式单位粗糙度是描述表面不平整程度的物理量,它在工程领域中具有重要的意义。
粗糙度的大小直接影响着物体的摩擦、光学特性、热传导等性质。
因此,粗糙度的准确计算对于工程设计和实际应用至关重要。
在本文中,我们将介绍粗糙度的计算公式及其单位。
粗糙度的计算通常采用不同的方法,其中最常见的是使用均方根粗糙度(RMS roughness)和平均粗糙度(Ra roughness)。
这两种方法都可以用来描述表面的不平整程度,但其计算公式和单位略有不同。
首先,我们来看均方根粗糙度的计算公式及单位。
均方根粗糙度是通过对表面高度的平方值进行平均后再开方得到的,其计算公式如下:RMS = sqrt((1/N) Σ(hi^2))。
其中,RMS表示均方根粗糙度,N表示测量点的数量,hi表示每个测量点的高度。
均方根粗糙度的单位通常为微米(μm)或纳米(nm),表示表面高度的均方根值。
另外一种常用的粗糙度计算方法是平均粗糙度,其计算公式如下:Ra = (1/N) Σ(|hi|)。
其中,Ra表示平均粗糙度,N表示测量点的数量,hi表示每个测量点的高度。
平均粗糙度的单位同样为微米(μm)或纳米(nm),表示表面高度的平均值。
除了上述两种常见的粗糙度计算方法外,还有一些其他的粗糙度参数,如最大峰谷高度(Rz)、最大峰谷间距等,它们也都有相应的计算公式和单位。
在工程实践中,粗糙度的计算通常通过表面高度的测量仪器来进行。
常用的测量仪器有激光干涉仪、原子力显微镜等,它们可以对表面高度进行高精度的测量,并计算出粗糙度的各项参数。
粗糙度的计算对于工程设计和制造过程中的质量控制具有重要的意义。
在实际应用中,粗糙度的大小直接影响着物体的摩擦、光学特性、热传导等性质,因此粗糙度的准确计算对于确保产品的性能和质量至关重要。
总之,粗糙度的计算公式及单位是工程领域中重要的知识点,它们对于工程设计和实际应用具有重要的意义。
通过对粗糙度的准确计算和控制,可以确保产品的性能和质量达到设计要求,从而满足不同领域的工程需求。
刀尖R=0.4时计算进给量:粗糙度为3.2时f=0.10mm/r
粗糙度为6.3时f=0.14mm/r
粗糙度为12.5时f=0.2mm/r
车削表面粗糙度=每转进给的平方 X 1000/(刀尖R乘8),单位微米以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:
1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给 2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
建议一般切削钢件6150以下的车床不要使用R0.8以上的刀尖,而硬铝合金不要用R0.4以上的刀尖,否则车出的的真圆度、直线度等等形位公差都没办法保证了,就算能降低粗糙度也是枉然!
3:切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW的80%作为极限),下一帖再说。
要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。
而转速的高低又与切削时的线速度有密切关系,而传统的普车是用恒定转速/扭力的电机依靠机械变速来达到改变转速的效果,所以任何时候都是“100%最大扭力输出”,这点比变频电机好。
但当然如果你的主轴是由昂贵的恒定扭力伺服电机驱动,那是最完美的选择
上面说得有点乱了,现在先举个例计算一下表面粗糙度:车削45号钢,切削速度150米,切深3mm,进给0.15,R尖R0.4,这是我很常用的中轻切削参数,基本上不是光洁度要求非常之高的工件一刀不分粗精切削直接车出表面,计算表面粗糙度等于0.15X0.15X1000/(0.4X8)=粗糙度 7.0(单位微米)。
如果有要求光洁度要到0.8的话,切削参数变化如下:刀具不变依旧上面0.4的刀片,切削参数进给0.05,切深要视乎刀具的断削槽而定,通常如果进给定了,那切深只会在一个很窄的范围(上面不是说过切深和进给很大关系嘛)——当切深在一定范围之内才会有最良好的排屑效果!当然你不介意拿个沟子一边车一边沟屑的话又另当别论! :lol我大约会按照进给的10倍起定切深,也就是0.5mm,此时0.05*0.05/0.4/8*1000=0.78微米,也就是粗糙度达到0.8了。
至于粗糙度的表示方法:RY是测量出最大粗糙度,RA是算术计法将整个工件的表面粗糙度平均算,而RZ则是取10点再平均算,一般同一工件用RA计算粗糙度应该是最低的,而RY肯定是最大的,如果用RY的计算公式可以达到比RA要求更低的数字,基本上车出来就可以达到标注的RA要求了。
另外理论上带修光刃的刀具最大可能将粗糙度降低一半,如果上面车出0.8光洁度的工件用带修光刃的刀片粗糙度就最小可能是0.4
以上是书本摘录的理论知识综合个人经验所书,以下再说说一些我个人感觉的理论,这些书本上我没见过的:
1:车床可以达到的最小粗糙度,首要原因是主轴精度,按照最大粗糙度计算的方法,如果你的车床主轴跳动精度是0.002mm,也就是2微米跳动,那理论上是不可能加工出粗糙度会低于0.002毫米粗糙度(RY2.0)的工件,但这是最大可能值,一般平均下来算50%好了,粗糙度1.0的工件可以加工出!再结合RA的算法一般不会得出超过RY 值的50%,变成RA0.5,再计算修光刃的作用降低50%,那最终主轴跳动0.002的车床极限是可以加工出RA0.2左右的工件!。