数控刀具介绍与特点
- 格式:ppt
- 大小:913.50 KB
- 文档页数:22
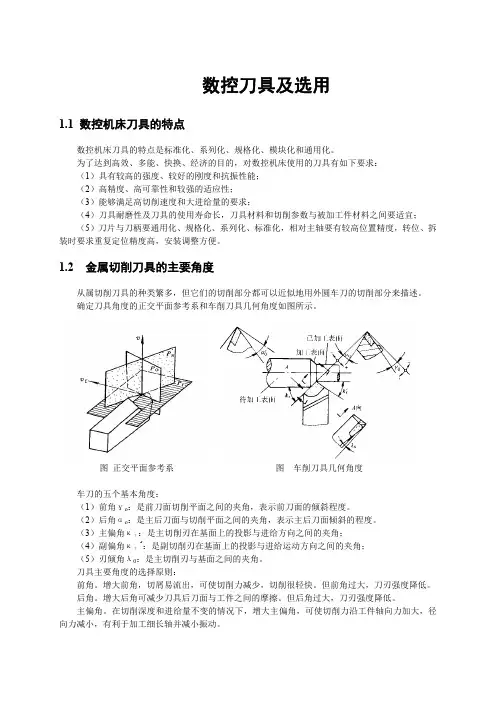
数控刀具分类按基本形式可分为五类:第一类:加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;第二类:孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;第三类:螺纹加工刀具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;第四类:齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;第五类:切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。
此外,还有组合刀具。
按切削运动方式和相应的刀刃形状,刀具又可分为三类:通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。
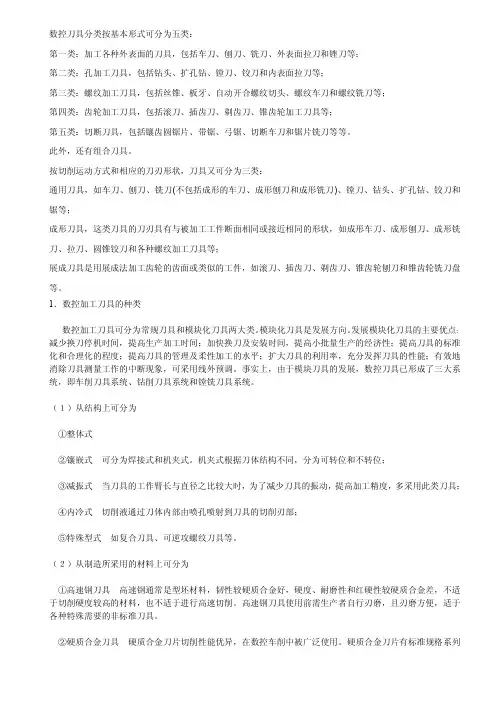
1.数控加工刀具的种类数控加工刀具可分为常规刀具和模块化刀具两大类。
模块化刀具是发展方向。
发展模块化刀具的主要优点:减少换刀停机时间,提高生产加工时间;加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度;提高刀具的管理及柔性加工的水平;扩大刀具的利用率,充分发挥刀具的性能;有效地消除刀具测量工作的中断现象,可采用线外预调。
事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。
(1)从结构上可分为①整体式②镶嵌式可分为焊接式和机夹式。
机夹式根据刀体结构不同,分为可转位和不转位;③减振式当刀具的工作臂长与直径之比较大时,为了减少刀具的振动,提高加工精度,多采用此类刀具;④内冷式切削液通过刀体内部由喷孔喷射到刀具的切削刃部;⑤特殊型式如复合刀具、可逆攻螺纹刀具等。
(2)从制造所采用的材料上可分为①高速钢刀具高速钢通常是型坯材料,韧性较硬质合金好,硬度、耐磨性和红硬性较硬质合金差,不适于切削硬度较高的材料,也不适于进行高速切削。
数控机床刀具的特点
1)具有良好的稳定切削性能刀具刚性好、精度高,能进行高速切削和强力切削。
2)刀具有较高的寿命刀具大量采用硬质合金材料或高性能材料(如陶瓷刀片、立方氮化硼刀片、石复合刀片和涂层刀片等,高速钢刀具采用较多的则是高钴、高钒、含铝的高性能高速钢和粉末冶金高速钢)。
3)刀具(刀片)互换性好、能快速换刀刀具能实现自动、快速更换,缩短辅助时间。
4)刀具有较高的精度刀具监控适用于对较高精度工件的加工,特别是当采用可转位刀片时,由于刀具刀体和刀片重复定位精度高,因而能获得良好的加工质量。
5)刀具有可靠的卷屑和断屑性能使用数控机床不能随意停机处理切屑,加工中出现的长切屑会影响操的安全和加工效率。
6)刀具有调整尺寸的功能刀具可机外预调(对刀)或机内补偿,以减少换刀调整时间。
7)刀具能实现系列化、标准化和模块化刀具系列化、标准化和模块化有利于编程、刀具管理和降低成本。
8)多功能复合及专用化。
第 1 页共 1 页。

数控机床用刀具系统参数介绍一、数控车削刀具的特点为了适应数控机床加工精度高、加工效率高、加工工序集中及零件装夹次数少等要求,数控机床对所用的刀具有许多性能上的要求。
与普通机床的刀具相比,数控车床刀具及刀具系统具有以下特点:1)刀片或刀具的通用化、规则化、系列化。
2)刀片或刀具几何参数和切削参数的规范化、典型化。
3)刀片或刀具材料及切削参数须与被加工工件的材料相匹配。
4)刀片或刀具的使用寿命高,加工刚性好。
5)刀片在刀杆中的定位基准精度高。
6)刀杆须有较高的强度、刚度和耐磨性。
二、数控车削刀具的分类1.根据加工用途分类车床主要用于回转表而的加工,如圆柱面、圆锥面、圆弧面、螺纹、切槽等切削加工。
因此,数控车床用刀具可分为外圆车刀、内孔车刀、螺纹车刀、切槽刀等种类。
2.根据刀尖形状分类数控车刀按刀尖的形状一般分成三类,即尖形车刀、圆弧形车刀和成形车刀,如图2-2.1所示。
图2-2.1 按刀尖形状分类的数控车刀注:在数控车床上,除进行螺纹加工外,应尽量不用或少用成形车刀。
3.根据车刀结构分类根据车刀的结构,数控车刀又可分为整体式车刀、焊接式车刀和机械夹固式车刀三类。
(1)整体式车刀整体式车刀(图2-2.2 a)主要指整体式高速钢车刀。
通常用于小型车刀、螺纹车刀和形状复杂的成形车刀。
具有抗弯强度高、冲击韧度好,制造简单和刃磨方便、刃口锋利等优点。
(2)焊接式车刀焊接式车刀(图2-2.2b )是将硬质合金刀片用焊接的方法固定在刀体上,经刃磨而成。
这种车刀结构简单,制造方便,刚性较好,但抗弯强度低、冲击韧度差,切削刃不如高速钢车刀锋利,不易制作复杂刀具。
(3)机械夹固式车刀机械夹固式车刀(图2-2.2c)是将标准的硬质合金可换刀片通过机械夹固方式安装在刀杆上的一种车刀,是当前数控车床上使用最广泛的一种车刀。
a)b)c)图2-2.2 按刀具结构分类的数控车刀a)整体式车刀b)焊接式车刀c)机械夹固式车刀三、数控车削刀具的材料常用的数控刀具材料有高速钢、·硬质合金、涂层硬质合金、陶瓷、立方氮化硼,金刚石等。
数控刀具型号知识点总结一、数控刀具的基本概念数控刀具是一种广泛应用于数控机床上的金属切削工具。
它是通过数控编程控制机床进行切削加工,可以实现高效、精确的加工。
数控刀具的类型繁多,每种型号的刀具都有其特定的用途和特点。
对于数控加工领域的从业人员来说,了解不同型号的数控刀具是非常重要的,可以帮助他们选择合适的刀具进行加工,提高加工效率和产品质量。
二、数控刀具的分类1. 分类标准数控刀具可以按照不同的分类标准进行分类,常见的分类标准包括刀具材料、刀具形状、刀柄类型、刀具用途等。
2. 按材料分类按照材料的不同,数控刀具可以分为高速钢刀具、硬质合金刀具、陶瓷刀具、超硬刀具等。
3. 按形状分类按照形状的不同,数控刀具可以分为铣刀、钻头、刀片、车刀、螺纹刀等。
4. 按刀柄类型分类按照刀柄的类型不同,数控刀具可以分为直柄刀具、切槽刀具、切槽刀具等。
5. 按用途分类按照刀具的用途不同,数控刀具可以分为粗加工刀具、精加工刀具、钻孔刀具、车削刀具等。
三、数控刀具的型号1. 高速钢刀具高速钢刀具是一种常见的金属切削刀具,具有刚性好、耐磨性高等特点。
按照其型号命名规则,一般包括刀具类型、刀具直径、刀具长度等信息。
例如,HSS 铣刀的型号为:HSS-M10x10x40,其中 HSS 表示为高速钢刀具,M10 表示刀具直径为10mm,10 表示刀具长度为10mm,40 表示刀具刃长为40mm。
通过型号就可以清楚地知道该刀具的用途和规格。
2. 硬质合金刀具硬质合金刀具是一种广泛应用于数控加工领域的刀具,具有硬度高、耐磨性好等特点。
按照其型号命名规则,一般包括刀具类型、刀具直径、刀具长度、刀具刀尖角度等信息。
例如,硬质合金铣刀的型号为:MCDN2008-2T-C20,其中 MCD 表示为硬质合金铣刀,N2008 表示刀具直径为20mm,2T 表示刀具齿数为2,C20 表示为刀具刀尖角度为20度。
通过型号就可以清楚地知道该刀具的用途和规格。
6种数控刀具的种类、性能、特点、应用专业知识先进的加工设备与高性能的数控刀具相配合,才能充分发挥其应有的效能,取得良好的经济效益。
随着刀具材料迅速发展,各种新型刀具材料,其物理、力学性能和切削加工性能都有了很大的提高,应用范围也不断扩大。
一.刀具材料应具备基本性能刀具材料的选择对刀具寿命、加工效率、加工质量和加工成本等的影响很大。
刀具切削时要承受高压、高温、摩擦、冲击和振动等作用。
因此,刀具材料应具备如下一些基本性能:(1)硬度和耐磨性。
刀具材料的硬度必须高于工件材料的硬度,一般要求在60HRC以上。
刀具材料的硬度越高,耐磨性就越好。
(2)强度和韧性。
刀具材料应具备较高的强度和韧性,以便承受切削力、冲击和振动,防止刀具脆性断裂和崩刃。
(3)耐热性。
刀具材料的耐热性要好,能承受高的切削温度,具备良好的抗氧化能力。
(4)工艺性能和经济性。
刀具材料应具备好的锻造性能、热处理性能、焊接性能;磨削加工性能等,而且要追求高的性能价格比。
二.刀具材料的种类、性能、特点、应用1.金刚石刀具材料的种类、性能和特点及刀具应用金刚石是碳的同素异构体,它是自然界已经发现的最硬的一种材料。
金刚石刀具具有高硬度、高耐磨性和高导热性能,在有色金属和非金属材料加工中得到广泛的应用。
尤其在铝和硅铝合金高速切削加工中,金刚石刀具是难以替代的主要切削刀具品种。
可实现高效率、高稳定性、长寿命加工的金刚石刀具是现代数控加工中不可缺少的重要工具。
⑴金刚石刀具的种类①天然金刚石刀具:天然金刚石作为切削刀具已有上百年的历史了,天然单晶金刚石刀具经过精细研磨,刃口能磨得极其锋利,刃口半径可达0.002μm,能实现超薄切削,可以加工出极高的工件精度和极低的表面粗糙度,是公认的、理想的和不能代替的超精密加工刀具。
②PCD金刚石刀具:天然金刚石价格昂贵,金刚石广泛应用于切削加工的还是聚晶金刚石(PCD),自20世纪70年代初,采用高温高压合成技术制备的聚晶金刚石(Polycrystauine diamond,简称PCD刀片研制成功以后,在很多场合下天然金刚石刀具已经被人造聚晶金刚石所代替。

数控车床刀具的种类及特点数控车床在很多的厂里面应该都是有使用到的,这是一种工作效率比较高的机器设备,我们平时在使用的时候效果也都知道,不过大家对其刀具的种类和特点是否有了解过呢?这里就来给大家做介绍。
数控加工常用刀具的种类及特点数控加工刀具须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。
刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。
数控刀具的分类有多种方法。
根据刀具结构可分为:整体式;镶嵌式,采用焊接或机夹式联接,机夹式又可分为不转位和可转位两种;特殊型式,如复合式刀具、减震式刀具等。
根据制造刀具所用的材料可分为:高速钢刀具;硬质合金刀具;石刀具;其他材料刀具,如立方氮化硼刀具、陶瓷刀具等。
从切削工艺上可分为:车削刀具,分外圆、内孔、螺纹、切割刀具等多种;钻削刀具,包括钻头、铰刀、丝锥等;镗削刀具;铣削刀具等。
为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。
数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点:刚性好(尤其是粗加工刀具)、精度高、抗振及热变形小;互换性好,便于快速换刀;寿命高,切削性能稳定、可靠;刀具的尺寸便于调整,以减少换刀调整时间;刀具应能可靠地断屑或卷屑,以利于切屑的排除;系列化、标准化,以利于编程和刀具管理。
这就是给大家介绍的关于数控车床刀具的种类及特点了,希望通过这篇文章的介绍能够让大家对此内容有了解,若是还有哪些其他的方面知识需要了解的,记得关注我们!。
数控刀具分类知识点总结一、按照功能划分1. 钻头钻头是一种用于在工件上形成圆孔的切削工具。
根据其结构可以分为普通钻头、中心钻头、深孔钻头等,根据材料和涂层的不同可以分为硬质合金钻头、涂层钻头等。
钻头的主要特点是加工精度高、速度快,适用于各种材料的孔加工。
2. 铣刀铣刀是一种用于在工件上进行平面、曲面和槽的切削工具。
根据其结构可以分为面铣刀、立铣刀、侧铣刀等,根据刃口数和形状可以分为单刃铣刀、多刃铣刀、球头铣刀等。
铣刀的主要特点是加工效率高、切削质量好,适用于各种复杂形状的加工。
3. 刀具夹持系统刀具夹持系统包括夹持器、刀柄和刀片等组成,用于固定和传递切削力。
根据其结构和工作原理可以分为机械夹持系统、液压夹持系统、磁力夹持系统等,根据其用途可以分为铣削刀具夹持系统、车削刀具夹持系统等。
刀具夹持系统的主要特点是夹持力大、刚性好,适用于各种切削条件下的加工。
4. 其他还有一些特殊功能的数控刀具,如车刀、车刨刀、切断刀、攻丝刀、整平刀等。
这些刀具根据其特殊的用途和结构可以分为不同的类型,主要用于金属加工中的车削、铣削、切割、攻丝等工艺。
二、按照加工方式划分1. 铣削刀具铣削刀具是用于在工件上进行铣削加工的切削工具,可以分为面铣刀、立铣刀、侧铣刀等。
铣削刀具的特点是具有较高的切削速度和切削厚度,适用于大尺寸零件的加工。
2. 车削刀具车削刀具是用于在工件上进行车削加工的切削工具,可以分为外圆刀具、内圆刀具、切断刀具等。
车削刀具的特点是具有较高的精度和表面质量,适用于高精度零件的加工。
3. 钻削刀具钻削刀具是用于在工件上进行钻削加工的切削工具,可以分为钻头、刀片等。
钻削刀具的特点是具有较高的切削速度和切削精度,适用于孔加工和钻削加工。
4. 其他还有一些特殊加工方式的刀具,如攻丝刀、切断刀、整平刀等。
这些刀具根据其特殊的用途和结构可以分为不同的类型,主要用于金属加工中的攻丝、切割、整平等工艺。
三、按照刀具材料划分1. 钢质刀具钢质刀具是使用高速度钢或碳钢材料制成的刀具,具有良好的耐磨性和刚性,适用于一般的金属切削加工。
数控车床常用刀具及选择1. 数控刀具的结构数控车床刀具种类繁多,功能互不相同。
根据不同的加工条件正确选择刀具是编制程序的重要环节,因此必须对车刀的种类及特点有一个基本的了解。
在数控车床上使用的刀具有外圆车刀、钻头、镗刀、切断刀、螺纹加工刀具等,其中以外圆车刀、镗刀、钻头最为常用。
数控车床使用的车刀、镗刀、切断刀、螺纹加工刀具均有整体式和机夹式之分,除经济型数控车床夕卜,目前已广泛使用可转位机夹式车刀。
(1) 数控车床可转位刀具特点数控车床所采用的可转位车刀,其几何参数是通过刀片结构形状和刀体上刀片槽座的方位安装组合形成的,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。
但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如下表所示。
(2) 可转位车刀的种类可转位车刀按其用途可分为外圆车刀、仿形车刀、端面车刀、内圆车刀、切槽车刀、切断车刀和螺纹车刀等,见表2-3。
表2-3可转位车刀的种类刀具材料切削性能的优劣直接影响切削加工的生产率和加工表面的质量。
刀具新材料的岀现,往往 端面车刀900、 450、 750 普通车床和数控车床 内圆车刀450、600、750、900、910、930、 950、107.50 普通车床和数控车床 切断车刀普通车床和数控车床 螺纹车刀普通车床和数控车床切槽车刀普通车床和数控车床 (3) 可转位车刀的结构形式① 杠杆式:结构见图2-16,由杠杆、螺钉、刀垫、刀垫销、刀片所组成。
这种方式依靠螺钉旋紧压靠杠杆,由杠杆的力压紧刀片达到夹固的目的。
其特点适合各种正、负前角的刀片,有效的前角范围为 -60°〜 +180°;切屑可无阻碍地流过,切削热不影响螺孔和杠杆;两面槽壁给刀片有力的支撑,并确保转位精度。
② 楔块式:其结构见图2-17,由紧定螺钉、刀垫、销、楔块、刀片所组成。
这种方式依靠销与楔块的挤压力 将刀片紧固。
数控刀具的主要种类及特点1.数控加工刀具的种类数控加工刀具可分为常规刀具和模块化刀具两大类。
模块化刀具是发展方向。
发展模块化刀具的主要优点:减少换刀停机时间,提高生产加工时间;加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度;提高刀具的管理及柔性加工的水平;扩大刀具的利用率,充分发挥刀具的性能;有效地消除刀具测量工作的中断现象,可采用线外预调。
事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。
(1)从结构上可分为①整体式②镶嵌式可分为焊接式和机夹式。
机夹式根据刀体结构不同,分为可转位和不转位;③减振式当刀具的工作臂长与直径之比较大时,为了减少刀具的振动,提高加工精度,多采用此类刀具;④内冷式切削液通过刀体内部由喷孔喷射到刀具的切削刃部;⑤特殊型式如复合刀具、可逆攻螺纹刀具等。
(2)从制造所采用的材料上可分为①高速钢刀具高速钢通常是型坯材料,韧性较硬质合金好,硬度、耐磨性和红硬性较硬质合金差,不适于切削硬度较高的材料,也不适于进行高速切削。
高速钢刀具使用前需生产者自行刃磨,且刃磨方便,适于各种特殊需要的非标准刀具。
②硬质合金刀具硬质合金刀片切削性能优异,在数控车削中被广泛使用。
硬质合金刀片有标准规格系列产品,具体技术参数和切削性能由刀具生产厂家提供。
硬质合金刀片按国际标准分为三大类:P类,M类,K类。
P类——适于加工钢、长屑可锻铸铁(相当于我国的YT类)M类——适于加工奥氏体不锈钢、铸铁、高锰钢、合金铸铁等(相当于我国的YW类)M-S类——适于加工耐热合金和钛合金K类——适于加工铸铁、冷硬铸铁、短屑可锻铸铁、非钛合金(相当于我国的YG类)K-N类——适于加工铝、非铁合金K-H类——适于加工淬硬材料③陶瓷刀具④立方氮化硼刀具⑤金刚石刀具(3)从切削工艺上可分为①车削刀具分外圆、内孔、外螺纹、内螺纹,切槽、切端面、切端面环槽、切断等。
数控铣刀知识数控铣刀,又称为数控铣床刀,是一种用于数控铣床的刀具,由于具有高精度、高效率、高稳定性的特点,已经成为工业生产中不可缺少的工具之一。
为了提高数控铣刀的使用效果,在应用过程中,需要了解一些基本的知识和技巧。
一、常见的数控铣刀种类1. 平底刀:又称为端铣刀,主要用于加工平底面,是数控车床、数控铣床的常用刀具。
2. 面铣刀:用于加工平面和较大的平面冲压模具。
3. 带齿铣刀:主要用于加工齿轮、链轮等圆柱面和锥面零件。
4. 复合刀:由两个以上刀具的结合组成,适合加工形状复杂的零件。
5. 径向铣刀:铣刀前端带有径向钻孔,用于与车床做配合,用于车铣一体化加工。
二、数控铣刀的选择1. 根据材料来选择:不同的材料需要不同的刀具,这点尤其重要,影响刀具的寿命和加工效果。
2. 根据工件的形状和尺寸选择:形状复杂的工件,需要使用复合刀具和特殊的刀具。
3. 根据精度选择:选择适当的数控铣刀可以提高加工精度,同时也能缩短加工时间。
三、数控铣刀的使用和维护1. 正确安装铣刀:在安装数控铣刀时,需要注意刀接口的角度和长度是否正确。
2. 控制切削条件:根据工件材料和尺寸,选择合适的切削速度、切削深度、进给量等加工参数。
3. 注意刀具的磨损情况:定期检查数控铣刀的磨损情况,及时更换刀具,以免影响加工质量和效率。
4. 定期清洁刀具:铣刀使用后,需要清理刀具的切削面和刀片表面的油污和铁屑。
5. 储存铣刀:当铣刀使用完毕后,应该及时进行清洗和干燥,并用适当的方式进行储存,以免铣刀受潮和腐蚀。
四、常见的数控铣刀故障分析和解决方法1. 故障:铣刀抖动解决方法:检查刀具安装是否正确,刀具是否已经磨损或者破裂。
2. 故障:切削面不平整解决方法:检查铣刀刀片是否已经破裂或者磨损,更换铣刀刀片。
3. 故障:切削力过大解决方法:调节数控铣床的进给速度和切削深度,修改加工参数。
4. 故障:加工表面光滑度不达标解决方法:检查切削液是否清洁,加大切削液流量,调整切削参数。
各种数控刀具的特点和用途数控刀具是通过计算机程序控制刀具的运动轨迹和切削参数,实现高精度、高效率的切削加工工具。
它广泛应用于各个领域,包括汽车、航空航天、电子、模具等。
数控刀具具有多种不同的形式和特点,下面将介绍几种常见的数控刀具及其特点和用途:1. 铣刀铣刀是数控加工中最常用的切削工具之一。
它通过旋转刀片,同时向工件施加铣削力,将工件上的材料切削掉。
铣刀主要由刀体和刀片两部分组成,有单刃和多刃两种形式。
铣刀的特点是可用于切削各种形状的工件表面,切削效果好,加工效率高。
它被广泛应用于零件的加工中,如平面、曲面、凸轮槽、齿轮等。
2. 钻头钻头是一种用来扩孔的数控刀具。
它由钻杆和钻头两部分组成,钻头通常由硬质合金制成。
钻头的特点是可快速而精确地钻孔,且孔径范围广。
它广泛应用于各种材料的钻孔工作,如金属、塑料、木材等。
3. 镗刀镗刀是一种用来修整、扩大或改善孔形的数控刀具。
它通过旋转并移动刀片,将工件上的材料切削掉。
镗刀的特点是高精度、高效率。
它通常用于需要高精度孔形的工件,如发动机缸体、气缸套等。
4. 刀片刀片是一种用来切削工件的数控刀具。
它通常由硬质合金、陶瓷等材料制成,具有较高的硬度和刚性。
刀片的特点是可用于高速切削,切削效率高。
它广泛应用于各种数控机床上,如车床、铣床、加工中心等。
5. 螺纹刀具螺纹刀具是一种用来加工螺纹的数控刀具。
它分为螺纹刀、牙轮铣刀、牙盘等多种类型。
螺纹刀具的特点是可加工各种类型和规格的螺纹,加工精度高。
它广泛应用于制造行业中,如汽车零部件、机械配件等。
6. 刀具夹头刀具夹头是一种用来夹紧刀具的装置,它可确保刀具的稳定性和刚性,使切削更加精确。
刀具夹头的特点是可适用于不同类型和规格的刀具,操作简单方便。
它被广泛应用于各种数控机床上。
综上所述,数控刀具具有多种形式和特点,可以满足各种加工需求。
它在制造行业中应用广泛,能够提高生产效率、降低成本,并且能够加工出高精度、高质量的零部件。