门板打磨作业规范
- 格式:doc
- 大小:2.00 MB
- 文档页数:12

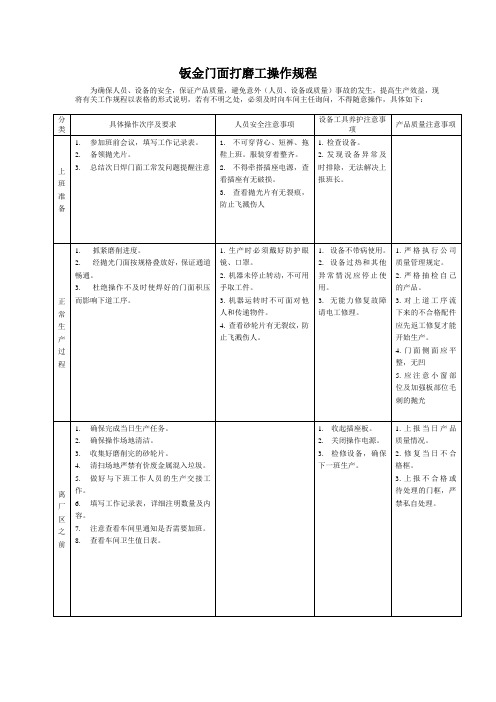
打磨工的安全操作规程范本第一章总则第一条为确保打磨工作的安全进行,保护打磨工的人身安全,达到预定的工作效果,根据相关法律法规,制定本安全操作规程。
第二章安全设施和防护用品第二条所有打磨工作必须使用合格、无损坏的工具和设备,安全设施和防护用品必须完善并得到合理使用。
第三条打磨工作需要佩戴相关防护用品,包括但不限于安全眼镜、防护手套、防护口罩,以防止细小尘粒对眼睛、皮肤、呼吸道的伤害。
第四条工作区域必须设置明显的安全警示标志牌,特别是在磨削和切割操作时,必须设立控制标志,防止他人靠近。
第五条根据工作需要,定期检查和维护安全设施,保证其正常工作和使用。
第三章工作场所安全第六条打磨工作区域必须保持干燥和整洁,杂物必须清除,以防止滑倒、跌倒和其他意外。
第七条工作区域必须足够明亮,以确保工作人员能够清晰地看到边缘和设备的位置,避免误操作。
第八条所有设备和工具必须放置在安全稳定的位置,避免倒塌和滚动。
第九条所有电源设备和电气设备必须符合安全规范,并经过定期维护和检查,确保电气线路不会损坏或暴露。
第四章作业安全规范第十条所有打磨工作必须由经过专业培训和持有相关证书的人员进行,未经培训和证书持有者禁止从事该项工作。
第十一条打磨工作时,必须使用适当的磨料和磨具,并根据工作要求选择合适的磨削方法和速度。
第十二条在打磨过程中,必须确保被打磨的物体保持稳定,防止意外滑动和失控。
第十三条打磨工作必须保持专注和集中注意力,禁止在疲劳、饮酒、服用药物等状态下从事该项工作。
第五章紧急情况处理第十四条打磨工作必须设立紧急情况处理措施,并进行定期演习,确保人员能够熟练处理各类紧急情况。
第十五条在打磨过程中,如发现火警、漏电、辐射等紧急情况,必须立即停止工作并向相关部门报告。
第六章个人安全防护第十六条在打磨工作过程中,必须注意个人的安全防护,如戴好安全眼镜和防护口罩,穿上安全鞋和防护服,确保自身安全。
第十七条打磨工作时,禁止戴着饰品,如项链、手镯等,以免发生意外伤害。
精心整理目的:为了更好的规范员工作业的标准化,提高生产效率、增强品质意识。
吸塑产品套路介绍:基材:18mmm单面暖白中纤板基材:20mm单面暖白中纤板套路:荷塘月色、西雅图2、套路:塞纳河畔、雅典娜、西雅图1苏黎世(欧罗拉J)、奥兰多注:已配的用注:这时ok。
砂带注:熟悉产品套路知晓基材厚度,根据套路基材板件水平放入,板件放调整机器辊轮高度。
(切勿18mm辊轮高度如宽度不可超过传送放入20mm板件)一定要根据板件厚度调整辊轮带宽度。
高度,高度保持一致,砂出效果不理想可微调。
收板:把相同单号板件整齐摆放在一起,待手工粗磨。
精心整理手工打磨:手工打磨板条、门板、顶线、玻璃门手所需砂纸180、240粗砂,600细砂,180粗砂用于板件表面过于粗糙部位打磨、240用于一般粗糙度打磨,600砂纸起到抛光作用。
(1)板条打磨:由于板条无造型直板,砂光机对表面已经砂过,所以打磨板条只需用240粗砂砂纸打其侧边,把其侧边打成R3大小的弧度,避免爆边影响吸塑效果。
(2)门板打磨:砂光后先用刀片把剔角刀铣出的台阶剔除掉,然后用240粗砂打磨铣型槽,注意右手拿起240粗砂把砂纸对折,三指按其上,拇指小拇指在其下部上下来往,这样打磨槽部两边底部都可打磨到,240打过后用600细砂再次重复此步骤,把槽部磨至光滑,最后用600细砂打磨其侧边,使其光滑即可。
(3根据顶线的厚度,调整砂光机辊轮高度,进行砂光后,手工打磨借助于自制辅助工具,先用粗砂打磨在用细砂抛光,步骤与门板一样,由于顶线过长所以打磨时力道保持一致。
(4)玻璃门打磨时首先借助于手动打磨机,右手握住手动砂光机,匀速来回运行打磨其框架及槽部,手工打磨其框架内侧,先用粗砂再用细砂抛光。
把打磨好的板条、门板同一单号的放置在同一车辆上,最后根据料单上的片数来查看是否齐。

打磨操作规程标题:打磨操作规程引言概述:打磨是一种常见的表面处理方法,可以使工件表面更加光滑、平整。
然而,不正确的打磨操作可能会导致工件损坏或者效果不佳。
因此,制定合理的打磨操作规程对于保证产品质量和提高工作效率至关重要。
一、准备工作1.1 确定打磨目的:在开始打磨之前,首先要明确打磨的目的是什么,是去除表面缺陷、提高光洁度还是改变表面粗糙度。
1.2 选择合适的打磨工具:根据工件材质和打磨要求,选择适合的打磨工具,如砂纸、砂轮、砂布等。
1.3 确保工件固定:在打磨过程中,工件必须坚固固定在工作台上,以防止挪移或者晃动导致不均匀打磨。
二、打磨操作2.1 调整打磨速度和压力:根据工件材质和打磨工具的特性,调整打磨机的速度和施加的压力,以达到最佳的打磨效果。
2.2 控制打磨时间:过长的打磨时间会导致工件过度磨损,而过短的打磨时间则无法达到预期效果,因此要控制好打磨时间。
2.3 注意打磨方向:在打磨过程中,要注意打磨的方向,普通建议按照工件的纵向或者横向方向进行打磨,以避免产生划痕。
三、检查工件3.1 观察表面质量:打磨完成后,要子细检查工件的表面质量,确保表面光洁度和平整度达到要求。
3.2 检查表面缺陷:检查工件表面是否还存在缺陷,如划痕、氧化等,如有需要进行二次打磨处理。
3.3 清洁工件:打磨完成后,要及时清洁工件表面,以防止打磨残留物影响工件质量。
四、保养维护4.1 清洁打磨工具:定期清洁和维护打磨工具,保持其良好状态,以确保打磨效果和工作效率。
4.2 更换磨具及时:磨具使用一段时间后会磨损,影响打磨效果,因此要及时更换磨具,保证打磨质量。
4.3 定期校准设备:定期对打磨设备进行校准,确保其工作稳定性和准确性。
五、安全注意事项5.1 戴好防护装备:在进行打磨操作时,要戴好防护眼镜、手套等防护装备,以保护自己的安全。
5.2 避免过度疲劳:长期进行打磨操作会导致手部疲劳,应适时歇息,避免过度疲劳。
5.3 防止火灾:打磨操作时要注意防止火花飞溅引起火灾,特殊是在打磨易燃材料时更要小心谨慎。
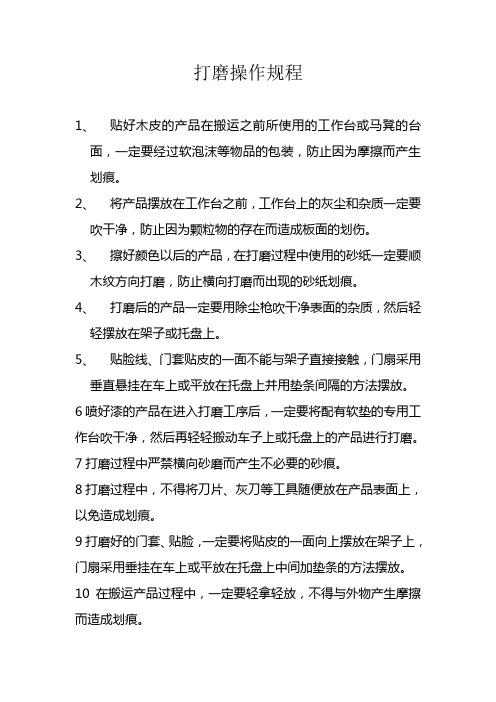
打磨操作规程
1、贴好木皮的产品在搬运之前所使用的工作台或马凳的台
面,一定要经过软泡沫等物品的包装,防止因为摩擦而产生划痕。
2、将产品摆放在工作台之前,工作台上的灰尘和杂质一定要
吹干净,防止因为颗粒物的存在而造成板面的划伤。
3、擦好颜色以后的产品,在打磨过程中使用的砂纸一定要顺
木纹方向打磨,防止横向打磨而出现的砂纸划痕。
4、打磨后的产品一定要用除尘枪吹干净表面的杂质,然后轻
轻摆放在架子或托盘上。
5、贴脸线、门套贴皮的一面不能与架子直接接触,门扇采用
垂直悬挂在车上或平放在托盘上并用垫条间隔的方法摆放。
6喷好漆的产品在进入打磨工序后,一定要将配有软垫的专用工作台吹干净,然后再轻轻搬动车子上或托盘上的产品进行打磨。
7打磨过程中严禁横向砂磨而产生不必要的砂痕。
8打磨过程中,不得将刀片、灰刀等工具随便放在产品表面上,以免造成划痕。
9打磨好的门套、贴脸,一定要将贴皮的一面向上摆放在架子上,门扇采用垂挂在车上或平放在托盘上中间加垫条的方法摆放。
10在搬运产品过程中,一定要轻拿轻放,不得与外物产生摩擦而造成划痕。
11、喷好漆的门套、贴脸在待干过程中,一定要将没有木皮的
一面向上放在架子上,门面水平放置。
12待干后的门套、贴脸,一定要将贴皮的一面向上摆放在架子上,门扇采用垂挂在车上的方法摆放。
打磨操作规程一、引言打磨是一种常见的表面处理工艺,用于去除表面缺陷、改善表面质量和提高产品的光洁度。
为了确保打磨工作的高效、安全和质量,制定本操作规程,以规范打磨操作流程。
二、适合范围本操作规程适合于所有需要进行打磨的工作场所和操作人员。
三、安全要求1. 操作人员必须穿戴个人防护装备,包括安全眼镜、防护手套和防护口罩等。
2. 打磨机械设备必须符合安全标准,并定期进行检查和维护。
3. 操作人员必须接受相关的安全培训,了解打磨操作的风险和预防措施。
4. 在操作过程中,必须保持工作区域整洁,避免杂物堆积和绊倒等意外事故的发生。
5. 如果发现设备故障或者安全隐患,应即将住手操作并上报相关负责人。
四、设备准备1. 确保打磨机械设备处于正常工作状态,检查磨头和磨盘是否安装坚固。
2. 根据需要,选择合适的磨头和磨盘,并进行安装。
3. 检查磨头和磨盘的磨损情况,如有需要,及时更换。
五、操作步骤1. 将待打磨的工件放置在打磨台上,并固定好。
2. 打开打磨机械设备的电源,调整转速和磨头的位置,确保打磨效果最佳。
3. 操作人员应保持正确的姿式和手部动作,避免磨头与工件接触不均匀或者产生过大的压力。
4. 按照预定的打磨路径和方向进行操作,确保打磨均匀和一致。
5. 定期检查打磨效果,如有需要,进行调整和修正。
6. 打磨完成后,关闭打磨机械设备的电源,清理工作区域和设备表面的粉尘和碎屑。
7. 检查打磨后的工件质量,如有需要,进行二次打磨或者其他表面处理工艺。
六、质量控制1. 打磨前,应根据工件的要求和规范,制定相应的打磨方案和质量标准。
2. 打磨过程中,操作人员应根据质量标准进行实时监控和调整,确保打磨效果符合要求。
3. 打磨后,应对工件进行质量检验,包括表面光洁度、平整度和尺寸精度等指标的检测。
4. 如发现打磨质量不符合要求,应及时进行整改和修正,并记录相关数据和处理结果。
七、记录与报告1. 操作人员应按照规定,记录每次打磨操作的相关信息,包括操作日期、工件编号、打磨方案和质量检测结果等。
2023年打磨、抛光工安全操作规程第一章:总则第一条:为了规范打磨、抛光工操作行为,保护工人的身体健康和生命安全,制定本安全操作规程。
第二条:本规程适用于所有从事打磨、抛光工作的人员,包括操作工、现场监督人员等。
第三条:打磨、抛光工作应按照国家相关安全法律法规和标准进行操作,严禁超出规定范围操作。
第四条:打磨、抛光工作必须由经过培训并具有相应证书的人员操作,未经培训和资质认证的人员禁止进行操作。
第五条:打磨、抛光工作应配备相应的安全防护设备和工具,确保作业人员的安全。
第二章:操作规程第六条:操作人员在进行打磨、抛光工作前,必须了解工作地点的环境条件,并检查是否有安全隐患。
第七条:操作人员必须在清醒状态下操作,严禁饮酒和吸食毒品。
第八条:操作人员进行打磨、抛光工作时,应穿戴齐全的工作服,戴上防护眼镜、手套、耳塞等相应的防护设备。
第九条:操作人员应熟悉使用各种打磨、抛光工具和设备的操作方法和维护知识,并按照操作手册的要求进行操作。
第十条:操作人员进行高空打磨、抛光工作时,应戴上安全帽,并系好安全带,确保自身的安全。
第十一条:操作人员在进行打磨、抛光工作时,应保持工作区域的通风良好,减少粉尘对身体的危害。
第十二条:操作人员在进行打磨、抛光工作时,应注意操作平稳,禁止急速移动或突然停止工具和设备。
第十三条:操作人员在进行打磨、抛光工作时,必须注意周围的人员和设备,避免发生人员伤亡和设备损坏。
第十四条:操作人员在打磨、抛光工作结束后,应及时清理工作场地,保持现场的整洁和安全。
第三章:应急措施第十五条:打磨、抛光工作中如发生事故,应立即停止作业,保护好自己和他人的安全。
第十六条:打磨、抛光工作中如发生火灾,应迅速采取灭火措施,并及时报警。
第十七条:打磨、抛光工作中如发生人员受伤,应及时进行急救,并送往医院就医。
第十八条:打磨、抛光工作中如发现危险物品或安全隐患,应立即向上级报告,并采取合理措施进行处理。
第十九条:打磨、抛光工作结束后,应做好工具和设备的维护,确保下次使用时正常运行。
2023年打磨(工)安全及操作规程第一章总则第一条为加强打磨(工)作业的安全管理,防范打磨(工)作业中的事故和职业病,保障工人的身体健康和工作安全,制定本规程。
第二条本规程适用于所有进行打磨(工)作业的工人和相关管理人员。
第三条打磨(工)作业应遵循“安全第一、预防为主”的原则,采取综合治理、全员参与、持续改进的方式进行工作,确保工人的人身安全和职业健康。
第四条所有进行打磨(工)作业的工人必须经过专业培训合格并取得相应证书方可上岗。
第五条本规程的内容包括打磨(工)作业前的准备工作、作业中的安全措施、事故应急处理等方面的规定。
第二章打磨(工)作业前的准备工作第六条打磨(工)作业前应对作业环境进行评估,确保作业区域无明显危险和隐患。
第七条打磨(工)作业前应制定详细的作业计划,包括作业目标、作业内容、作业时间等方面的规定。
第八条打磨(工)作业前应对所需的工具、设备进行检查,确保其完好无损并符合使用要求。
第九条打磨(工)作业前应对工人进行安全培训,包括工作流程、安全操作规范等方面的内容。
第三章作业中的安全措施第十条打磨(工)作业中应配备适当的个人防护用品,包括防护眼镜、防护手套、防护口罩等,确保工人的人身安全。
第十一条打磨(工)作业中应使用符合国家标准的工具、设备,确保其性能稳定可靠,避免事故发生。
第十二条打磨(工)作业中应设立警示标语,宣传作业的安全要求和注意事项,提醒工人注意安全。
第十三条打磨(工)作业中应定期对作业区域进行维护和清洁,消除隐患,确保工作环境安全。
第十四条打磨(工)作业中应制定严格的操作规范,包括作业顺序、操作方法、操作流程等,确保工作的顺利进行。
第四章事故应急处理第十五条若发生打磨(工)作业中的事故,必须立即采取紧急措施,保护现场安全,并及时报告相关部门。
第十六条打磨(工)作业中的事故应及时进行调查,查明事故原因,并采取措施避免类似事故再次发生。
第十七条打磨(工)作业中应建立事故应急预案,明确责任人和应急措施,保障在事故发生时能够及时有效地进行处置。
打磨作业安全操作规程 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
打磨作业安全操作规程
一进入施工现场,必须穿戴好个人防护用品(安全帽、防护镜、防尘口罩、面盾、耳塞等)。
二作业前,必须对打磨设备、临时电源控制箱进行安全检查,确保机械防护装置、电气保护装置完好无损。
使用气动磨光机时,应检查空气管及接头处有无泄漏。
三严禁在与动火作业相抵触的场所进行打磨作业。
四使用磨光机时两只手要握稳,打磨时不得用力过猛,输出端不准对准他人或易燃易爆物品。
五在通道处打磨时,必须做好相应的安全防护措施,防止伤及无辜人员。
六在利用切割片进行切割时,人员必须配戴面盾或面罩,且严禁站在磨光机的正面。
七打磨作业时,严禁嬉戏或打闹,正在转动的磨光机不准随意放在地上,待磨光机停稳后,放在可靠之处。
八更换磨光片时,应切断电源或气源,要认真检查磨光片有无裂纹或缺损,用扳手紧螺帽,松紧要适宜。
九施工现场磨光片、切割片应妥善保管,严禁乱放,防止被踩、压等现象。
十管、线穿越通道时,应架空或做好防碾压措施。
十一作业中,若遇到突然停电,必须及时关闭打磨设备的启动按钮,防止送电后,突然转动伤人。
十二发现电源线缠绕打结时,严禁手提电源线或磨光机强行拉扯。
十三磨光机停止使用时,应及时关闭启动按钮,工作结束时,应切断电源,磨光机要存放在干燥处,严禁放在水和潮湿的地方。
十四在2m以上高处打磨作业(含斜坡)时,必须严格遵守《高处作业安全管理规定》,做好人和物的防坠落措施。
十五局限空间作业时,保持良好的通风,照明应采用安全电压,做好现场专人监护。
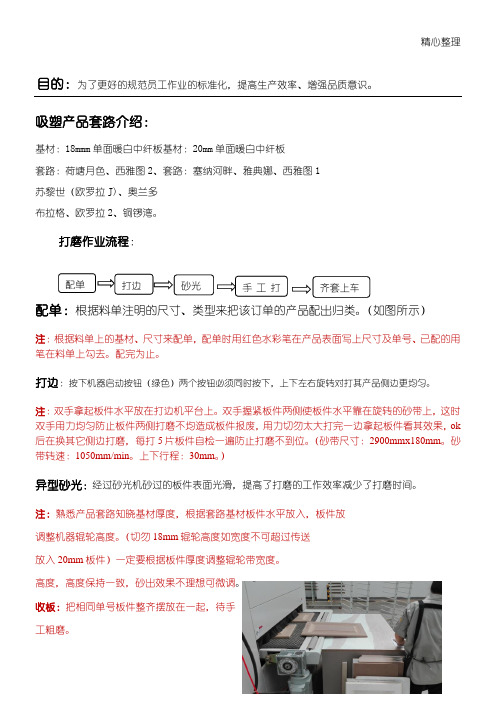
目的:为了更好的规范员工作业的标准化,提高生产效率、增强品质意识。
吸塑产品套路介绍:
基材:18mmm 单面暖白中纤板 基材:20mm 单面暖白中纤板 套路:荷塘月色、西雅图2、 套路:塞纳河畔、雅典娜、西雅图1 苏黎世(欧罗拉J)、奥兰多 布拉格、欧罗拉2、铜锣湾。
打磨作业流程:
配单:根据料单注明的尺寸、类型来把该订单的产品配出归类。
(如图所示)
注:根据料单上的基材、尺寸来配单,配单时用红色水彩笔在产品表面写上尺寸及单号、已配的用笔在料单上勾去。
配完为止。
打边:按下机器启动按钮(绿色)两个按钮必须同时按下,上下左右旋转对打其产品侧边更均匀。
注:双手拿起板件水平放在打边机平台上。
双手握紧板件两侧使板件水平靠在旋转的砂带上,这时双手用力均匀防止板件两侧打磨不均造成板件报废,用力切勿太大打完一边拿起板件看其效果,ok后在换其它侧边打磨,每打5片板件自检一遍防止打磨不到位。
(砂带尺寸:2900mmx180mm。
砂带转速:1050mm/min。
上下行程:30mm。
)
异型砂光:经过砂光机砂过的板件表面光滑,提高了打磨的工作效率减少了打磨时间。
注:熟悉产品套路知晓基材厚度,根据套路基材
调整机器辊轮高度。
(切勿18mm辊轮高度如宽度不可超过传送放入20mm板件)一定要根据板件厚度调整辊轮带宽度。
高度,高度保持一致,砂出效果不理想可微调。
收板:把相同单号板件整齐摆放在一起,待手
工粗磨。
手工打磨:手工打磨板条、门板、顶线、玻璃门手所需砂纸180、240粗砂,600细砂,180粗砂用于板件表面过于粗糙部位打磨、240用于一般粗糙度打磨,600砂纸起到抛光作用。
(1)板条打磨:由于板条无造型直板,砂光机对表面已经砂过,所以打磨板条只需用240粗砂砂纸打其侧边,把其侧边打成R3大小的弧度,避免爆边影响吸塑效果。
(2)门板打磨:砂光后先用刀片把剔角刀铣出的台阶剔除掉,然后用240粗砂打磨铣型槽,注意右手拿起240粗砂把砂纸对折,三指按其上,拇指小拇指在其下部上下来往,这样打磨槽部两边底部都可打磨到,240打过后用600细砂再次重复此步骤,把槽部磨至光滑,最后用600细砂打磨其侧边,使其光滑即可。
(3)顶线打磨:根据顶线的厚度,调整砂光机辊轮高度,进行砂光后,手工打磨借助于自制辅助工具,先用粗砂打磨在用细砂抛光,步骤与门板一样,由于顶线过长所以打磨时力道保持一致。
(4)玻璃门打磨:玻璃门打磨时首先借助于手动打磨机,右手握住手动砂光机,匀速来回运行打磨其框架及槽部,手工打磨其框架内侧,先用粗砂再用细砂抛光。
齐套上车:把打磨好的板条、门板同一单号的放置在同一车辆上,最后根据料单上的片数来查看是否齐套,如若齐套拉至待喷胶区。