DDS置换蒸煮技术在我国的应用
- 格式:doc
- 大小:19.00 KB
- 文档页数:3
■围2009PRoDUCTION修MethodsandexperiencesoftraditionalintermissioncookingreconstructiontoDDSreplacementcookingoQIUFu—lin(GuangxiHedaPaperCo.Ltd,Hezhou542800,Guangxi,China)常规间歇蒸煮改造为DDS置换蒸煮的做法和经验。
邱富林(广西贺达纸业有限责任公司,广西贺州542800)摘要:介绍了传统间歇蒸煮在不停机的情况下,改造成高效,节能、环保的DDS置换蒸煮的思路、方法以及改造过程中遇到的问题和解决办法。
关键词:DDS置换蒸煮;间歇蒸煮;改造;方法;经验;节能Abstract:Thoughtsandmethodsinthepro—cessofreconstructingtraditionalintermissioncookingtoDDSreplacementcookingwhichisahighefficiency,energysavingandenviron。
mentalfriendlycookingwaywereintroducedontheconditionofrunning.Theproblemsandsolvingmeasureswereintroducedaswell.Keywords:DDSreplacementcooking;inter—missioncooking;reconstruction;methods;ex-periences;energysaving中图分类号:1S743+.2;1S733+.2文献标志码:B文章编号:1007-9211(2000)08—0070--0570中华氓・第30卷第8期2009年-4,EJ邱富林,工程师;主要从事制浆造纸机械设备的管理.技术改造和项目研发工作。
广西贺达纸业有限责任公司的蒸煮系统,原有5台装锅容积为135m3的立式蒸煮锅,年产量为7万t。
置换蒸煮系统(DDS)的发展及应用 (之三)《化工自动化及仪表》2010, 37(8): 1-6黄俊梅1,汤伟1, 2,许保华2,王孟效1, 2(1.陕西科技大学电气与信息工程学院,西安710021;2.陕西西微测控工程有限公司,陕西咸阳712081)①收稿日期:2010-07-21(修改稿)摘要:为了解决我国造纸厂蒸煮工段污染严重、生产效率低的问题,DDS置换蒸煮系统引起了越来越多的关注。
该系统尽可能地利用蒸煮过程产生的黑液,从而达到环保、节能、降耗的目的。
本文在简述其发展及应用的基础上,重点介绍DDS置换蒸煮的工艺特点及其优越性,并与其它间歇蒸煮进行了详细地比较。
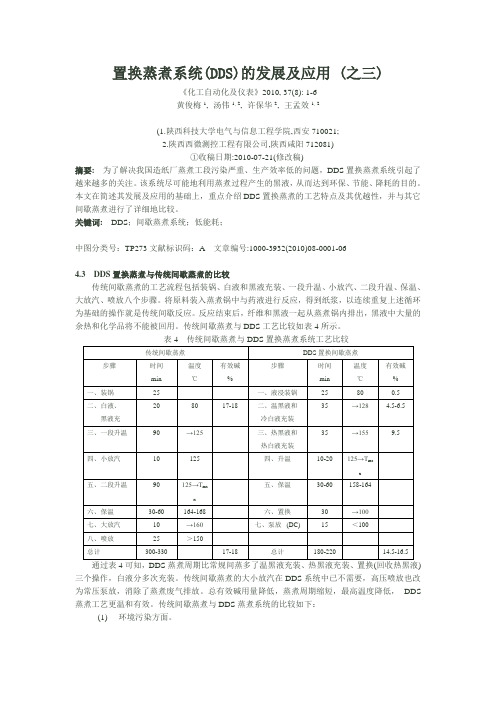
关键词:DDS;间歇蒸煮系统;低能耗;中图分类号:TP273文献标识码:A文章编号:1000-3932(2010)08-0001-064.3DDS置换蒸煮与传统间歇蒸煮的比较传统间歇蒸煮的工艺流程包括装锅、白液和黑液充装、一段升温、小放汽、二段升温、保温、大放汽、喷放八个步骤。
将原料装入蒸煮锅中与药液进行反应,得到纸浆,以连续重复上述循环为基础的操作就是传统间歇反应。
反应结束后,纤维和黑液一起从蒸煮锅内排出,黑液中大量的余热和化学品将不能被回用。
传统间歇蒸煮与DDS工艺比较如表4所示。
表4传统间歇蒸煮与DDS置换蒸煮系统工艺比较通过表4可知,DDS蒸煮周期比常规间蒸多了温黑液充装、热黑液充装、置换(回收热黑液)三个操作,白液分多次充装。
传统间歇蒸煮的大小放汽在DDS系统中已不需要,高压喷放也改为常压泵放,消除了蒸煮废气排放。
总有效碱用量降低,蒸煮周期缩短,最高温度降低,DDS 蒸煮工艺更温和有效。
传统间歇蒸煮与DDS蒸煮系统的比较如下:(1)环境污染方面。
常规蒸煮喷放时温度大于150℃,是带压喷放,二次蒸汽对环境的污染严重。
DDS蒸煮具有全封闭的余热和废汽回收系统,可减少废气排放,且不需要高的硫化度。
如传统蒸煮的硫化度需要25%的话,用DDS只需要15%左右即可。

置换蒸煮(DDS)过程蒸煮终点软测量的研究置换蒸煮(DDS)过程蒸煮终点软测量的研究摘要:置换蒸煮(DDS)是一种常用的制备纸浆的方法,而确定蒸煮过程的终点是一项重要任务。
本研究通过软测量技术探讨DDS过程中蒸煮终点的监测方法。
通过实验观察得出,在DDS过程中,纸浆黏度、纤维平均长度、纤维浸润度以及纸浆酸度是与蒸煮终点密切相关的参数。
基于此观察,设计了一种基于软测量的DDS过程蒸煮终点监测方法,并进行了验证。
结果显示,该方法可以准确监测DDS过程中的蒸煮终点,提高了生产效率,降低了生产成本,并提高了纸浆品质。
关键词:置换蒸煮、软测量、终点监测、纸浆质量、生产效率引言:纸浆的制备对于造纸工业至关重要。
置换蒸煮(Denmark Disk Spring Method,DDS)是一种常用的制备纸浆的方法,其通过将纸浆与碱液进行接触,以去除木质素等杂质。
确定蒸煮过程的终点是纸浆制备中的关键任务之一,它直接影响纸浆的质量和工艺效率。
传统上,人们通常依赖经验判断蒸煮终点,这种方法存在主观性强、容易受到操作人员水平影响等问题。
因此,开发一种准确、可靠、实用的蒸煮终点监测方法对于提高纸浆制备的效果至关重要。
方法:本研究采用软测量技术来监测DDS过程中的蒸煮终点。
首先,通过实验测量得到了与蒸煮终点密切相关的参数,如纸浆黏度、纤维平均长度、纤维浸润度以及纸浆酸度。
然后,利用这些参数建立了蒸煮终点监测模型。
最后,通过软测量方法对DDS过程中的蒸煮终点进行了监测。
结果与讨论:通过实验观察发现,在DDS过程中,纸浆黏度、纤维平均长度、纤维浸润度以及纸浆酸度是与蒸煮终点密切相关的参数。
在蒸煮开始时,这些参数会随着时间的推移而逐渐增加,而在蒸煮终点附近,这些参数的变化会出现明显的拐点。
基于这些观察,我们建立了一种基于软测量的DDS过程蒸煮终点监测方法。
在该方法中,我们将纸浆黏度、纤维平均长度、纤维浸润度以及纸浆酸度作为输入参数,通过建立模型来预测蒸煮终点,并与实际测量结果进行比较。
![日产300吨制浆造纸综合厂设计毕业论文[管理资料]](https://img.taocdn.com/s1/m/698f0e5965ce0508773213e1.png)
毕业论文日产300吨制浆造纸综合厂设计第一章绪论 (4)制浆造纸行业的背景和竹浆造纸的发展 (4)制浆概念和基本流程 (4)制浆的现状 (4)非木浆的发展 (4)竹子制浆 (5)竹子的分布 (5)竹子的特性 (5)竹子制浆工业的发展 (5)竹浆的生产质量指标 (6)工厂设计可行性分析 (7)制浆造纸厂选址的重要性 (7)厂址选择的基本原则 (8)厂址的选择 (9)国家政策导向 (9)地理条件适宜 (9)交通条件良好 (10)气候条件宜人 (10)原料充足 (10)能源来源 (10)第二章全厂总平面设计 (12)总平面设计基本原则 (12)全厂总平面布置图分析 (12)按功能分区布置 (12)建、构筑物布置 (14)厂内外交通运输线路网的布置 (14)厂房的方向、位置和间距 (14)辅助、附属车间及其他服务环节的布置 (15)预留扩建场地 (15)绘制总平面图 (15)第三章工艺流程设计及流程图绘制 (16)生产工艺流程设计的重要性 (16)生产工艺流程的原则和步骤 (16)生产工艺流程的原则 (16)生产工艺流程设计的步骤 (16)工艺流程设计及说明 (17)备料方法的选定 (17)蒸煮方法的选定 (17)洗涤方法的选定 (18)筛选方法的选定 (18)净化方法的选定 (18)绘制生产工艺流程图的要求.................... 错误!未定义书签。
第四章浆水平衡计算 (20)注意事项及工艺参数 (20)浆水平衡计算步骤与方法 (21)1#锥形除渣器、圆网浓缩机平衡 (21)锥形除渣器组平衡 (22)筛浆段平衡 (23)三段洗涤平衡 (25)蒸煮段平衡 (26)黑液池平衡 (28)白液池平衡 (28)浆水平衡明细表 (29)浆水平衡明细表 (36)参考文献 (38)第一章绪论制浆造纸行业的背景和竹浆造纸的发展制浆概念和基本流程制浆,就是利用化学或机械的方法,或两者结合的方法,是植物纤维原料离解,变成本色浆的生产过程。
制浆造纸新技术(复习题)中国造纸工业的现状与发展一、我国现代造纸行业现状特点1.技术密集型。
造纸工业投资60%以上是设备投资,自动化程度高于一般制造业。
2.资金密集型。
世界造纸工业每百美元产值占用资产154美元,同冶金、石油、化工相近。
3.规模效益型。
造纸工业设备投入大,固定成本高,扩大规模是降低成本、增强竞争能力最有效的手段。
4.资源约束型造纸工业属于原材料工业,对纤维来源的依赖性极高,世界上主要的制浆造纸国家原料资源都比较丰富,如美国、加拿大、芬兰等国90%以上采用木浆造纸,其森林覆盖率都位居世界前列。
5.与国经济同步增长纸品的生产量和消费量的增长速度与国生产总值增长速度基本同步,在工业化高速发展的时期,则高于GDP 的增长。
二、我国造纸行业现状1.我国纸业发展潜力巨大我国纸张及纸板消费量还有很大的上升空间。
相对其他行业,造纸行业具有明显增长潜力。
2.造纸业越来越受到政府重视2004年国家发改委正式公布《全国林纸一体化工程建设“十五”及2010年专项规划》,促进造纸工业结构得到有效地调整。
随着政策的逐步实施,在今后的几年里,我国造纸企业、尤其是行业龙头企业必将高速成长。
3.巨大市场吸引国际资本关注我国造纸行业现状有着广阔的市场空间吸引着世界纸业巨头的目光,吸引了国外大量资金的投入,众多的资本涌向中国市场也在一定程度上说明我国造纸行业市场发展前景大好。
三、国内造纸工业生产和市场总体态势为:1、纸张生产和消费整体将呈现增长,但增速降低2、市场竞争加剧,企业经济效益下滑3、转型升级,淘汰落后,企业整合速度加快4、新技术应用和新产品开发将加快5、国际贸易摩擦增多,纸张产品出口受阻6、商品纸浆和废纸进口量继续增加7、减排政策和管理力度加大四.造纸发展新趋势:(1)纸机高速化。
自动化(2)节水,节能,降低消耗,高浓造纸技术(3)文化用纸低定量五、我国造纸业面临的问题中国造纸行业现状存在很大的缺陷,首先就是纤维资源。
置换蒸煮论文:置换蒸煮(DDS)过程蒸煮终点软测量的研究【中文摘要】由于能耗和环境等问题,造纸制浆工业的发展已严重受阻。
寻找节能环保型制浆技术是摆在我国浆纸工业面前的一个重要战略课题。
置换蒸煮系统(Displacement Digester Systems)是20世纪80年代发展起来的一项高效节能的间歇式制浆技术,由于其显著的环境和经济效益,该技术已逐渐成为了制浆蒸煮技术发展的主要方向。
本文在介绍置换蒸煮工艺机理的基础上,针对其蒸煮终点难以判断这一问题,从以下几个方面展开了工作。
首先,文章提出了置换蒸煮终点神经网络软测量的方法。
蒸煮终点是制订蒸煮时间的依据,对纸浆质量以及能耗有着直接影响。
目前较为科学可靠的蒸煮终点判定法是依靠卡伯值,以及其它影响因素共同确定。
由于蒸煮过程的复杂性,蒸煮终点卡伯值的在线检测非常困难。
文中提出利用神经网络软测量的方法,通过比较容易测量的辅助变量来间接测量纸浆卡伯值,从而确定置换蒸煮的终点。
在该软测量模型中,纸浆卡伯值作为模型的主导输出变量,硫化度、H因子和有效碱浓度作为模型的输入变量。
其次,分别采用RBF和BP神经网络两种方法建立置换蒸煮终点卡伯值软测量模型,并进行对比分析。
在其RBF软测量模型的基础上,介绍了该模型在DCS控制系统中的实现问题。
置换蒸煮DCS系统是以SIEMENS S7-400 PLC作为硬件开发平台,WinCC和Step7为软件开发平台。
上位机不仅要完成WinCC软件设计,还要实现与MATLAB软件的对接,将置换蒸煮终点软测量技术嵌入到DCS控制系统中。
最后,在对置换蒸煮DCS控制系统设计的基础上,文章还对H因子计算、蒸煮锅上中下温度一致性控制、蒸煮锅压力控制等一系列控制要点提出了解决方案。
【英文摘要】Owing to energy consumption, pollution and other issues, the development of paper pulp industry has been seriously hampered. Searching for a new environmental and energy-saving pulping technology is an important strategic issue placed in pulp and paper industry of china. Displacement digester systems, which was developed in 1980, is ahigh-efficiency and energy-conserving pulping technology. Because of its good environmental and economic benefits, displacement digester systems has gradually became an important development direction of pulp technology.Based on mechanism introduction of displacement digester systems, aiming at the difficulty of judging pulp cooking endpoint, the work in this paper was expanded from following aspects.Firstly, soft measurement method on cooking endpoint of displacement digester systems has been proposed in the article. The cooking endpoint, which is the basis for time, has a direct impact on pulp quality and energy consumption. At present, more scientific and reliable method for judging cooking endpoint isto rely on kappa number and other influencing factors. However, online direct detection of kappa number is very difficult as the complexity of the cooking process, a soft measurement scheme of kappa number was proposed based on artificial neural network to indirectly measure kappa number and determine the endpoint of cooking process. Kappa number was selected as the output variable of model and H factor, sulfidity and the effective concentration of alkali were selected as input variables of the model.Secondly, two approaches were used for soft measurement model by RBF neural network and BP neural network in this article. On the basis of the model, its application in the DCS control system was introduced. SIEMENS S7-400 PLC was chosen as hardware development platform and WinCC and Step7 software were selected as software development platform in DCS. In order to monitor and operate the entire production process, the host computer not only need to design WinCC development platform, but also achieve docking with the MATLAB software, which will embed soft sensor technology into DCS control system.Thirdly, based on the design of DCS control system, some control schemes of displacement digester systems were briefly presented, such as, H factor calculation, consistency of the upper and lower temperature of digester, thestability of digester pressure and so on.【关键词】置换蒸煮蒸煮终点软测量 RBF模型【英文关键词】Displacement Digester Systems Cooking Endpoint Soft Sensor RBF Neural Network 【目录】置换蒸煮(DDS)过程蒸煮终点软测量的研究摘要4-5ABSTRACT5-6 1 绪论9-13 1.1 选题的目的和意义9-10 1.2 国内外研究现状10-11 1.3 课题研究的主要内容及章节安排11-13 1.3.1 主要研究内容11-12 1.3.2 章节安排12-13 2 置换蒸煮系统(DDS)工艺13-20 2.1 置换蒸煮系统工艺流程13-17 2.2 DDS蒸煮机理分析17-20 3 置换蒸煮终点软测量原理20-30 3.1 蒸煮终点软测量方法20-23 3.1.1 蒸煮终点的定义20 3.1.2 软测量的定义20-22 3.1.3 DDS蒸煮终点软测量22-23 3.2 DDS蒸煮终点软测量模型23-27 3.2.1 DDS蒸煮终点软测量的影响因素23-24 3.2.2 典型的间歇蒸煮过程软测量模型24-27 3.3 现有的蒸煮终点软测量模型存在的问题27-28 3.4 本文拟采用的置换蒸煮终点软测量方法28-30 4 RBF神经网络原理30-35 4.1 人工神经网络原理30 4.2 BP神经网络与RBF神经网络的比较30-31 4.3 径向基神经网络原理31-33 4.3.1 径向基函数31-32 4.3.2 径向基函数神经网络32-33 4.3.3 RBF神经网络训练过程33 4.4 基于MATLAB软件的RBF网络设计33-35 4.4.1 MATLAB工具箱33-34 4.4.2 径向基函数网络的严格设计34 4.4.3 更有效的径向基函数网络的设计34-35 5 置换蒸煮终点卡伯值RBF模型的建立35-49 5.1 RBF模型的构建35-36 5.2 RBF网络的训练与测试36-40 5.3 BP模型的构建40-47 5.4 DDS蒸煮终点RBF模型与BP模型的比较47-49 6 置换蒸煮终点软测量模型在DCS中的实现49-68 6.1 置换蒸煮终点软测量模型辅助变量的检测49-55 6.2 置换蒸煮终点软测量模型在DCS系统中的实现55-64 6.2.1 DDS蒸煮终点软测量模型的实现方法55-57 6.2.2 置换蒸煮DCS控制系统57-61 6.2.3 DCS 系统的软件组成61-64 6.3 置换蒸煮过程控制的要点64-687 总结与展望68-707.1 总结687.2 展望68-70致谢70-71参考文献71-75附录: 神经网络模型样本数据75-79攻读硕士学位期间发表的论文79攻读学位期间参与的科研项目79-80。
日照华泰纸业有限公司安装工程项目技术总结一、工程概况:日照华泰纸业有限公司是山东“华泰集团”的全资子公司,2008年11月份投资新建清洁生产节能技术改造工程(7万T/Y木片化学浆),项目由中国轻工业成都设计工程有限公司负责工程设计,整个工程项目分为碱回收蒸发工段、苛化工段,制浆车间蒸煮及化碱工段、备料制氧工段和由山东山大华特有限公司设计并提供设备的二氧化氯工段,由兰州节能环保工程有限责任公司提供蒸发工段蒸发器等主要设备,由香港化学品与制浆有限公司(公司简称:CPL)负责提供蒸煮工段技术支持,中国轻工建设工程有限公司负责全部五个工段内所有设备、管道、电气、仪表、非标平台的全部安装任务。
安装项合同一览表二、主要工艺流程:2.1、蒸发工段主要流程蒸发站采用八体六效全板式布置,蒸发站用于杨木浆硫酸盐法制浆废液的蒸发浓缩,生产能力为处理206T/D杨木浆硫酸盐法制浆产生的黑液,制浆产生的可回收固形物400t/d,提取工段送来的稀黑液折合固形物浓度为12%左右,蒸发站浓黑液出效浓度为55%,额定蒸发水量108.6T/h,黑液主要流程如下:黑液流程:提取稀黑液进入稀黑液槽,由稀黑液泵送入IV效闪蒸室,依次进入V效闪蒸室、VI效蒸发室、V效蒸发室、IV效蒸发室、III效蒸发室,由III 效出黑液泵打入半浓黑液槽,经半浓黑液泵送入II效蒸发室,再进入I 效蒸发室(ABC)依次到浓黑液闪蒸罐、出I效黑液泵、浓黑液槽,由浓黑液泵送至燃烧工段。
出I效黑液泵也可以送到稀黑液槽或半浓黑液槽。
蒸发器的选型主要是由于详细计算黑液的处理量并根据设计要求得出:根据项目的产能,可知:需蒸发强度为12 Kg/ ㎡h,提取稀黑液量3333t/d,稀黑液的浓度12%,出效浓黑液浓度55%,由上述数据可以计算出:1、稀黑液中含水:3333*1000*0.88/24=122210kg/h设计每天提取稀黑液3333t(3333*1000kg),稀黑液含水88%,1天24小时,可以计算出每小时的含水量2、稀黑液进效量:3333/24=138.875t/h设计每小时的稀黑液进效量3、浓黑热固形物含量:138.875*10000-122210=16665kg/h稀黑液进效量减去含水量为浓黑液固形物含量4、浓黑液含水:16665*45/55=13635kg/h根据浓黑液固形物含量和浓黑液的浓度得出5、出效浓黑液量:16665+13635=30.3t/h6、蒸发效率:122210-13635=108.575t/h稀黑液含水-浓黑液含水为蒸发的水分量7、需要效体的面积:108575/12=9047.9㎡蒸发强度为12 Kg/ ㎡h根据设计要求各效的面积分布如下,其中I效945*3 ㎡, II 效1486 ㎡, III效1416 ㎡,IV效、V效1522 ㎡, VI效1770㎡。
溶解浆的制备及其应用溶解浆的制备及其应用崔宇,陈嘉川,杨桂花(山东轻工业学院制浆造纸科学与技术教育部重点实验室,山东济南250353)《纸和造纸》2011年6月第30卷第6期PP27-32 摘要:溶解浆是高纯度的精制浆,可用于生产黏胶纤维、硝化纤维、醋酸纤维、玻璃纸、羧甲基纤维素等产品。
制备溶解浆的方法分为两种:一种是亚硫酸盐法,另一种是预水解硫酸盐法。
制备人造纤维浆粕和其他纤维素衍生物用浆主要工艺为预水解硫酸盐法;制备溶解浆的最佳原料为棉短绒,也可以用木材和非木材原料,目前竹纤维原料受到广泛关注。
关键词:溶解浆;制备技术;竹浆粕;黏胶纤维中图分类号:TS734 文献标识码:A 文章编号:1001-6309(2011)06-0027-06 基金项目:国家自然科学基金资助项目(30972326,31070525)。
作者简介:崔宇先生(1987-),在读硕士研究生,主要从事制浆绿色化学及生物质资源化利用的研究;E-mail:****************。
通讯作者:杨桂花,E-mail:***************。
近几年棉花价格持续大幅上涨,下游纺织行业成本压力骤增,通过提高棉花替代品的使用比例来缓解成本压力成为众多厂商的选择。
溶解浆可以生产黏胶纤维来替代其他纤维,造纸用化学木浆和溶解浆生产工艺基本相似,目前部分造纸企业将化学浆生产线转化为木材溶解浆生产线,盈利能力大幅提升,受到市场广泛关注。
溶解浆属于高纯度的精制浆,主要用于生产黏胶人造丝、硝化纤维、醋酸纤维、玻璃纸、羧甲基纤维素等产品。
制备溶解浆的原料主要是棉短绒和木材,由于棉短绒的价格和供应不稳定等因素,目前棉短绒浆已被部分木浆所代替[1],与棉短绒浆相比,木浆具有较好而均匀的黏胶加工性能,特别是黏胶过滤性能。
目前非木材用于制备溶解浆也受到广泛关注,特别是竹材[2~4]。
不同于造纸用浆粕,溶解浆对浆粕纤维的形态和强度没有要求,但是对纤维的聚合度和化学成分,特别是α-纤维素含量和白度有较高的要求。
制浆新工艺之DDS蒸煮(低能耗间歇蒸煮工艺)一几种典型的工艺简介在硫酸盐法蒸煮中,蒸煮全程药液浓度基本一致,即浓度梯度越小,越有利于提高蒸煮得率,稳定蒸煮质量。
基于这一理论,80年代后,先后发展出基于间歇蒸煮的RDH(Rapid Displacement Heating)、SuperBatch、DDS (Displacement Digester System)等低能耗置换蒸煮工艺。
DDS蒸煮是在RDH蒸煮上演变而来的,增加了槽区系统,将蒸煮过程划分为若干步骤,每个步骤置换出来的蒸煮液分类别贮存至槽区,分别用于后续蒸煮。
节能、环保和自动化程度高是其主要优点。
我国最早使用DDS蒸煮的厂家是广东省鼎丰纸业有限公司,因其节能环保效果明显,湘纸公司于2004年引入此系统。
系统设计产能为250T/D,三台175M3蒸煮锅,采用装料小车通过过渡料仓实现直接装料,木片无需洗涤。
系统拥有140多个控制点,蒸煮周期3小时分六步进行,全程可实行自动控制。
H-因子控制蒸煮终点,无需取样,蒸煮均匀,浆料质量稳定等优点是传统蒸煮无法比拟的。
热水系统、白液加热系统和松节油回收系统都优于传统蒸煮。
湘江纸业于2006年投运后,经过不断的工艺摸索,目前日产最高已达360多吨浆,在全国同行业中处于领先地位。
二设备介绍目前全球传统蒸煮以蒸煮锅为主体,DDS蒸煮采用的蒸煮锅是在传统蒸煮锅的基础上加以优化,安阳机械有限公司在蒸煮锅制作技术方面已非常成熟。
1、蒸煮锅(如图3-18所示)因工艺不同,与传统蒸煮锅相比,增加了自动锅盖阀、抽风系统、破真空系统、γ射线、放锅稀释嘴、锥部三角架、装填喷嘴、蒸汽分布器等部件。
抽风系统是在装锅时利用风机将蒸煮锅内空气向外抽,其目的是抽除木片进入蒸煮锅所携带的空气,使木片与木片之间的间隙减小,从而达到提高装锅量的目的。
破真空系统是在放锅中使用,因DDS蒸煮采用冷喷放,泵抽吸会造成蒸煮锅内成负压而使浆料无法完全抽出,在锅压等于零时,与大气相连通的阀门会自动开启,消除蒸煮锅内负压达到放锅完全的目的。
DDS置换蒸煮技术在我国的应用
DDS(置换蒸煮系统)是美国化学品与制浆有限公司在RDH技术的基础上研发出的一种新型制浆技术,其继承了RDH的优点,同时对RDH技术的不足之处进行了改进和优化。
DDS蒸煮采用了先进控制技术,更好地解决偏流,放锅过程堵塞和槽区液位预测等问题,更为关键的它扩展了初级蒸煮(温黑液+白液)的作用,提高了纸浆得率,能够得到低卡伯值,高
强度的纸浆。
一、DDS硫酸盐置换间歇蒸煮的特点:
DDS蒸煮技术是一种节能的硫酸盐制浆方法,它具有很多优点,其中通过蒸煮过程中药液的置换作用,可以节约蒸汽消耗量,最大优点是节能效果显著,汽耗达到600—800g/t 浆。
其特点包括:
1、DDS蒸煮对木片质量的适应能力强,可适用国内质量差、波动频繁、合格率低的原料。
2、缩短总蒸煮时间30%—50%,提高生产能力,传统硫酸盐间歇蒸煮全过程时间
300~360min/锅,而DDS为180~240min/锅.
3、预浸时黑液中的残余有效碱能中和原料中的酸性物质,并能溶解和去除抽提物,木素和纸聚物半纤维素中的易溶部分,使残余有效碱得到更加有效的利用;DDS转换蒸煮通过扩展初级蒸煮的作用,在125—130℃进行大量脱木素,提高蒸煮效率的同时又实现低温脱木素,有效地保护了纤维素和半纤维素,提高了浆的强度和得率2%—3%。
4、DDS蒸煮采用大液比,总置换液比约为8:1,蒸煮锅内的液比为5.5:1.保温段的用碱量只有传统间歇蒸煮的1/3,用较少的有效碱净加入量和较大的液比使碳水化合物降解更趋于缓和,改善了纸浆强度。
5、黑液在高温高压下贮存一段时间,在黑液的残碱作用下,使黑液中溶解的大分子木素继续降解,大量新核硫化物的存在防止了溶解木素间发生“缩合”反应,从而使得黑液粘度降低,降低多效蒸发器负荷。
传统蒸煮改造为DDS蒸煮后,蒸煮能力明显提高,约提高10%—15%。
6、由于在低温下已实现了大量脱木素,所以DDS能煮出更低卡伯值的浆料,可下降到
10—12左右,特别适合于TCF漂白的需求,而且对于ECF漂白,为了更好地配合得率与强度的要求,可以提高到18—20左右。
7、由于DDS整个蒸煮过程都是从下而上置换药液的,所以锅中的上中下的蒸煮时间是一样的,蒸煮更均匀,蒸煮后浆料卡伯值稳定,粗渣率低。
8、由于黑液的大量回用,降低总碱耗量1%—2%。
9、DDS除具有封闭废气回收系统,减少废气的排放外,还具有液比更高、不需要高硫化度就可以维持纸浆粘度的特点。
传统间歇蒸煮硫化度为25%,而DDS蒸煮只需要15%—20%左右,可以减少在蒸煮和黑液浓缩过程中所排放的含硫恶臭物对环境的污染。
10、喷放锅高液位不能喷放或设备故障,常规蒸煮浆料停留在蒸煮锅内会出现过煮,使纤维降解,而DDS蒸煮由于回收黑液后,温度达到80℃已停止了反应,此时的蒸煮锅也成
了喷放锅,不会出现因过煮而造成纤维严重降解,得率降低的问题。
同时也避免高温喷放过程对强度的影响。
11、DDSTM实现全自动控制,现场人员只是巡检,当现场不安全时,系统将中断来自DCS系统的信号,有利于产量、质量的稳定。
二、DDS蒸煮项目在我国的情况介绍:
1、广东鼎丰纸业有限公司
以竹子3 0%阔叶杂木70%为原料生产硫酸盐纸浆,有120m3立式蒸煮锅4台,进行RDH蒸煮、有3台40m3真空洗浆机、筛选、洗涤和漂白装置,二套全板式蒸发器,280t/d 和320t/d固形物碱回收炉各1台,黑液提取率99.5%,碱回收率96.6%,通过技术改造、浆产能达到25万t/a。
公司以DDSTM新型置换蒸煮工艺,取代了RDH技术,现蒸煮锅产能320t/d现月产能达8138t/月,2008年平均为9500t/月。
得率(t/锅)由RDH10.6t/锅、DDS11.1t/锅,漂白浆得率47.7%,+0.3%,汽耗由RDH0.93t/锅到DDS0.80t/t浆,降低1.9%,卡伯值由RDH15.7降低DDS14.6降低1.1,消泡剂用量Kg/t浆由RDH1.35Kg/t浆,DDS0.93Kg/t浆降低-0.42,残碱由原RDH0.5%,DDS0.41%,降低0.09、氯耗Kg/t浆,RDH为87.5Kg/t浆、DDS2004年4月—7月85Kg/t浆,2004年8月—11月为69.0Kg/t浆,降低18.5,2008年平均为58.0Kg/t 浆,白度%ISORDH2003年10月—2004年3月白度87.9%ISO,DDS2004年4月—11月88.2%ISO,+0.3.
2、泰格林纸集团湘江纸业有限公司
15万t/a硫酸盐木浆530—630t/d, DDS固形物碱回收炉系统生产线已投入生产,有DDS175m3×3立式蒸煮锅系统8.5万t/a,65m2鼓式真空洗浆
机(3+1)一列,六效8体全板式蒸发器3台96m3连续苛化器。
DDS置换蒸煮化学木浆生产线采用冷喷放、低能耗蒸煮工艺,逆流洗涤、高浓封闭筛选、氧脱木素、过氧化氢等清洁生产工艺。
波纹滤板平面阀真空洗浆机,高浓除节机、压力筛、中浓浆泵等,黑液提取率97%,碱回收率97%,年回收烧碱6万多吨。
蒸煮锅实际生产能力为300t/d。
与常规间歇蒸煮相比,浆料强度指标提高15%,节能达50%,卡伯值稳定地控制在50—55之间。
3、贺达纸业有限责任公司
以马尾松、桉木为原料生产漂白硫酸盐木浆有8台135m3立式蒸煮锅,盘式压力除节机和Delta型压力除节机组成封闭筛选系统,二台CCA型真空洗浆机,DPA—915型置换压力洗浆机洗涤,出口浓度30—35%,六效八体板式蒸发器,360t/dDS固形物碱回收炉和连续苛化系统。
黑液提取率98%碱回收率93%,该公司投资3300万元引进和改造为DDS蒸煮项目,蒸煮蒸汽消耗节约55—60%,每锅产能达560t/d,后续漂白工段的漂白化学药品用量下降18.4%,减轻了污水处理负荷18%,直接生产成本节约达150多元/t浆,年新增效益1200多万,可在2.7年回收项目投资。
(1)单锅蒸煮时间缩短30min,装锅量提高10%,总产量提高30%;
(2)节约蒸煮蒸汽55—60%;
(3)后续漂白的有效氯用量降低18.4%,漂白废水污染负荷大幅下降;
(4)消除蒸煮臭气污染
(5)卡伯值降低30%。
节约蒸汽,成本可降低102元/t;有效氯用量减少,成本可降低51元/t;提高得率0.3%,节约生产成本8.4元/t。