钢化玻璃验货需知
- 格式:doc
- 大小:64.00 KB
- 文档页数:3


佛山市##电器有限公司
钢化玻璃来料检验作业指导书
版本:1
共 6 页
编制:审核:批准:日期:2015-08-15
佛山市##电器有限公司
来料检验作业指导书一.日常检验项目(每批来料都要进行检验):
佛山市##电器有限公司来料检验作业指导书
佛山市##电器有限公司来料检验作业指导书
佛山市##电器有限公司
来料检验作业指导书二.型式试验项目:按《周期监控型式试验监控频次》执行
佛山市##电器有限公司来料检验作业指导书
佛山市##电器有限公司
来料检验作业指导书
物料名称钢化玻璃文件号: Wende2015081 第 6页
共6页
版本号 1
类别序号检验项
目
技术要求缺陷等级检验方法
检验器
具
抽样方案
性能
试验材料试验11 3M胶粘性型试验后无剥离、开裂现象CR
将玻璃贴于对应的面板产品产品上,
60℃±2℃的高温1小时再放入-20℃
±2℃的恒温箱中放置1小时,反复48
次后,在室温下放置30分钟后进行确
认。
高低温实
验箱
型式试验
(2;0,1)
编制/日期审核/日期批准
2015-08-15
标记处数更改文件号签字日期。

精心整理
钢化玻璃检验标准
1、 磨边:
精磨尺寸:4-6厘,允许公差±0.15mm ,8-12厘,允许公差±0.20mm ; 精磨光滑流畅,可根据客户的要求检测,不能有崩边现象。
2、 3、 对角中心扭拧度:允许公差±2mm,整件弯钢对角线与中心相交点,上下间的距离不得超过此标准;
弧位:纯弧,以外弧面观察,活动门允许公差±1.5mm,固定门允许公差±1mm ,用大于玻璃2mm 木模试套能套入且能滑动则判定合格;异形:允许公差±2mm ,能套入槽滑动,弧位线以外弧面为标准,肚位活动与固定门允许公差
精心整理
±1.5mm,以外弧观察为准,包括中心与两侧面。
活动门凸1mm,凹2mm,允收,固定门也一样。
弧位直角边:允许偏差≤40mm,R位小于500mm的玻璃允许≤50mm,R位大于500mm允许≤40mm.
弦长、弧长允许公差±1.5mm,弧长以外长为准,弦长以外弦长为准
10mm,
,。
划伤:距600mm,自然光下,明显可见,长度≥10mm,宽度≥0.2mm,用指甲刮手感明显,需返修抛光处理;轻微划伤:长度≤15mm,宽度≤0.15mm,无明显手感,允收。

钢化检验标1.尺寸:1).成型玻璃产品长和宽允许尺寸偏差为等于或小于正负1MM2).成型玻璃产品直线允许尺寸偏差为等于或小于正负1MM3).弯钢玻璃半径(R位)允许尺寸偏差为等于或小于正负5MM4).孔位允许尺寸偏差为等于或小于正负0.5MM5).对角线允许尺寸偏差为等于或小于正负1MM2.钢化质量标准:1).抗冲击性:按GB/T9963-1998标准.2).(6MM厚)碎片状态:每50MMX50MM范围内其碎片必须超过45粒.3).玻璃自破率允许为:1%0左右.3.表面质量要求:1).表面不允许有结石,裂痕,缺角,彩痕.2).允许划伤宽度≤0.1MM,长度≤15MM:这样的划痕每片玻璃允许一条以下.3).每片玻璃允许存在¢0.1MM汽泡一个。
4.丝印条纹粗细均匀,间隔相等,无间断,毛刺,弯曲等现象。
(1) 玻璃破碎时,每试样的最大10块碎片质量的总和不得超过相当于试样65m2面积的质量。
(2)散弹袋下落高度为1200mm时,试样不破坏。
4.7 透射比钢化玻璃的透射比由供需双方商定。
4.8 抗风压性能钢化玻璃的抗风压性能由供需双方商定。
5试验方法5.1 尺寸检验尺寸用最小刻度为1mm的钢直尺或钢卷尺测量。
5.2 厚度检验使用GB 1216所规定的千分尺或与此同等精度的器具测量玻璃每边的中点,测量结果的算术平均值即为厚度值。
并以毫米(mm)为单位修约到小数点后二位。
5.3外观检验以制品为试样,在较好的自然光或散射光照条件下,距离玻璃表面600mm,用肉眼进行检查。
5.4弯曲度测量以平面钢化玻璃制品为试样。
试样垂直立放,水平放置直尺贴紧试样表面进行测量。
弓形时以弧的高度与弦的长度之比的百分率表示。
波形时,用波谷到波峰的高与波峰到波峰()或波谷到波谷的距离之比的百分率表示)。
5.5 抗冲击性试验5.5.1 试样为与制品相同厚度的同种类的原板玻璃,且与制品在同一工艺条件下制造的尺寸约为610mm×610mm的钢化玻璃。

检验规程本规程依据GB11614-2009《平板玻璃》GB15763.2-2005《建筑用安全玻璃第2部分:钢化玻璃》、GB11944-2002《中空玻璃》、HBZ/T001-2007《中空玻璃生产规程》、GB15763.3-2009《建筑用安全玻璃第3部分:夹层玻璃》CNCA-04C-028:2009《安全玻璃类强制性认证实施规则》的相关要求编制。
原材料检验一、玻璃原片(一)进货检验玻璃原片进场后,库管员或质检员应核对采购产品是否符合采购计划的要求,包括:规格、厚度、数量等,检查外包装是否符合要求,有无破损现象,并填写《原材料进货验证记录》。
进货检验一般不开箱。
若可能,应检查玻璃的破损情况。
(二)开箱检验原材料开箱后,操作工应对外观尺寸、对角线等进行首片检验,发现不合格时,应及时通知质检员,除加施不合格标识外,还应及时与供货商联系,按合同规定处理。
1检验项目a.尺寸偏差b.厚度偏差和厚薄差c.外观质量d.对角线偏差2.检验方法a.外观质量以目测方法进行。
b.尺寸和对角线用钢卷尺、厚度用千分尺测量。
3.技术要求a.尺寸允许偏差按表1要求判定。
单位为毫米b.厚度允许偏差按表2要求判定。
表2厚度偏差和厚薄差单位为毫米c.外观质量按表3、表4要求判定。
表3平板玻璃合格品外观质量注:S是以平方米为单位的玻璃板面积数值,按GB/T8170修约,保留小数点后两位。
点状缺陷的允许个数限度及划伤的允许条数限度为各系数与s相乘所得的数值,按GB/T8170修约至整数。
a光畸变点视为0.5mm〜1.0mm的点状缺陷。
表4平板玻璃一等品外观质量表4(续)d.对角线偏差用钢卷尺测量玻璃板的两条对角线,其差的绝对值应不大于其平均长度的0.2%。
二、其它A类材料1.分子筛(1)外包装:a.用塑料薄膜包装后用铁(或木)筒密封,保证分子筛不受潮。
b.颗粒度均匀,无粉末。
(2)技术指标:a.颗粒直径:0.5〜0.8mm;b.抗压强度:点接触抗压碎力±20.0N/颗;c.活化性能(温升试验):将20g分子筛倒入容器,准备20ml水,测量水温后倒入盛装分子筛的容器,再测量水温,温升在30r以上为合格,否则为不合格;d..静态水吸附:放入静态水保持半小时,水吸附率大于20%(重量比)。
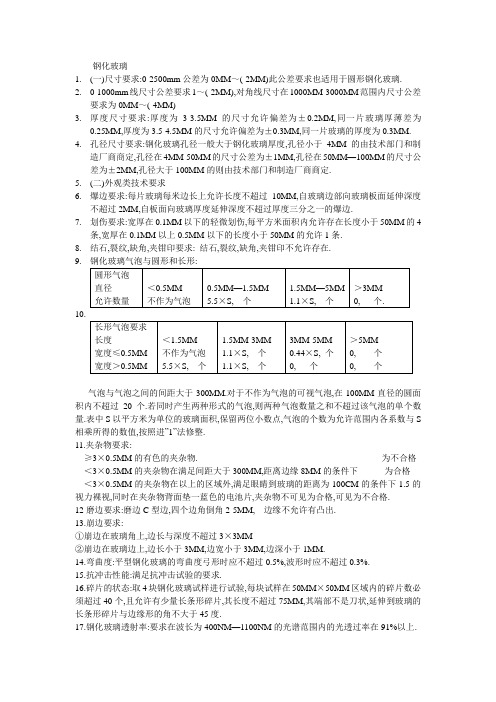
钢化玻璃1.(一)尺寸要求:0-2500mm公差为0MM~(-2MM)此公差要求也适用于圆形钢化玻璃.2.0-1000mm线尺寸公差要求1~(-2MM),对角线尺寸在1000MM-3000MM范围内尺寸公差要求为0MM~(-4MM)3.厚度尺寸要求:厚度为3-3.5MM的尺寸允许偏差为±0.2MM,同一片玻璃厚薄差为0.25MM,厚度为3.5-4.5MM的尺寸允许偏差为±0.3MM,同一片玻璃的厚度为0.3MM.4.孔径尺寸要求:钢化玻璃孔径一般大于钢化玻璃厚度,孔径小于4MM的由技术部门和制造厂商商定,孔径在4MM-50MM的尺寸公差为±1MM,孔径在50MM—100MM的尺寸公差为±2MM,孔径大于100MM的则由技术部门和制造厂商商定.5.(二)外观类技术要求6.爆边要求:每片玻璃每米边长上允许长度不超过10MM,自玻璃边部向玻璃板面延伸深度不超过2MM,自板面向玻璃厚度延伸深度不超过厚度三分之一的爆边.7.划伤要求:宽厚在0.1MM以下的轻微划伤,每平方米面积内允许存在长度小于50MM的4条,宽厚在0.1MM以上0.5MM以下的长度小于50MM的允许1条.8.结石,裂纹,缺角,夹钳印要求: 结石,裂纹,缺角,夹钳印不允许存在.9.10.气泡与气泡之间的间距大于300MM.对于不作为气泡的可视气泡,在100MM直径的圆面积内不超过20个.若同时产生两种形式的气泡,则两种气泡数量之和不超过该气泡的单个数量.表中S以平方米为单位的玻璃面积,保留两位小数点,气泡的个数为允许范围内各系数与S 相乘所得的数值,按照进”1”法修整.11.夹杂物要求:≥3×0.5MM的有色的夹杂物. 为不合格<3×0.5MM的夹杂物在满足间距大于300MM,距离边缘8MM的条件下为合格<3×0.5MM的夹杂物在以上的区域外,满足眼睛到玻璃的距离为100CM的条件下1.5的视力裸视,同时在夹杂物背面垫一蓝色的电池片,夹杂物不可见为合格,可见为不合格.12磨边要求:磨边C型边,四个边角倒角2-5MM, 边缘不允许有凸出.13.崩边要求:①崩边在玻璃角上,边长与深度不超过3×3MM②崩边在玻璃边上,边长小于3MM,边宽小于3MM,边深小于1MM.14.弯曲度:平型钢化玻璃的弯曲度弓形时应不超过0.5%,波形时应不超过0.3%.15.抗冲击性能:满足抗冲击试验的要求.16.碎片的状态:取4块钢化玻璃试样进行试验,每块试样在50MM×50MM区域内的碎片数必须超过40个,且允许有少量长条形碎片,其长度不超过75MM,其端部不是刀状,延伸到玻璃的长条形碎片与边缘形的角不大于45度.17.钢化玻璃透射率:要求在波长为400NM—1100NM的光谱范围内的光透过率在91%以上.18.抗风压性能:要求钢化玻璃搞风压性能大于2400PA.19.尺寸用最小刻度为1MM的钢直尺或钢卷测量.20.厚度检验:使用GB1216所规定的千分尺或与此同等精度的器具测量玻璃每边的中点,测量结果的算术平均值即为厚度值.并以毫米(MM)单位修约到小数点后二位.21.外观检验:以制品为试样,在较好的自然光或散射光照条件下,距离玻璃表面1M,1.5视力的肉眼进行检查.22.弯曲度检验:以平面钢化玻璃制品为试样.试样垂直立放,水平放置直尺贴紧试样表面进行测量. 弓形时以弧的高度与弦的长度之比的百分率表示.波形时,用波谷到波峰的高与波峰到波峰(或波谷到波谷的距离之比的百分率表示).23. 抗冲击性能检验:A:试样为与制品相同厚度的同种类的原板玻璃,且与制品在同一工艺条件下制造的尺寸约为610*610(MM)的钢化玻璃.B用铁框支撑试样,使冲击面水平.试验曲面钢化玻璃时,需要使用相应的辅助框架支承.C,用直径为38-39(MM)表面光滑的钢球放在距离试样表面1000MM的高度,使其自由落下.冲击点应在距试样中心25MM的范围内.对每块试样的冲击仅限一次,以观察其是否破坏.试验在常温下进行.24.钢化玻璃透射率检验:由供方提供检验报告,技术部门确认;或者由供方提供60*60(MM)的方形样品,按照光照谱响应仪操作规程6.2所要求的条款进行测量后出检测报告.25.抗风压性能检验:按JCF/T 677方法进行试验.26.碎片状态试验:A,试样从产品中随机抽取.B,试验设备为曝光和晒图装置.C,试验步骤:一,将钢化玻璃试样放在相同开关和尺寸的另一块试样上,在两块试样之间放上感光纸,并用透明胶带纸沿周边粘牢.二,在试样的最长边中心线上距离周边20MM左右的位置,用尖端曲率半径为0.2MM±0.05MM的小锤或冲头进行冲击,使试样破碎.三,感光纸应在冲击后10S内开始曝光并且在冲击后3MIN内结束.四,晒图后,除去距离冲击点80MM范围内的部分,从图中造反碎片最大的部分,在这部分中用50*50MM的矩形平面钢化玻璃.27.检验规则:A,检验项目一,型试检验:技术要求中全部检验项目. 二,入厂检验:外观质量.尺寸偏差,弯曲度.B,抽样方法.一,产品的尺寸和偏差,外观质量.弯曲度按下表规定进行随机抽样.二,对于产品所要求的其他技术性能,若用试样进行检验时,应采用同一工艺条件下制备的试样.当该批产品批量大于500块时,以每500块为一批分批抽取试样,当检验项目为非破坏性试验时可用它继续进行其他项目的检测.28,判定规则:若不合格数等于或大于上表的不合格判定数,则认为该批产品外观质量,尺寸偏差,弯曲度不合格.其他性能也应符合相应条款的规定,否则,认为该项不合格.若上述各项中,有一项不合格,则认为该批产品不合格.。
产品检验规程(摘自钢化玻璃标准(GB 15763.2—2005)、中空玻璃标准(GB/T 11944-2002、夹层玻璃标准(GB 15763.3—2009)一、钢化玻璃质量例行检验、确认试验认证单元的确认:以玻璃厚度来分单元(m m)1、厚4、5、6m m为一个单元;2、厚8、10、12m m为一个单元;3、厚15、19m m为一个单元。
A、检验项目及方法1.外观质量及尺寸检验同半成品检验。
2.特殊要求以加工要求以加工单为准。
3. 碎片状态检验(每班或换品种时)。
4.钢球抗冲击性(每季度)。
5.霰弹袋冲击性能(每半年)。
B、抽样按表1规定执行表1 抽样表(一)例行检验对认证单元的每批产品做外观质量、尺寸偏差等检验,检验标准同半成品。
生产线上钢化工艺对不同厚度的产品首检时须做碎片状态检验。
1.外观质量:100%检验。
外观质量应满足表2的要求。
表2 钢化玻璃的外观质量㎜2.尺寸偏差 100%检验。
3.认证标志加施是否正确和清晰 100%检验。
(二)确认检验1.碎片状态检验检验频次:每班或换品种生产时检验频次:每班或换品种生产时,同厚度玻璃可选有代表性规格的做一片碎片检验(用尖斩子、锤击)。
①样片:按申请单元的规格中最小厚度及最大面积,至少取一片;②或在现场随机抽样;A、在玻璃样片的一边的中心部位并沿边往里20mm处,再用铁锤猛击尖凿子,钢化玻璃呈现碎粒状,用50×50mm取样框画出一个框,数框内的碎玻璃粒,在四周画线上的二粒算一粒,其框内的一粒算一粒。
数量如表3.B、最小角度钢化玻璃样片(30度的直角三角形):一般做长500×250的直角三角形四片,在斜边中心往里再用铁锤猛击尖凿子,钢化玻璃呈现碎粒状,同样用50×50mm取样框画出一个框,碎粒的计算方法同上一样。
数量如表3.判定:取4块钢化玻璃试样进行试验,每块试样在50㎜×50㎜区域内的碎片数必须满足表3的要求。
钢化玻璃检验注意事项
钢化玻璃是一种常见的建筑材料,它的特点是具有较高的强度和耐久度。
然而,在使用钢化玻璃前,需要进行检验,以确保其质量符合标准。
以下为钢化玻璃检验注意事项:
1.外观检验:检查钢化玻璃表面是否平整、无裂纹、无气泡、无划痕,颜色均匀。
2.尺寸检验:检查钢化玻璃的长度、宽度、厚度是否符合规定。
3.弯曲度检验:用测量仪器检测钢化玻璃的弯曲度是否符合规定。
4.碎裂模式检验:将钢化玻璃割裂,检查其碎裂模式是否满足标准要求。
5.冷热冲击检验:将钢化玻璃放入高温水中,再迅速放入低温水中,检查其是否能够承受冷热冲击。
6.耐磨损性检验:用磨损仪器检测钢化玻璃的耐磨损性能。
7.耐冲击性检验:用冲击仪器检测钢化玻璃的耐冲击能力。
以上就是钢化玻璃检验注意事项,如需了解更多关于钢化玻璃的相关知识,请关注我们的后续文章。
- 1 -。
钢化玻璃检验注意事项
1.检查玻璃的尺寸是否符合要求,是否有变形或扭曲的情况。
2.检查玻璃的表面是否光滑,是否有划痕或破损的情况。
3.检查玻璃的边缘是否光滑,是否存在毛刺或锐利的边缘。
4.检查玻璃的平整度和平面度是否合格。
5.检查玻璃的透光度是否符合要求,是否有气泡、石子等杂质。
6.使用钢球或其他硬物进行冲击试验,检查玻璃的耐冲击性能是否符合标准要求。
7.检查玻璃的弯曲度、强度、热稳定性等制成工艺是否符合要求。
8.对于特殊用途的钢化玻璃,如夹层玻璃、隔音玻璃等,需按照对应的要求进行检验。
9.在检验过程中,需要注意安全防护,严禁触摸尖锐边角和超负荷操作。
钢化玻璃验货需知
一.前期准备
●合同文件副本
●关于产品的各种要求:颜色,克重,长度,厚度,包装,标签,误差范围,
数量,托数。
●装箱明细,排箱表。
●件重尺。
●联系工厂,提前确定装箱时间。
●借鉴以前的验货经验和注意事项。
●带相机、充电器、名片、卷尺、小刀、纸笔。
●提前查好交通路线以及天气情况,记录工厂联系方式。
●注意如果是20’小箱的话,需要将集装箱放在大车的最后边以方便装箱二.验货须知
●长、宽、对角线测量
钢化玻璃的长度宽度误差±2mm,对角线误差在±3mm。
●厚度测量
允许厚度误差-0.2~-0.3mm,只有下差,不会有上差。
●重量测量
重量方面误差同样应该在±3%以内。
●抛光打磨边角
钢化玻璃的边缘要有1mm*45°斜度抛光打磨,尤其四边角没有任何划痕,没有45°斜度抛光打磨的都属于不合格产品。
●直角改圆角检查
4个直角需要做圆角处理的,检查处理质量。
●划痕检查
划痕按照国际标准每平方米不能超过5处,且划痕长度不超过5mm。
●标签检查
有的客户需要打标签,看标签内容、位置、大小与客人提供是否相同。
●包装
每个木箱只能装同种型号的钢化玻璃,重量不能超过2500磅(1.134吨)。
每片玻璃用纸或珍珠棉隔开,以防止破损,木箱必须用锌打包带打牢,并且装箱时要用铁丝加固木箱。
●木箱熏蒸+熏蒸证书
每个木制包装在明显的部位必须至少有一个熏蒸章,装箱时在最外层的木箱的明显位置必须有熏蒸章,并办理具有该柜号码的熏蒸证书。
所有木箱在长度方向上的两端必须都各有一个熏蒸章(即每个木箱至少两个熏蒸章)。
装箱明细
装箱时,要记住一供码了几列,每列是几层,每列都是什么规格的产品,都要拍照。
并画出每个集装箱的装箱明细。
在装箱过程中记录装箱方式,并记录每个位置木箱的编号。
木箱码放的时候全部立着放,周围有空隙的地方都要用熏蒸过的木板加固,并再用铁丝加固,以免海运时左右晃动。
全部装完时,也要用铁丝交叉绑住,以免开箱时产品掉落。
以上为验货过程,如果一切没有问题再行开始装箱。
注意天气情况是否适合进行装箱,不适合的话应立即停止装箱。
装箱完毕后封箱时要检查集装箱锁扣是否完整,螺丝是否有缺损,(有一次装箱时锁箱的把手掉落,原因为固定它的螺母松动掉落。
)
如果发现有不良品,记住必须把有代表性的不良品带走(十分重要) 。
发现有不良品时,一定要与对方说明,然后让对方负责人签名并写上日期。
如发现货物情况很差(大多数不合格)应立即与公司主管联系询问如何处理,切忌自己擅做决定。
三.信息记录
四.验货+装箱照片
五.出差报告
回到公司整理验货照片和装箱照片存档,装箱照片名称要标明英文,并发email到国外,email包含装箱明细信息和装箱照片。
回到公司必须马上完成出差报告,将验货过程详细记录下来,以便后期参考。
六.注意事项
验货过程中不管发生任何事情要随时与公司主管保持联系,绝对不可以自作主张,要得到公司主管的批准再行决定。