废白土中油脂回收与废白土的再生利用
- 格式:pdf
- 大小:753.55 KB
- 文档页数:3
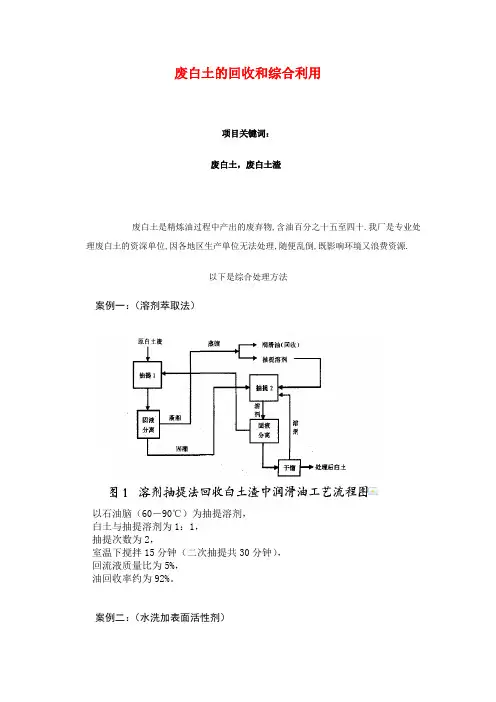
废白土的回收和综合利用项目关键词:废白土,废白土渣废白土是精炼油过程中产出的废弃物,含油百分之十五至四十.我厂是专业处理废白土的资深单位,因各地区生产单位无法处理,随便乱倒,既影响环境又浪费资源.以下是综合处理方法案例一:(溶剂萃取法)以石油脑(60-90℃)为抽提溶剂,白土与抽提溶剂为1:1,抽提次数为2,室温下搅拌15分钟(二次抽提共30分钟),回流液质量比为5%,油回收率约为92%。
案例二:(水洗加表面活性剂)白土中加入表面活性剂(1.5%质量份),回收:187327,68617 这是[手][机][号]混合表面活性剂(十二烷基苯磺酸钠:脂肪醇聚氧乙烯醚质量比4:1),95℃,搅拌30分钟,油回收率最高可达88.82%。
案例三:煮沸提油法将废白土装在有直接蒸汽管的敞口锅中,加入l5 ~30 %的热水,开启直接蒸汽煮沸,加1.5 %的碳酸钠沸煮3O~40分钟,在沸煮过程中加入10% 的食盐水持续一段时间-然后静置沉淀,撤取上层油脂,这种方法简便易行.成本低,可降低废白土中残油,但回收的油质量较差,只能做工业用油。
案例四:浸出提油法回收:187327,68617 这是[手][机][号]将废白土放置在一种连续浸出的单独提油设备一一三相分离塔中,用正已烷进行浸出。
然后用热水分离溶剂。
该法工艺先进,而且全都过程自动化,所分离回收的油脂质量好.此法可使废白土中残油降至1% 以下.有条件的油厂可以推广使用。
案例五:溶剂萃取萃取剂:6号提取溶剂(低烷烃混合物),萃取温度:55℃,萃取物料比:1:1.1,萃取时间:30分钟,萃取次数:5次,残油低于1.8%。
案例六:水溶法PH值控制在7.5,搅拌温度90℃,搅拌时间30分钟。
例七:Contiblex法。
将脱色废白土与溶剂(正已烷)在混合罐中混合.然后将其搅拌均匀。
缓慢地导入分离塔中。
分离塔中充有一半温水和一半藩剂(如图所示)。
将悬浮液导八溶剂层的中部后.白土下沉同时萃取过程发生。
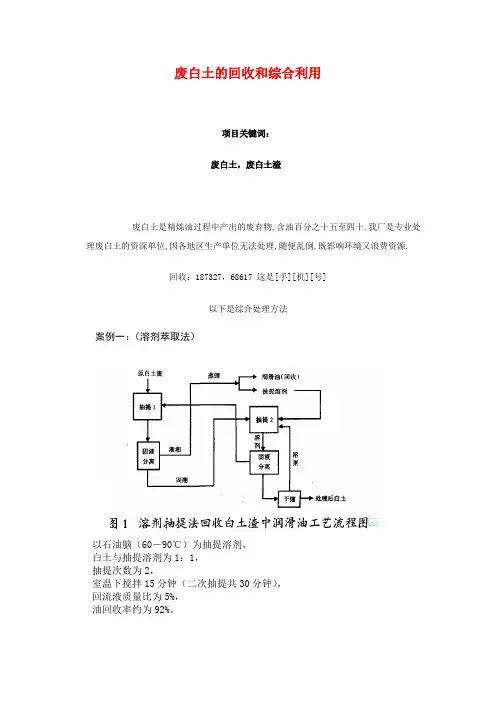
废白土的回收和综合利用项目关键词:废白土,废白土渣废白土是精炼油过程中产出的废弃物,含油百分之十五至四十.我厂是专业处理废白土的资深单位,因各地区生产单位无法处理,随便乱倒,既影响环境又浪费资源.回收:187327,68617 这是[手][机][号]以下是综合处理方法案例一:(溶剂萃取法)以石油脑(60-90℃)为抽提溶剂,白土与抽提溶剂为1:1,抽提次数为2,室温下搅拌15分钟(二次抽提共30分钟),回流液质量比为5%,油回收率约为92%。
案例二:(水洗加表面活性剂)白土中加入表面活性剂(1.5%质量份),回收:187327,68617 这是[手][机][号]混合表面活性剂(十二烷基苯磺酸钠:脂肪醇聚氧乙烯醚质量比4:1),95℃,搅拌30分钟,油回收率最高可达88.82%。
案例三:煮沸提油法将废白土装在有直接蒸汽管的敞口锅中,加入l5 ~30 %的热水,开启直接蒸汽煮沸,加1.5 %的碳酸钠沸煮3O~40分钟,在沸煮过程中加入10% 的食盐水持续一段时间-然后静置沉淀,撤取上层油脂,这种方法简便易行.成本低,可降低废白土中残油,但回收的油质量较差,只能做工业用油。
案例四:浸出提油法回收:187327,68617 这是[手][机][号]将废白土放置在一种连续浸出的单独提油设备一一三相分离塔中,用正已烷进行浸出。
然后用热水分离溶剂。
该法工艺先进,而且全都过程自动化,所分离回收的油脂质量好.此法可使废白土中残油降至1% 以下.有条件的油厂可以推广使用。
案例五:溶剂萃取萃取剂:6号提取溶剂(低烷烃混合物),萃取温度:55℃,萃取物料比:1:1.1,萃取时间:30分钟,萃取次数:5次,残油低于1.8%。
案例六:水溶法PH值控制在7.5,搅拌温度90℃,搅拌时间30分钟。
案例七:Contiblex法。
将脱色废白土与溶剂(正已烷)在混合罐中混合.然后将其搅拌均匀。
缓慢地导入分离塔中。
分离塔中充有一半温水和一半藩剂(如图所示)。
植物油精炼废白土再生技术的实验研究高丽;王延臻;马向荣;宋春敏;段红玲;宗丽娜【摘要】In the process of vegetable oil refining,large amounts of oily waste clay has been produced. If waste clay can not be effectively treated,the environment will be polluted and resources will be wasted. The regeneration of waste clay using solvent extraction was studied. Petroleum ether (90~120 ℃) and ethanol (95%) were used as the nonpolar and polar solvents,respectively. The waste clay was first extracted using petroleum ether(90~120℃) to obtain ideal compo nent and then extracted with a mixed solvent of petroleum ether(90~120 ℃) and etha-nol (95%) to obtain nonideal component. The optimum regeneration conditions of waste clay are as follows:100 g waste caly is extracted by 100 mL solvent at 50 ℃,each extraction 3~4 times and each time 30~40 min. After treating,the total oil yield can be more than 28%,the specific surface area of the regenerated clay can be reached 150 m2·g-1,and other quality indexes such as decolorization rate,activity degree,free acid content,granularity, and moisture content can meet basic requirements,and adsorption properties of the regenerated clay recovers.%植物油精制过程产生大量含油废白土,如果不能有效处理会对环境造成污染,同时也造成资源浪费.采用溶剂抽提法对植物油精炼废白土进行再生研究,选用石油醚(90~120 ℃)为非极性抽提溶剂,95%乙醇为极性抽提溶剂,首先用石油醚(90~120 ℃)对废白土进行抽提,得到废白土中的理想组分,然后用石油醚(90~120 ℃)和95%乙醇的混合溶剂对废白土进行抽提,得到废白土中的非理想组分.确定了废白土再生的最佳工艺条件:溶剂用量为100 mL溶剂/100g废白土,石油醚和乙醇的体积比为4:1,抽提温度50℃,抽提时间30~40 min,抽提次数以3~4次为宜.在上述条件下,废白土中总油分得率达到28%以上,再生白土比表面积达到150 m2·g-1,再生白土的脱色率、活性度、游离酸、粒度、水分等质量指标基本符合要求,吸附性能得到恢复.【期刊名称】《科学技术与工程》【年(卷),期】2018(018)007【总页数】5页(P218-222)【关键词】废白土;溶剂抽提;油分回收;再生【作者】高丽;王延臻;马向荣;宋春敏;段红玲;宗丽娜【作者单位】中国石油大学胜利学院,东营257097;中国石油大学(华东)重质油国家实验室,青岛266580;中海油炼化青岛工程有限公司,青岛266101;中国石油大学(华东)重质油国家实验室,青岛266580;中国石油大学(华东)重质油国家实验室,青岛266580;中国石油大学胜利学院,东营257097【正文语种】中文【中图分类】TS229植物油精炼过程中通常使用油重2%~5%的活性白土进行吸附脱色[1],脱色后会产生大量含油废白土,废白土的主要成分有中性油脂、不水化磷脂、天然色素、脂肪酸和维生素、SiO2、Al2O3、Fe2O3、MgO、Na2O、CaO、K2O等[2]。
油脂脱色废白土综合利用项目可行性研究报告目录一、总论二、市场分析与拟建规模三、物料耗量与供应来源四、厂址选择、生产技术与相关工程五、环境保护与消防安全六、工作制度、职工定员与人员培训七、投资估算八、财务预测九、财务评价附表:7-1 投资估算表8-1 原材料消耗定额与单位成本表8-2 总成本与费用估算表8-3 销售收入测算表8-4 损益表9-1 现金流量表附件:本项目与废白土榨油作坊比较(图片资料)第一章总论1.1项目提出的背景近年来,国家把生态环保作为保持经济平稳较快发展的重要举措,把节能减排作为调整经济结构的有效途径,努力实现清洁发展、节约发展、安全发展和可持续发展。
强调要加快推广循环经济,着力推动绿色发展,努力实现提高资源利用效率和保护生态环境的双赢。
通过发展循环经济,把资源吃干榨尽,使废弃物变废为宝,实现资源综合利用、再生利用和循环使用。
我国是一个人口大国,也是食用油生产和消费大国。
2009年我国食用油产量达到3200万吨,油脂精炼产生的废白土约100万吨。
目前,国废白土处理的现状是,废白土综合处理技术缺位,废白土由个人或小作坊处理,在简单的压榨提油后丢弃,既浪费资源,又污染环境,是一种必须淘汰的落后产能。
正是在这种背景下,食品发酵工业研究XX的循环经济项目组,在全国率先研究完成了油脂脱色废白土综合利用项目(已申请国家专利)。
本项目将高新技术引入固废资源的处理,采用独创的废白土油脂分离与再生工艺,油脂回收率高,分离后的废白土残油低,杂质少,易于再生。
再生活性白土脱色率可达95%-99%,产品符合国家标准(HG/T 2569-94)。
该项目是目前国最先进的废白土综合利用产业化项目,一种废料两种产品,把资源吃干了、榨净了。
项目在通过中试和工业化试验后,目前在已建成一个日处理30吨,年处理1万吨废白土的工厂,已于2009年10月正式投产运行。
与目前简单粗放的作坊式废白土榨提油比较,本项目具有以下几个方面的显著特点和优势:1、生产设备先进,机械化、自动化程度高;土法提油设备简单落后,作坊式生产。