HPC-63型硫化机床操作点检卡
- 格式:xls
- 大小:16.50 KB
- 文档页数:3
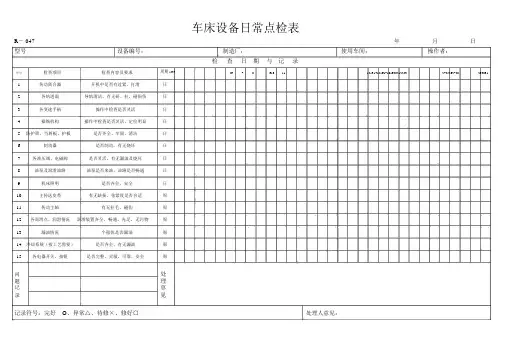
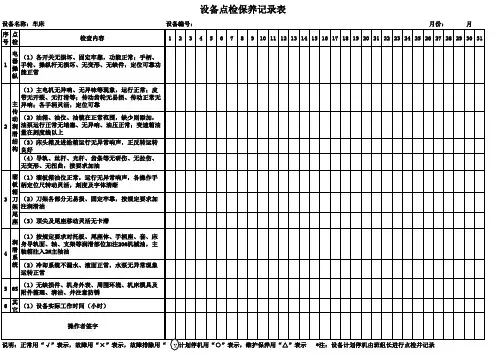
车床设备日常点检表
R- 047 年月日
型号设备编号:制造厂:使用车间:操作者:
检查日期与记录
检查项目检查内容及要求周期1234 56 7 8 910 11 121314151617181920212223 2425262728 293031 序号
1 传动离合器开机中是否有过紧、打滑日
2 各轨道面导轨清洁、有无研、拉、碰损伤日
3 各变速手柄操作中检查是否灵活日
4 操纵机构操作中检查是否灵活、定位明显日
5 防护罩、当屑板、护板是否齐全、牢固、清洁日
6 制动器是否制动、有无烧坏日
7 各液压阀、电磁阀是否灵活、有无漏油及烧坏日
8 油泵及润滑油路油泵是否来油、油路是否畅通日
9 机床照明是否齐全、安全日
10 主传送皮带有无缺损、张紧度是否合适周
11 传动主轴有无拉毛、碰伤周
12 各润滑点、润滑情况润滑装置齐全、畅通、充足、无污物周
13 漏油情况个箱体是否漏油周
14 冷却系统(按工艺需要)是否齐全、有无漏油周
15 各电器开关、按钮是否完整、灵敏、可靠、安全周
问处
题理
记意
录见
记录符号:完好O、异常△、待修×、修好¤处理人意见:。
A B
C D E F
G H
I
编制(日期)establishment(date)李路菁 2006.07.01
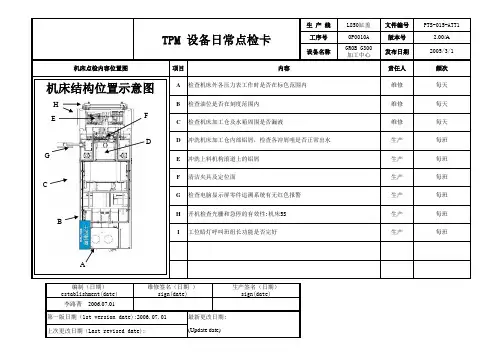
2005/3/1文件编号PTS-015-ATT1
工序号OP0010A 版本号 2.00/A 生 产 线L850缸盖频次TPM 设备日常点检卡
设备名称
GROB G300加工中心
机床点检内容位置图
项目内容
责任人发布日期检查机床外各压力表工作时是否在标色范围内维修每天检查油位是否在刻度范围内维修每天检查机床加工仓及水箱周围是否漏液
维修每天冲洗机床加工仓内部铝屑,检查各冲屑咀是否正常出水生产每班冲洗上料机构滚道上的铝屑生产每班清洁夹具及定位面
生产每班检查电脑显示屏零件追溯系统有无红色报警生产每班开机检查光栅和急停的有效性;机床5S 生产每班工位暗灯呼叫班组长功能是否完好
生产
每班
第一版日期(1st version date):2006.07.01最新更改日期:上次更改日期(Last revised date):
(Update date)
维修签名(日期 )
sign(date)
生产签名(日期)sign(date)
机床结构位置示意图
A
B
C
D
E
F
G
H。
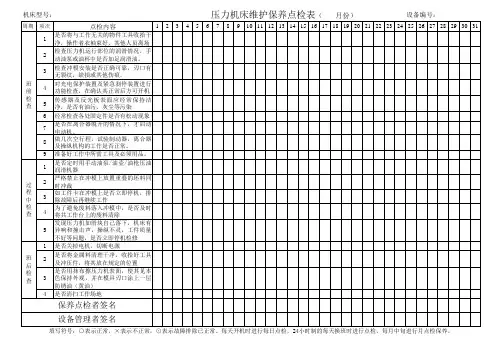
项次日检查项目保养周123456789101112131415161718192021222324252627282930311
机床外罩的清洁并检查是否完好日2
检查润滑油箱及油脂,必要时添加或更换日3
目视检查空气系统压力日4
检查上下刀塔刀具、刀柄是否装好,清洁附着在刀塔、刀具及护罩上的切屑。
日5
检查第一、二卡盘有无切屑附着,卡爪是否安装牢靠,补充卡盘润滑脂。
日6
交接班时检查机床的报警记录日7
检查切削液是否畅通充足,浓度折光仪3-5%日8
导轨护罩涂抹少量防锈油或轻油检查主轴和走刀声音是否正常日9
目视检查液压系统的油压,油位视需要补充日10
清洗电控柜制冷器空气滤网周11
早晨开机时运行暖机程序周12检查各旋紧部位有无松动月
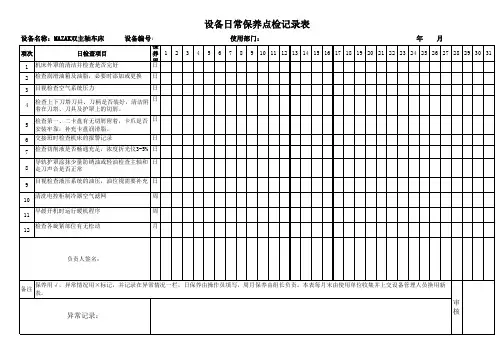
备注设备日常保养点检记录表
使用部门:年 月保养用√,异常情况用×标记,并记录在异常情况一栏,日保养由操作员填写,周月保养由组长负责。
本表每月末由使用单位收集并上交设备管理人员换用新
表。
审核异常记录:设备名称:MAZAK双主轴车床 设备编号:负责人签名:。

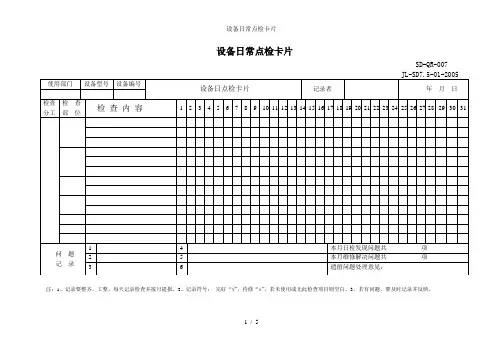
设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
1 / 5
设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
2 / 5
设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
3 / 5
设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
4 / 5
设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
5 / 5。

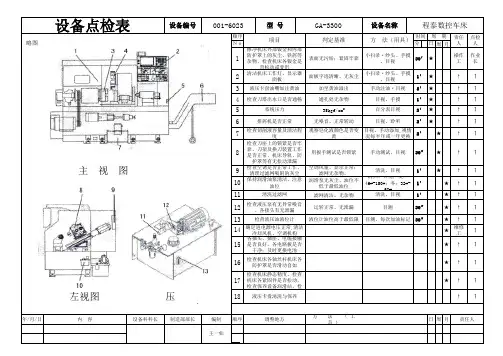
顺序No(分)周月1表面无污垢;紧固牢靠作业长2面板字迹清晰、无灰尘↑3加至黄油溢出↑4通孔处无杂物↑535kgf/cm 2↑6无噪音、正常转动↑7观察皂化液颜色是否变黄★↑8用扳手测试是否锁紧★↑9空调风量、显示正常;滤网无杂物、★↑10润滑泵无灰尘、油位不低于最低油位★↑11滤网清洁、无杂物★↑12运转正常、无泄漏★↑13液位计油位高于最低限★↑14★↑15★↑16★↑17★↑ 左视图油压系统图18↑内 容设备科科长顺序方 法 ( 工 具 ) 周月 30″小扫帚・纱头、手摸、目视检查液压泵有无异常噪音、各接头有无泄漏目测检查液压油液位计目测,每次加油标记手动测试、目视检查切削液容量及清洁程度目视、手动添加,视情况每半年或一年更换略图检查刀座上的锁紧是否牢靠、刀架及换刀装置工作是否正常、机床导轨、防护罩等有无松动泄漏30″目视、手摸百分表目视2′2′确定进电源电压正常,清洁冷却风机、空调机构清洗过滤网液压卡盘清洗与保养检查机床静态精度、检查机床各紧固件是否松动,检查保养设备润滑站、检各插头、插座、电缆接触是否良好,各电路板是否干净;及时更换电池排屑机是否正常系统压力液压卡盘油嘴加注黄油清洗、目视清扫、目视;夏:46#-150#;冬:32#-68#30″清洗、目视1′保持润滑油泵清洁、注意油位30′2′1′检查空调是否正常工作、清理过滤网吸附的灰尘1′5′1′★★型 号时间责任人日周 期点检人★★操作工↑↑维修工↑↑↑↑↑↑↑↑↑责任人日↑↑↑★手动注油・目视★小扫帚・纱头、手摸、目视目视、聆听1′擦净机床外部钣金和内部防护罩上的灰尘、铁屑等杂物、检查机床各钣金是否松动或变形检查刀塔出水口是否通畅清洁机床工作灯、显示器、面板王一仙制造部部长设备点检表设备编号年/月/日设备名称程泰数控车床GA-3300项目判定基准 方 法(用具)调整地方001-6023主 视 图检查机床各轴丝杆机床各防护罩是否滑动自如↑↑编制231。
机床编号 :
折弯机( 63液压)使用部门 : 生产部
机器保养表 (每天)月年批准人 :李批准日期 : 20
日期
12345678910111213141516171819202122232425262728293031 1检查刀口、V形铁的位置使其能正常动作。
2检查机床防护装置、脚踏开关能可靠动作。
3清洁机床各表面。
充分润滑机床导轨、连杆
面。
各金属加工面不得有锈蚀现象。
4检查、固紧导轨、 V 形铁的固定螺栓。
5检查行程开关能有效动作。
6检查机床起动后有无异响。
注意:检查完以上所有项目后,用√或×(√表示完好,×表示需维修)正确填表。
如需改善或通知行政部,请填写设备故障申报及维修记录表。
操作者:我移交给:。
固定式螺杆空压机日常点检表注:保养(bǎoyǎng)后,用“√”表示(biǎoshì)进行了点检,“○”表示休息(xiū xi)或放假,“×”表示(biǎoshì)有异常情况,应在“异常情况记录”栏予以记录。
储气罐日常点检表注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
起重机械日常点检表注:保养(bǎoyǎng)后,用“√”表示(biǎoshì)进行了点检,“○”表示休息(xiū xi)或放假,“×”表示(biǎoshì)有异常情况,应在“异常情况记录”栏予以记录。
造型机日常点检表录”栏予以记录。
转子混砂机日常点检表录”栏予以记录。
袋式除尘器日常点检表录”栏予以记录。
内燃式叉车日常点检表录”栏予以记录。
中频感应无芯熔炼炉日常点检表录”栏予以记录。
抛丸清理机日常点检表录”栏予以记录。
三坐标测量机日常点检表录”栏予以记录。
数控车床日常点检表录”栏予以记录。
数控镗铣床日常点检表录”栏予以记录。
加工中心日常点检表录”栏予以记录。
普通车床日常点检表录”栏予以记录。
立式钻床日常点检表录”栏予以记录。
摇臂钻床日常点检表录”栏予以记录。
普通铣床日常点检表录”栏予以记录。
插床日常点检表录”栏予以记录。
内容摘要(1)固定式螺杆空压机日常点检表年月注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。