硅片的表面处理和钝化方法
- 格式:pdf
- 大小:111.33 KB
- 文档页数:3
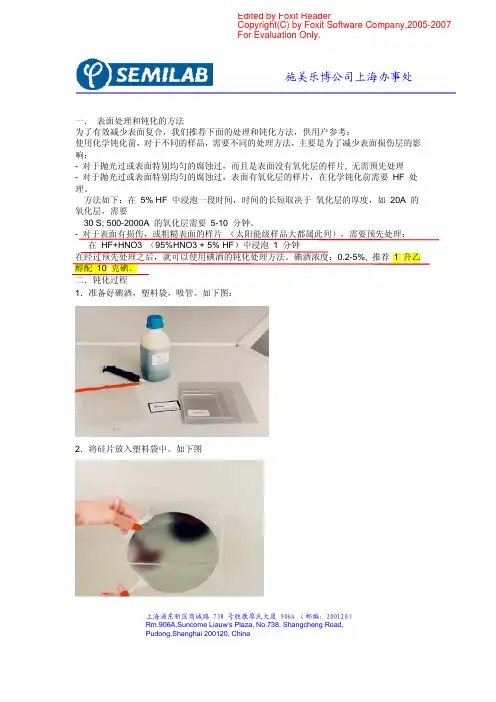
施美乐博公司上海办事处一. 表面处理和钝化的方法为了有效减少表面复合,我们推荐下面的处理和钝化方法,供用户参考:使用化学钝化前,对于不同的样品,需要不同的处理方法,主要是为了减少表面损伤层的影响:- 对于抛光过或表面特别均匀的腐蚀过,而且是表面没有氧化层的样片, 无需预先处理 - 对于抛光过或表面特别均匀的腐蚀过,表面有氧化层的样片,在化学钝化前需要 HF 处理。
方法如下:在 5% HF 中浸泡一段时间,时间的长短取决于 氧化层的厚度,如 20A 的氧化层,需要30 S; 500-2000A 的氧化层需要 5-10 分钟。
- 对于表面有损伤,或粗糙表面的样片 (太阳能级样品大都属此列),需要预先处理:在经过预先处理之后,就可以使用碘酒的钝化处理方法。
碘酒浓度:0.2-5%, 推荐 1 升乙醇配 10 克碘。
1.准备好碘酒,塑料袋,吸管。
如下图:2.将硅片放入塑料袋中。
如下图上海浦东新区商城路 738 号胜康廖氏大厦 906A (邮编:200120)Rm.906A,Suncome Liauw's Plaza, No.738, Shangcheng Road, Pudong,Shanghai 200120, ChinaEdited by Foxit Reader Copyright(C) by Foxit Software Company,2005-2007For Evaluation Only.Tel: +86-21-58362889Fax: +86-21-58362887施美乐博公司上海办事处3.将配好的碘酒用吸笔均匀涂到硅片的正反面。
如下图:4.驱赶出袋中气泡并封好袋口。
如下图:之后放入测试台测量即可。
上海浦东新区商城路 738 号胜康廖氏大厦 906A (邮编:200120)Rm.906A,Suncome Liauw's Plaza, No.738, Shangcheng Road,Pudong,Shanghai 200120, ChinaTel: +86-21-58362889Fax: +86-21-58362887。
硅片解决方案简介:硅片是一种用于创造集成电路和光电器件的关键材料,其质量和性能对于电子行业的发展至关重要。
本文将详细介绍硅片解决方案,包括硅片的制备、表面处理、掺杂和测试等方面的内容。
一、硅片制备硅片的制备是整个硅片解决方案的第一步,也是最关键的一步。
常见的硅片制备方法有CZ法(Czochralski法)和FZ法(Floating Zone法)。
CZ法是目前最常用的硅片制备方法,它通过将硅熔体逐渐冷却结晶,形成硅单晶。
FZ法则是通过在硅熔体中引入一个熔区,然后逐渐挪移熔区,使硅熔体凝固形成硅单晶。
二、硅片表面处理硅片表面处理是为了提高硅片的质量和性能,常见的表面处理方法包括酸洗、碱洗和氧化等。
酸洗可以去除硅片表面的氧化层和杂质,提高硅片的纯度;碱洗则可以去除硅片表面的有机污染物,提高硅片的清洁度;氧化是通过在硅片表面形成一层氧化层,提高硅片的绝缘性能和稳定性。
三、硅片掺杂硅片掺杂是为了改变硅片的导电性能,常见的掺杂方法有扩散和离子注入。
扩散是将掺杂源(如磷、硼等)与硅片接触,在高温下使掺杂源中的杂质扩散到硅片中,改变硅片的导电性能;离子注入则是将掺杂源中的杂质以高速注入硅片中,也可以改变硅片的导电性能。
四、硅片测试硅片测试是为了确保硅片的质量和性能,常见的测试方法包括电性能测试和光学性能测试。
电性能测试可以通过测试硅片的电阻、电容等参数来评估硅片的导电性能;光学性能测试则可以通过测试硅片的透光性、反射率等参数来评估硅片的光学性能。
五、硅片应用硅片广泛应用于集成电路、太阳能电池、光电器件等领域。
在集成电路领域,硅片被用作创造芯片的基板,承载着各种电子元件;在太阳能电池领域,硅片则被用作创造太阳能电池的关键材料,将太阳能转化为电能;在光电器件领域,硅片被用作创造光电二极管、光电传感器等器件,实现光电转换。
结论:硅片解决方案涉及硅片制备、表面处理、掺杂和测试等多个方面,每一个环节都对硅片的质量和性能有着重要影响。
光伏工艺正膜预处理工艺
光伏工艺正膜预处理工艺是光伏电池制造过程中的重要环节,主要涉及对硅片的表面处理,目的是去除表面的损伤和杂质,提高硅片的表面质量,为后续的电池制备提供良好的基础。
以下是该工艺的详细介绍:
1.清洗:使用化学或物理方法对硅片表面进行清洗,去除表面的污垢、尘埃、
金属离子等杂质。
2.酸洗:用酸溶液去除硅片表面的氧化层和杂质,增强硅片的表面活性。
3.研磨:通过研磨剂对硅片表面进行研磨,以减小表面的粗糙度,提高表面
质量。
4.抛光:利用抛光剂对硅片表面进行抛光处理,使表面更加光滑平整。
5.氧化:将硅片置于氧化气氛中,使其表面形成一层氧化膜,以提高表面的
耐腐蚀性和稳定性。
6.清洗和干燥:最后再次进行清洗和干燥处理,以确保硅片表面干净整洁,
无残留物。
整个正膜预处理工艺的目的是提高硅片的表面质量和一致性,从而确保光伏电池的性能和稳定性。
这一工艺过程需在严格控制的环境条件下进行,以防止外界因素对硅片表面的影响。

氧化铝钝化硅片表面原理以氧化铝钝化硅片表面原理为标题,本文将从表面钝化的概念、氧化铝薄膜的制备方法、氧化铝薄膜的特性及其在硅片上的应用等方面展开阐述。
一、表面钝化的概念在微电子器件制造过程中,为了提高硅片的性能和稳定性,常常需要对硅片表面进行处理,从而达到钝化的目的。
钝化是指通过改变表面物理、化学性质,形成一层保护层,以减少与外界环境的接触,从而提高硅片的稳定性和可靠性。
二、氧化铝薄膜的制备方法氧化铝薄膜是常用的硅片表面钝化材料之一。
制备氧化铝薄膜的方法主要有物理气相沉积(PVD)和化学气相沉积(CVD)两种。
1. 物理气相沉积(PVD)物理气相沉积是通过蒸发或溅射的方式将氧化铝源材料沉积在硅片表面。
该方法具有沉积速率快、薄膜均匀性好的优点,但需要高真空环境和较高的沉积温度。
2. 化学气相沉积(CVD)化学气相沉积是利用化学反应在硅片表面沉积氧化铝薄膜。
该方法可以在较低的沉积温度下实现薄膜的生长,且可控性好,适用于大面积薄膜的制备,但沉积速率较慢。
三、氧化铝薄膜的特性氧化铝薄膜具有一系列良好的特性,使其成为理想的硅片表面钝化材料。
1. 高绝缘性能氧化铝薄膜具有很高的绝缘性能,可以有效隔离硅片与外界环境的接触,降低电流泄漏,提高器件的可靠性。
2. 良好的化学稳定性氧化铝薄膜在常见的酸碱等化学溶液中具有良好的稳定性,不易被腐蚀,保护硅片免受外界环境的损害。
3. 优异的热稳定性氧化铝薄膜具有较高的熔点和热稳定性,能够在高温环境下保持其结构和性能的稳定性。
4. 透明性氧化铝薄膜具有较高的透明性,可应用于光学器件等领域,不会对光的透射产生明显的影响。
四、氧化铝薄膜在硅片上的应用氧化铝薄膜在硅片上有广泛的应用,主要包括以下几个方面:1. 绝缘层氧化铝薄膜可用作硅片上的绝缘层,隔离不同电路之间的相互干扰,提高集成电路的性能和稳定性。
2. 电介质层氧化铝薄膜可作为电容器的电介质层,用于存储电荷和调节电流,常见于电子元件中。
硅片氢钝化硅片氢钝化是一种重要的表面处理技术,通常用于硅片的制备和加工过程中。
通过在氢气氛中处理硅片表面,可以形成一层致密的氢钝化层,从而保护硅片表面免受进一步的氧化、污染或其他有害物质的侵害。
首先,硅片氢钝化的目的是保护硅片的表面免受外界环境的影响。
硅片作为电子器件的基础材料,其表面的纯洁度和平整度对器件性能的影响非常大。
在制备和加工的过程中,硅片表面容易受到氧化、污染或其他有害物质的侵害,从而降低器件性能甚至导致器件故障。
因此,通过氢钝化可以有效地保护硅片的表面,提高器件的品质和可靠性。
其次,硅片氢钝化的工艺步骤通常包括清洗、蒸镀和氢处理。
首先,清洗过程旨在去除硅片表面的污染物和氧化物,以确保氢钝化的效果。
其次,蒸镀工艺用于在硅片表面形成一层致密的金属膜,以增强氢钝化的效果。
最后,氢处理过程中,硅片被置于特定的氢气氛中,通过化学反应形成氢钝化层。
值得注意的是,硅片氢钝化的工艺参数和条件需要严格控制。
例如,氢气的流量、温度和压力都会对氢钝化层的形成和性能产生影响。
此外,硅片的质量和纯度也对氢钝化的效果有关键影响。
因此,在实际操作中,需要设定合适的工艺参数,并对硅片的质量进行严格把控,以确保氢钝化的效果能够达到预期要求。
最后,硅片氢钝化在电子器件制造领域具有广泛的应用。
无论是半导体器件、太阳能电池还是平板显示器件,都需要对硅片进行氢钝化处理,以提高器件的性能和可靠性。
同时,硅片氢钝化的技术也在不断改进和创新,例如引入新的气氛或添加剂,以进一步改善氢钝化层的质量和稳定性。
因此,硅片氢钝化的研究和应用具有重要的实际意义和发展前景。
总之,硅片氢钝化是一项重要的表面处理技术,可以保护硅片表面免受进一步的氧化、污染或其他有害物质的侵害。
通过控制适当的工艺参数和条件,以及严格把控硅片的质量,可以取得良好的氢钝化效果。
硅片氢钝化技术在电子器件制造领域具有广泛应用,同时也在不断发展创新。
因此,深入研究硅片氢钝化技术,提高其稳定性和效果,对于推动电子器件制造工艺的进一步发展具有重要的指导意义。
硅片电池工艺tfc意思硅片电池工艺(TFC)是一种用于制造太阳能电池的工艺。
TFC全称为“Textured Front Surface, Passivated Emitter and Rear Cell”,中文意为“纹理前表面、钝化的发射极和后电池”。
它是一种常见的太阳能电池制造工艺,旨在提高太阳能电池的光电转换效率和稳定性。
在硅片电池工艺中,硅片是最基本的材料,它被用作太阳能电池的光电转换介质。
硅片电池工艺通过一系列的步骤将硅片转化为具有光电转换功能的太阳能电池。
硅片经过清洗和处理,以去除表面的杂质和不纯物质。
然后,在硅片的前表面施加纹理,以增加表面积和光吸收能力。
这一步骤可以通过化学腐蚀或机械加工等方法实现。
接下来,对硅片进行发射极的钝化处理。
发射极是太阳能电池的正极,钝化处理可以增加电池的光吸收能力和电子传输效率。
这一步骤通常使用氧化物或氮化物进行表面涂覆,形成一层薄膜保护层。
在钝化处理完成后,需要在硅片的背面形成电池的反极。
反极是电池的负极,负责收集电流。
为了增加反极的效率,可以使用金属或合金材料进行背面涂覆。
这一步骤可以通过物理气相沉积、电镀等方法实现。
将硅片与电极进行连接,形成完整的太阳能电池。
电极可以是金属网格或薄膜,用于收集电流并将其引导到外部电路中。
这一步骤需要精确的对位和焊接技术,以确保电池的正常工作。
硅片电池工艺的核心目标是提高太阳能电池的光电转换效率和稳定性。
纹理前表面可以增加光吸收能力,提高光电转换效率;钝化的发射极可以提高电子传输效率,减少能量损失;背面电池的反极可以增加电流收集效率,提高电池的输出功率。
通过这些优化,硅片电池的性能可以得到显著提高。
总结起来,硅片电池工艺(TFC)是一种用于制造太阳能电池的工艺,通过纹理前表面、钝化的发射极和后电池等步骤来提高太阳能电池的光电转换效率和稳定性。
这一工艺在太阳能电池的生产中得到广泛应用,为推动可再生能源的发展做出了重要贡献。
硅晶电池表面钝化机制硅晶电池是一种常见的太阳能电池类型,其表面钝化机制十分重要。
本文将深入探讨硅晶电池表面钝化的原理、方法和应用,以及我对此的观点和理解。
一、硅晶电池表面钝化的原理硅晶电池的表面钝化是为了减少表面缺陷和电子复合的损失,从而提高光电转换效率。
在正常情况下,硅表面上存在着大量的表面缺陷,如氧化物和杂质等。
这些缺陷导致电子与空穴复合,减少了电池的光电转换效率。
因此,通过表面钝化可以修复这些缺陷,并提高电池的性能。
二、硅晶电池表面钝化的方法1. 氧化钝化:氧化钝化是最常见的硅晶电池表面处理方法之一。
通过将硅片暴露在氧气环境中,表面形成一层氧化硅薄膜。
该氧化层可以修复表面缺陷并防止电子和空穴的复合。
2. 成膜钝化:成膜钝化使用一种或多种材料在硅表面形成一层薄膜。
常用的材料包括硅氮化物、硅氧化物和硅碳化物等。
这些膜层可以修复表面缺陷并提高光电转换效率。
3. 离子注入:离子注入是一种通过将离子注入硅表面来修复缺陷的方法。
通过注入不同种类的离子,可以改善表面的缺陷并提高电池性能。
三、硅晶电池表面钝化的应用硅晶电池表面钝化在太阳能电池领域具有广泛的应用。
通过表面钝化,硅晶电池的光电转换效率可以显著提高。
这使得硅晶电池成为当前最常用的太阳能电池类型之一。
此外,硅晶电池表面钝化还可以应用于其他光电器件,如光电传感器和光电发射器等。
通过钝化表面,可以降低电子和空穴之间的复合速率,提高器件的性能。
四、对硅晶电池表面钝化的观点和理解从我的观点来看,硅晶电池表面钝化在太阳能电池领域具有重要的作用。
通过钝化表面,可以修复缺陷、减少能量损失,并提高电池的效率和稳定性。
这对于太阳能的可持续发展至关重要。
此外,硅晶电池表面钝化的方法不断在不同科研领域进行探索和改进。
新的表面钝化方法的研究有助于提高电池的性能,并推动太阳能电池技术的发展。
总之,硅晶电池表面钝化是提高光电转换效率和电池性能的重要手段。
通过深入研究和探索,我们可以不断改进表面钝化方法,为可再生能源的广泛应用做出更大的贡献。
单晶硅片上的表面处理技术比较单晶硅片是制造集成电路和光伏电池等高性能硅产品的基础材料之一。
在制备单晶硅片过程中,表面处理技术是非常重要的一环,它直接影响到单晶硅片的电学性能、机械强度和光学性能等方面。
目前,常用的单晶硅片表面处理技术主要包括化学气相沉积(CVD)、湿法化学处理(例如酸蚀和碱蚀)以及机械刻蚀等方法。
本文将对这些表面处理技术进行比较和分析,探讨它们在单晶硅片上的应用。
化学气相沉积是一种常见的单晶硅片表面处理技术。
通过气相反应将气体中的硅元素沉积在单晶硅片表面,形成一层薄膜。
化学气相沉积技术可以实现对单晶硅片表面的均匀覆盖,具有很好的控制性能。
它可以实现在单晶硅片表面形成不同结构和组分的薄膜,以满足不同应用的需求。
此外,化学气相沉积还可以实现对单晶硅片表面的表面功能化改性,例如在单晶硅片表面形成氧化硅层、氮化硅层等。
这些薄膜和改性层能够增强单晶硅片的光学性能、电学特性以及耐蚀性等。
而湿法化学处理是另一种常用的单晶硅片表面处理技术。
它通过在酸或碱性溶液中浸泡单晶硅片,发生化学反应来减少或去除单晶硅片表面的杂质和缺陷。
酸蚀和碱蚀是常用的湿法处理方法。
酸蚀可以使用氢氟酸(HF)和硝酸(HNO3)等溶液,去除表面的氧化层,以及缺陷和杂质等。
碱蚀可以使用氨水(NH3·H2O)或氢氧化钠(NaOH)溶液,去除单晶硅片表面的氢氧化层等。
湿法化学处理技术能够改善单晶硅片表面的平整度和洁净度,同时有效降低表面的杂质含量。
这样可以提高单晶硅片的电学特性和光学性能,从而提高器件的性能和可靠性。
此外,机械刻蚀也是一种广泛应用于单晶硅片表面处理的技术。
机械刻蚀是通过机械研磨或抛光的方法,去除单晶硅片表面的缺陷和杂质。
机械刻蚀可以实现对单晶硅片表面的精细加工和平整。
它能够减少或消除单晶硅片上的裂纹、划痕和杂质等缺陷,从而提高单晶硅片的机械强度和光学性能。
机械刻蚀技术可以在制备单晶硅片的不同加工阶段应用,例如在切割、研磨和抛光等过程中,以提高单晶硅片的质量和加工效率。

硅片解决方案一、背景介绍硅片是半导体创造中的重要组成部份,它被广泛应用于电子产品、太阳能电池等领域。
为了提高硅片的创造效率和质量,需要针对硅片的加工、测试、封装等环节提供解决方案。
二、硅片加工解决方案1. 切割技术硅片的切割是创造过程中的关键步骤,常用的切割技术包括线切割和激光切割。
线切割是一种传统的切割方法,适合于硅片的大规模生产。
激光切割则具有高精度和高效率的优势,适合于对硅片进行精细加工。
2. 表面处理技术硅片的表面处理对于提高其质量和性能至关重要。
常见的表面处理技术包括化学机械抛光(CMP)、氧化、薄膜沉积等。
CMP技术可以去除硅片表面的不平整和污染物,使其表面更加光滑。
氧化技术可以形成硅片表面的氧化层,提高硅片的电学性能。
薄膜沉积技术则可以在硅片表面形成各种功能性薄膜,满足不同应用的需求。
3. 掺杂技术硅片的掺杂是为了改变其导电性能和光学性能。
常用的掺杂技术包括扩散法、离子注入法等。
扩散法是通过将掺杂物加热到高温,使其在硅片中扩散,改变硅片的导电性能。
离子注入法则是通过将掺杂物注入到硅片中,形成掺杂层,改变硅片的光学性能。
三、硅片测试解决方案1. 电学测试电学测试是对硅片导电性能的检测,常用的测试方法包括电阻测试、电容测试等。
电阻测试可以测量硅片的电阻值,判断其导电性能是否正常。
电容测试则可以测量硅片的电容值,判断其绝缘性能是否正常。
2. 光学测试光学测试是对硅片光学性能的检测,常用的测试方法包括透光率测试、反射率测试等。
透光率测试可以测量硅片对光的透过程度,判断其透光性能是否正常。
反射率测试则可以测量硅片对光的反射程度,判断其反射性能是否正常。
四、硅片封装解决方案1. 封装材料硅片的封装需要使用材料来保护硅片并提供电气连接。
常用的封装材料包括塑料、陶瓷、金属等。
塑料封装具有成本低、分量轻等优势,适合于大规模生产。
陶瓷封装具有高温耐受性和抗腐蚀性,适合于高性能应用。
金属封装具有良好的散热性能,适合于高功率应用。
硅片的化学清洗总结硅片清洗的一般原则是首先去除表面的有机沾污;然后溶解氧化层(因为氧化层是“沾污陷阱”,也会引入外延缺陷);最后再去除颗粒、金属沾污,同时使表面钝化。
清洗硅片的清洗溶液必须具备以下两种功能:(1)去除硅片表面的污染物。
溶液应具有高氧化能力,可将金属氧化后溶解于清洗液中,同时可将有机物氧化为CO2和H2O;(2)防止被除去的污染物再向硅片表面吸附。
这就要求硅片表面和颗粒之间的Z电势具有相同的极性,使二者存在相斥的作用。
在碱性溶液中,硅片表面和多数的微粒子是以负的Z电势存在,有利于去除颗粒;在酸性溶液中,硅片表面以负的Z电势存在,而多数的微粒子是以正的Z电势存在,不利于颗粒的去除。
1传统的RCA清洗法1.1主要清洗液1.1.1 SPM(三号液)(H2SO4∶H2O2∶H2O)在120~150℃清洗10min左右,SPM具有很高的氧化能力,可将金属氧化后溶于清洗液中,并能把有机物氧化生成CO2和H2O。
用SPM清洗硅片可去除硅片表面的重有机沾污和部分金属,但是当有机物沾污特别严重时会使有机物碳化而难以去除。
经SPM清洗后,硅片表面会残留有硫化物,这些硫化物很难用去粒子水冲洗掉。
由Ohnishi提出的SPFM(H2SO4/H2O2/HF)溶液,可使表面的硫化物转化为氟化物而有效地冲洗掉。
由于臭氧的氧化性比H2O2的氧化性强,可用臭氧来取代H2O2(H2SO4/O3/H2O称为SOM溶液),以降低H2SO4的用量和反应温度。
H2SO4(98%):H2O2(30%)=4:11.1.2 DHF(HF(H2O2)∶H2O)在20~25℃清洗30s腐蚀表面氧化层,去除金属沾污,DHF清洗可去除表面氧化层,使其上附着的金属连同氧化层一起落入清洗液中,可以很容易地去除硅片表面的Al,Fe,Zn,Ni等金属,但不能充分地去除Cu。
HF:H2O2=1:50。
1.1.3 APM(SC-1)(一号液)(NH4OH∶H2O2∶H2O)在65~80℃清洗约10min主要去除粒子、部分有机物及部分金属。
光伏硅片工艺流程-回复光伏硅片工艺流程是光伏行业中制造太阳能电池的核心工艺之一。
它涉及了多个步骤,包括硅料处理、硅晶片生长、硅片切割、刻蚀和光电转化过程等。
下面将一步一步详细介绍光伏硅片工艺流程。
第一步:硅料处理在光伏硅片工艺中,使用的硅料主要有硅砂和多晶硅。
首先,硅砂经过一系列的物理和化学处理,将其中的杂质去除,得到纯度较高的硅原料。
然后,将这些硅原料通过熔炼、冷凝和精炼等过程,制成多晶硅块。
多晶硅是制备太阳能电池的主要原料之一。
第二步:硅晶片生长多晶硅块是通过熔炼后,将熔融的硅倒入模具中,制成形状为圆筒的硅柱。
然后,将硅柱放入石墨舟中,在高温环境下进行硅晶片的生长。
这个过程称为单晶生长。
通过控制温度梯度和拉拔速度,硅柱会逐渐形成直径较大的硅晶片。
这些硅晶片具有优良的电性能和结构特点,可用于制造太阳能电池。
第三步:硅片切割硅晶片经过生长后,需要进行切割成一定尺寸的硅片。
切割过程主要包括两个步骤:切割和切缺口。
切割是利用切割机将硅晶片切割成所需的正方形或长方形形状。
切缺口是通过切割机的刀片,在硅片表面切割出一个缺口,以便后续的切割工序。
第四步:刻蚀硅片切割后,需要进行刻蚀工序。
刻蚀是利用化学液体将硅片表面的氧化层去除,形成表面平整的硅片。
刻蚀过程中,需要控制刻蚀液的浓度、温度和刻蚀时间等参数,以确保刻蚀效果和硅片的表面质量。
第五步:光电转化过程经过上述步骤后,得到的硅片已经具备了太阳能电池的基本结构。
然而,硅片本身不能直接转化太阳能为电能,还需进一步进行光电转化过程。
这个过程涉及到将硅片的一面做P型掺杂,另一面做N型掺杂,形成P-N 结。
当太阳光照射到P-N结时,会激发硅片内部的电子,产生电流。
这个电流经过导线导出,形成太阳能电池的输出电能。
总结:光伏硅片工艺流程是太阳能电池制造的核心流程之一。
它包括了硅料处理、硅晶片生长、硅片切割、刻蚀和光电转化过程等多个步骤。
通过这些步骤,我们可以制备出高质量的光伏硅片,为太阳能电池的发展提供可靠的基础。
pecvd表面钝化的方法
在PECVD表面钝化方面,可以采用以下几种方法:
1. 等离子体辅助n2o氧化:以笑气、二氧化碳或氧气为反应气体,利用管式PECVD在硅片上沉积超薄氧化硅层,进而在超薄氧化硅层上沉积掺磷非晶硅薄膜,经晶化退火后,得到多晶硅钝化接触结构。
2. 干法氧化:使用高纯氮气和氧气作为反应气体,在一定温度下进行氧化反应,生成二氧化硅薄膜。
3. 湿法氧化:将硅片放入含有氧化剂的溶液中,通过控制温度和反应时间,使硅片表面形成二氧化硅薄膜。
4. 激光氧化:利用激光束照射硅片表面,使表面硅原子与氧原子结合形成二氧化硅薄膜。
这些方法都可以实现PECVD表面的钝化,选择哪种方法取决于具体的应用需求和工艺条件。
硅片表面的几种处理方法和步骤一、硅片的预处理:(1)硅片切割:根据所需大小,用玻璃刀进行硅片的切割.操作时需要在洁净的环境中,并带一次性手套,以避免污染硅片。
先在桌面平铺一张干净的称量纸,用镊子小心夹持硅片的边缘,将其正面朝上(光亮面)放于称量纸上;再取一张干净的称量纸覆盖于硅片表面,留出硅片上需要切割的部分;将切割专用的直尺放于覆盖硅片的纸上,用手轻轻压住直尺;直尺应不超过待切割侧的纸面,以防止直尺污染硅片;切割时玻璃刀沿直尺稍用力平行滑动,使用的力量以能在硅片表面形成一清晰的划痕,但不至于将硅片划开为度;如对大块硅片进行横纵向多次切割,即可在硅片表面形成网格;将硅片包裹于称量纸内,(避免手套和硅片表面直接接触)用手沿网格线轻轻掰动即可形成大小合适的小型硅片;将切割好的硅片用镊子小心夹持,放于干净的塑料平皿内,正面朝上,并用封口膜将平皿封好,放于干净处保存待用. 注意:整块硅片取出后严禁放回硅片盒,应另行保存。
二、硅基片表面的羟基化处理(2)在通风橱内,将切割好的小型硅片置于干净的羟化烧杯(专用)中,将其正面朝上,用去离子水清洗3次,清洗时稍用力,使硅片能够在烧杯中旋转起来,以减少硅片之间的摩擦碰撞;将水倒净,立即用移液管(过氧化氢专用)往烧杯中加入5ml过氧化氢(H2O2),然后用移液管(浓硫酸专用)加入15ml浓硫酸(H2SO4),在摇床上缓慢振荡或静置30分钟使之充分反应,此反应可使表面羟基化。
倒掉上步反应的液体,用去离子水清洗3次。
清洗时稍用力,使硅片能够在烧杯中旋转起来,以减少硅片之间的摩擦碰撞;然后将烧杯口向下倾斜,缓慢转动烧杯,使烧杯壁上的浓硫酸能被洗去。
清洗结束后,用大量水保存硅片,并需要使硅片的正面保持朝上。
二、硅基片表面的氨基化处理(3)取出氨化烧杯(专用),先用无水乙醇清洗2次,然后倒入20ml无水乙醇,将步骤(2)反应后的获得的羟基化硅片转移到氨化烧杯中,用无水乙醇清洗3次。
施美乐博公司上海办事处
一. 表面处理和钝化的方法
为了有效减少表面复合,我们推荐下面的处理和钝化方法,供用户参考:
使用化学钝化前,对于不同的样品,需要不同的处理方法,主要是为了减少表面损伤层的影响:
- 对于抛光过或表面特别均匀的腐蚀过,而且是表面没有氧化层的样片, 无需预先处理 - 对于抛光过或表面特别均匀的腐蚀过,表面有氧化层的样片,在化学钝化前需要 HF 处理。
方法如下:在 5% HF 中浸泡一段时间,时间的长短取决于 氧化层的厚度,如 20A 的氧化层,需要
30 S; 500-2000A 的氧化层需要 5-10 分钟。
- 对于表面有损伤,或粗糙表面的样片 (太阳能级样品大都属此列),需要预先处理:
在经过预先处理之后,就可以使用碘酒的钝化处理方法。
碘酒浓度:0.2-5%, 推荐 1 升乙醇配 10 克碘。
1.准备好碘酒,塑料袋,吸管。
如下图:
2.将硅片放入塑料袋中。
如下图
上海浦东新区商城路 738 号胜康廖氏大厦 906A (邮编:200120)
Rm.906A,Suncome Liauw's Plaza, No.738, Shangcheng Road, Pudong,Shanghai 200120, China
Edited by Foxit Reader Copyright(C) by Foxit Software Company,2005-2007For Evaluation Only.
Tel: +86-21-58362889Fax: +86-21-58362887
施美乐博公司上海办事处3.将配好的碘酒用吸笔均匀涂到硅片的正反面。
如下图:
4.驱赶出袋中气泡并封好袋口。
如下图:
之后放入测试台测量即可。
上海浦东新区商城路 738 号胜康廖氏大厦 906A (邮编:200120)
Rm.906A,Suncome Liauw's Plaza, No.738, Shangcheng Road,
Pudong,Shanghai 200120, China
Tel: +86-21-58362889Fax: +86-21-58362887。