(2020年7月整理)平行顺序移动法的周期计算.doc
- 格式:doc
- 大小:24.50 KB
- 文档页数:1
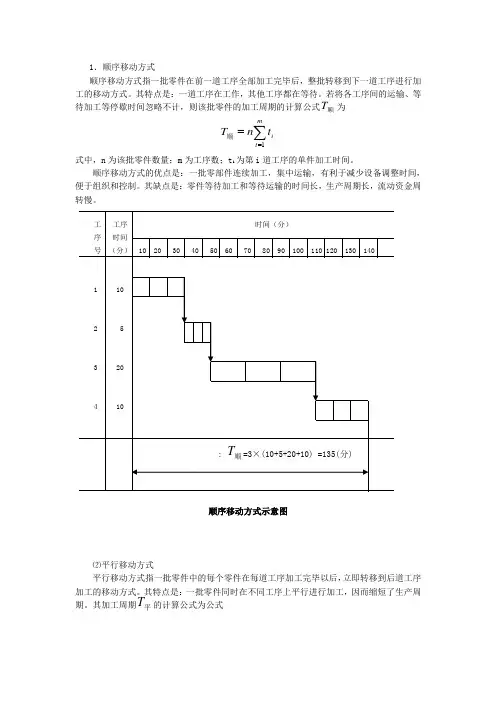
1.顺序移动方式顺序移动方式指一批零件在前一道工序全部加工完毕后,整批转移到下一道工序进行加工的移动方式。
其特点是:一道工序在工作,其他工序都在等待。
若将各工序间的运输、等待加工等停歇时间忽略不计,则该批零件的加工周期的计算公式顺T 为∑==mt i t n T 1顺式中,n 为该批零件数量;m 为工序数;t i 为第i 道工序的单件加工时间。
顺序移动方式的优点是:一批零部件连续加工,集中运输,有利于减少设备调整时间,便于组织和控制。
其缺点是:零件等待加工和等待运输的时间长,生产周期长,流动资金周转慢。
顺序移动方式示意图⑵平行移动方式平行移动方式指一批零件中的每个零件在每道工序加工完毕以后,立即转移到后道工序加工的移动方式。
其特点是:一批零件同时在不同工序上平行进行加工,因而缩短了生产周期。
其加工周期平T 的计算公式为公式()∑=+-=mi itt n T 11长平式中,长t 为各加工工序中最长的单件工序时间。
采用这种移动方式,不会出现制件等待运输的现象,所以整批制件加工时间最短,但由于前后工序时间不等,当后道工序时间小于前道工序时间时,后道工序在每个零件加工完毕后,都有部分间歇时间。
平行移动方式示意图⑶平行顺序移动方式平行顺序移动吸收了上述两种移动方式的优点,避开了其短处,但组织和计划工作比较复杂。
其特点是:当一批制件在前道工序上尚未全部加工完毕,就将已加工的部分制件转到下道工序进行加工,并使下道工序能够连续地、全部地加工完该批制件。
为了达到这一要求,要按下面规则运送零件:当前一道工序时间少于后道工序的时间时,前道工序完成后的零件立即转送下道工序;当前道工序时间多于后道工序时间时,则要等待前—道工序完成的零件数足以保证后道工序连续加工时,才将完工的零件转送后道工序。
这样就可将人力及设备的零散时间集中使用。
平行顺序移动方式的生产周期T 平顺在以上两种方式之间,计算公式为()∑∑-==--=1111m i i m i i t n t n T 较短平顺式中,较短i t 为每相邻两道工序中较短的单件工序时间。
计算题1、某种零件加工批量为5件,顺序经过四道工序的加工,各工序单件工时为t1=5分,t2=10分,t3=8分,t4=8分,t5=4分,求平行及平行顺序两种移动方式的加工周期,并画出示意图。
2、某零件加工批量为4件,顺序经过4道工序加工,单件工时定额分别为10分、5分、8分、6分,试用平行移动和平行顺序移动方式计算加工周期,并画出示意图。
3、设某混合流水线生产A、B、C三个品种,其计划产量分别为80台、20台、60台,确定一个投入循环周期的投产顺序。
4、某工厂为大量生产类型企业,拟为零件W设计一条机加工流水线,该流水线共8道工序,各工序的工时定额如表所示,该零件计划年产量为8万件,年有效工时为4000小时,试计算流水线节拍(r),各工序所需设备数量(Si ,Sei)及流水线总的设备负荷系数(Ka)。
5、某车床组现有车床20台,生产结构与工艺相似的A、B、C、D四种产品,计划年产量分别为:3万件,4万件,3万件,2万件,各产品的单件时间定额分别为:30分钟,25分钟,30分钟,40分钟,年制度工作日280天,两班制,时间损失率为0.1。
要求:(1)确定代表产品?(2)计算用代表产品表示的各具体产品的计划产量?(3)计算用代表产品表示的车床组生产能力?(4)计算用代表产品表示的各具体产品分摊到的生产能力?(5)计算各具体产品分摊到的生产能力?(6)分析车床组生产能力利用情况?6、某企业铣床组组织小批生产,其产品为A、B、C、D,计划年产量分别为:900件,500件,1200件,800件,各产品的单件时间定额分别为:30分钟,25分钟,30分钟,40分钟,年制度工作日280天,铣床组设备数量为30台,两班制,时间损失率为0.2。
要求:(1)确定假定产品单位台时定额?(2)计算用假定产品表示的各具体产品的计划产量?(3)计算用假定产品表示的铣床组生产能力?7、年度计划生产两种机床,甲机床2000台,乙机床1000台,每台机床上有锻件甲机床800公斤,乙机床500公斤,该厂有一台锻锤,用于此工作,生产率为600公斤/小时,年制度工作日306天,二班制,每班长小时,年度修理锻锤时间损失为10%,求一台锻锤完成年度计划任务的可能性。
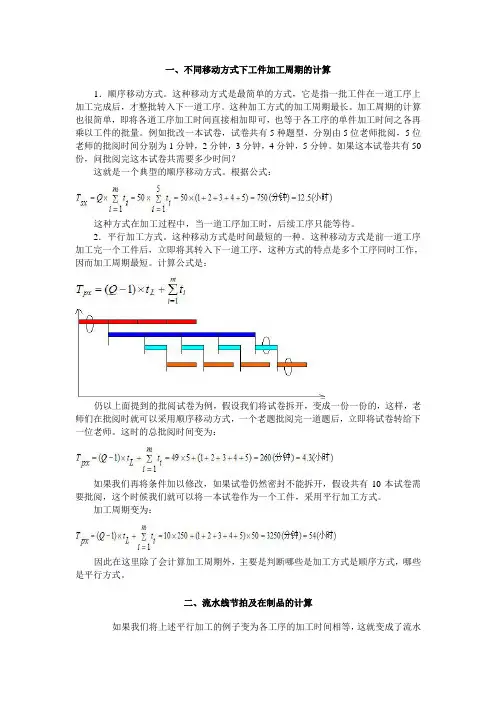
一、不同移动方式下工件加工周期的计算1.顺序移动方式。
这种移动方式是最简单的方式,它是指一批工件在一道工序上加工完成后,才整批转入下一道工序。
这种加工方式的加工周期最长。
加工周期的计算也很简单,即将各道工序加工时间直接相加即可,也等于各工序的单件加工时间之各再乘以工件的批量。
例如批改一本试卷,试卷共有5种题型,分别由5位老师批阅,5位老师的批阅时间分别为1分钟,2分钟,3分钟,4分钟,5分钟。
如果这本试卷共有50份,问批阅完这本试卷共需要多少时间?这就是一个典型的顺序移动方式。
根据公式:这种方式在加工过程中,当一道工序加工时,后续工序只能等待。
2.平行加工方式。
这种移动方式是时间最短的一种。
这种移动方式是前一道工序加工完一个工件后,立即将其转入下一道工序,这种方式的特点是多个工序同时工作,因而加工周期最短。
计算公式是:仍以上面提到的批阅试卷为例,假设我们将试卷拆开,变成一份一份的,这样,老师们在批阅时就可以采用顺序移动方式,一个老题批阅完一道题后,立即将试卷转给下一位老师。
这时的总批阅时间变为:如果我们再将条件加以修改,如果试卷仍然密封不能拆开,假设共有10本试卷需要批阅,这个时候我们就可以将一本试卷作为一个工件,采用平行加工方式。
加工周期变为:因此在这里除了会计算加工周期外,主要是判断哪些是加工方式是顺序方式,哪些是平行方式。
二、流水线节拍及在制品的计算如果我们将上述平行加工的例子变为各工序的加工时间相等,这就变成了流水生产。
流水生产最重要的特征是按节拍生产。
围绕节拍的计算是一个重要的计划问题。
不仅要会计算节拍,而且要能够活用节拍计算公式计算制度工作时间和废品率。
其实最主要的两个指标是全年的有效工作时间和全年需要生产的产品产量(这里包括了正品与废品)。
当然为了计算简便,有时题目会给定全年的制度工作天数及工作班次与每班的工作时间。
如果没有限定全年的制度工作天数,就要按照教材P65的方法计算,即(365—104—10)。
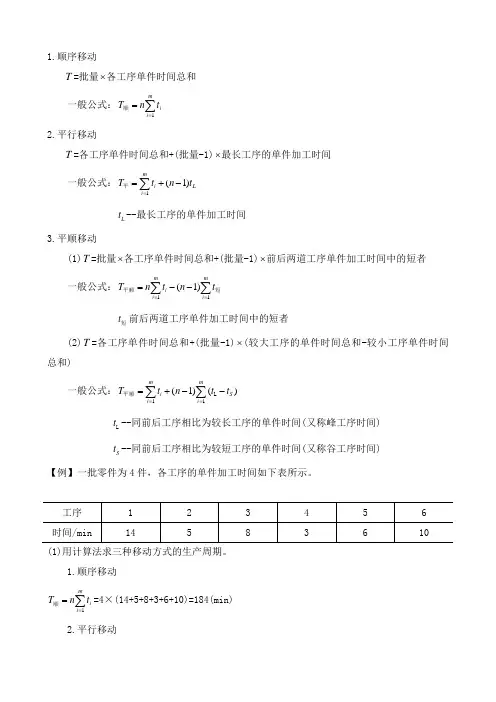
1.顺序移动T =批量⨯各工序单件时间总和一般公式:1mi i T n t ==∑顺2.平行移动T =各工序单件时间总和+(批量-1)⨯最长工序的单件加工时间一般公式:1(1)mi L i T t n t ==+-∑平L t --最长工序的单件加工时间3.平顺移动(1)T =批量⨯各工序单件时间总和+(批量-1)⨯前后两道工序单件加工时间中的短者 一般公式:11(1)m mi i i T n t n t ===--∑∑平顺短t 短前后两道工序单件加工时间中的短者(2)T =各工序单件时间总和+(批量-1)⨯(较大工序的单件时间总和-较小工序单件时间总和)一般公式:11(1)()m mi S i i T t n t t ===+--∑∑L 平顺t L --同前后工序相比为较长工序的单件时间(又称峰工序时间)S t --同前后工序相比为较短工序的单件时间(又称谷工序时间)【例】一批零件为4件,各工序的单件加工时间如下表所示。
(1)用计算法求三种移动方式的生产周期。
1.顺序移动1mi i T n t ==∑顺=4×(14+5+8+3+6+10)=184(min)2.平行移动1(1)mi L i T t n t ==+-∑平=(14+5+8+3+6+10)+(4-1)×14=88(min)3.平顺移动(1)11(1)m mi i i T n t n t ===--∑∑平顺短=4×(14+5+8+3+6+10)-(4-1)×(5+5+3+3+6)=118(min)(2)1(1)()m mi S i T t n t t ==+--∑∑L 平顺= (14+5+8+3+6+10)+(4-1)×[(14+8+10)-(5+3)]=118(min)(2)如果采用平行—顺序移动方式,求下列情况的生产周期,并讨论其结果. ①某较大工序(峰工序)减少1min ;11(1)()m mi S i i T t n t t ===+--∑∑L 平顺=118-1-(n-1)×1=114(min)②某较小工序(谷工序)减少1min ;11(1)()m mi S i i T t n t t ===+--∑∑L 平顺=118-1+(n-1)×1=120(min)③某非较大、较小工序(破工序)减少1min ;11(1)()m mi S i i T t n t t ===+--∑∑L 平顺=118-1=117(min)④合并第4与第5道工序为一个工序1 2 3 4 5 6 71 2 3 4(5) 6 711(1)()m m i S i i T t n t t ===+--∑∑L 平顺=118-(n-1)×(8-3)=103(min)。
高中数学公式大全平面几何中的平移与旋转的计算公式高中数学公式大全:平面几何中的平移与旋转的计算公式平移和旋转是平面几何中常见的变换方式,它们在数学和实际应用中起着重要的作用。
本文将向您介绍平面几何中的平移与旋转,并提供相关的计算公式,以便您在解题过程中能够准确应用。
一、平移的计算公式平移是平面上一个点或者图形在不改变形状和大小的前提下,沿着某个方向平行移动到另一个位置。
平移的计算公式如下:设平面上点A(x,y)经过平移后到达点A'(x',y'),平移的平行移动量为(P,Q),则有:x' = x + Py' = y + Q这两个公式表示了平面上点的坐标经过平移后的新坐标。
其中,(P,Q)表示平移的向量,即平行移动的量。
二、旋转的计算公式旋转是平面上一个点或者图形围绕某个点旋转一定角度后到达另一个位置。
旋转的计算公式如下:设平面上点A(x,y)经过绕点O旋转θ角度后到达点A'(x',y'),则有:x' = (x - h)cosθ - (y - k)sinθ + hy' = (x - h)sinθ + (y - k)cosθ + k其中,(h,k)为旋转的中心点的坐标,θ为旋转的角度。
三、平移与旋转的综合应用在实际应用中,平移和旋转常常结合使用,以实现更复杂的变换。
例如,将某个图形进行平移后再绕某一点旋转。
以点A(x,y)为例,首先进行平移,平移的向量为(P,Q),则有:A'的坐标为(x',y'),则有:x' = x + Py' = y + Q接着,在平移后的点A'上进行旋转,绕点O旋转θ角度,旋转后的点为B(x',y'),则有:x' = (x' - h)cosθ - (y' - k)sinθ + hy' = (x' - h)sinθ + (y' - k)cosθ + k这样,即可实现平面上点A(x,y)的综合变换。
习题1一、名词解释1.运营管理2.MTS3.MTO二、简述1.MTO与MTS的区别2.备货型生产与订货型生产的优缺点3.制造业生产与服务业生产的比较4.如何提高服务业生产效率5.提高多品种小批量生产类型效率的途径三、论述:谈谈你对投入产出(输入输出)的理解习题2一、名词解释1.工艺专业化2.对象专业化二、简述1.运营管理的发展过程2.运营管理与营销管理的关系三、计算1.已知m=5,n=4,t=12,t=6,t=8,t=10,t=5,求在平行顺序移动下,这批零件的加工周52314期。
解:T=nΣt-(n-1)Σmin(t,t)=4×(12+6+8+10+5)-(4-1)×(6+6+8+5)j+1ji平顺=89不同的移2.已知m=5,n=4,t=10,t=4,t=8,t=12,t=6,求在顺序、平行、平行顺序三种54213动方式下,这批零件的加工周期各是多少?3.已知m=5,n=20,t=1,t=5,t=4,t=2,t=3,求在平行、平行顺序两种不同的移动方式51342下,这批零件的加工周期各是多少?四、请查阅并讨论福特的“3S化”的含义,并组织小组讨论“3S化”的作用与意义。
习题3一、名词解释1.SWOT分析(P47)2.波特五力竞争模型(P51)3.PEST宏观环境分析(P49)4.价值链分析(P51-54)5.专业化(P55)6.纵向一体化(P55)7.水平一体化(P56)8.多元化(P56)二、简述(P46).战略管理过程1.2.波特的三种竞争战略(P56)3.现代企业在产品方面的竞争的特点是什么?(P39)4.常用的运营策略有哪些?(P59)三、论述1.为什么说,企业的竞争是基于时间的竞争?2.怎样理解“分析方法只是提供一个视角,而不是答案”?3.为什么说现在企业的竞争是基于时间的竞争?在企业竞争中,出现过价格是主要竞争因素的“基于成本的竞争”,质量是主要竞争因素的“基于质量的竞争”,品种和服务是主要竞争因素的“基于柔性的竞争”,现在则是时间成为主要的竞争因素的“基于时间的竞争”。
一选择题(172个)1.运作过程是“投入-转换-产出”的过程,其实质是投入一定的( D )在转换过程中发生增值。
D.资源2.生产方式发展的主流为( B )。
B.单件小批量生产3.以产品多样化来满足顾客个性化需求,最为理想的生产型式是( D. )D多品种小批量生产4.对于备货型生产企业,主要是确定品种和( D )。
D.产量5.( B )是服务型的生产过程与物质生产型的生产过程的共性。
B.都是投入—转换—产出的过程6.企业生产过程的组织工作的对象是包括厂房、设备、产品在内的物体,它必须与 ( A ) 结合起来,才能组织起一个完整的生产系统。
A. 劳动过程7.企业生产过程一般包括如下几部分组成( C )。
C.生产技术准备过程,基本生产过程,辅助生产过程,生产服务过程,附属生产过程8.某厂生产的甲零件代表了企业的生产方向,因而其生产过程属于 ( A ) 。
A.基本生产过程9.辅助生产过程是指为保证( B )正常进行所必须的辅助性生产活动,如供电、供气、工具模具制造、设备维修等活动。
B. 基本生产过程10.企业的动力供应,工具制造等部门工作属于( )。
A.生产准备过程 B.辅助生产过程 C.生产服务过程 D.服务过程11.汽车及家电的生产,一般属于 ( A )A.大量生产方式12.机床厂、柴油机厂的生产,一般属于 ( B ) B.成批生产方式13.一个工人或一组工人在同一工作地上对同一劳动对象进行加工的生产环节,称为( B )B .工序14.将一定的设备和人员按照流水生产的特征组织起来的生产线称为( B )。
B.流水线15.按生产任务重复程度和工作地专业化程度划分企业生产类型,若工作地承担的工序数为1~2时,属于( B )。
B.大量生产20.下列生产单位中,可以采用对象专业化原则布局的是( B )。
B.发动机车间23.工序同期化是组织流水线的必要条件,它是通过一些技术措施,使得各工序的单件时间定额( C )。
平行移动知识点总结1. 什么是平行移动平行移动是指在同一平面上,两个物体或者两个点分别按照相同的方向和距离同时移动。
在日常生活中,我们经常会遇到平行移动的现象,比如两辆车在同一条路上以相同的速度行驶、两个人同时向同一方向走等。
2. 平行移动的特点(1) 方向相同:在平行移动中,两个物体或者两个点的移动方向是相同的,即使有一种可能是向前,也可能是向后。
(2) 速度相同:在平行移动中,两个物体或者两个点的移动速度是相同的,即使有一种可能是加速,也可能是减速。
(3) 距离相同:在平行移动中,两个物体或者两个点的移动距离是相同的,即使有一种可能是远离,也可能是靠近。
3. 平行移动的应用(1) 交通工具运动:例如两辆车在同一路段上行驶;两辆火车在平行的铁轨上行驶。
(2) 人员活动:例如两个人同时向同一目的地走动,两队运动员同时跑步比赛。
(3) 机器设备:例如两个传送带上的物品同时向同一方向移动。
(4) 自然现象:例如两个水波向同一方向扩散,两个风力推动的帆船向同一方向航行。
4. 平行移动的数学描述对于平行移动的问题,我们通常使用平行四边形法则来描述。
平行移动的两个对象之间的相对运动可以使用平行四边形法则来描述,即两个相对运动的物体构成一个平行四边形,两个对角线表示相对运动的速度。
5. 平行移动与相对速度在平行移动中,相对速度是指一个物体相对于另一个物体的速度。
在平行移动中,两个物体的相对速度可以通过它们各自的速度来计算。
如果两个物体分别以速度v1和v2同时向同一方向平行移动,它们的相对速度可以用以下公式来表示:相对速度 = v1 - v2如果两个物体分别以速度v1和v2同时向相反方向平行移动,它们的相对速度可以用以下公式来表示:相对速度 = v1 + v26. 平行移动与反映运动的物理量在平行移动中,有一些物理量可以用来反映物体的运动状态,包括速度、位移、加速度等。
(1) 速度:速度是描述物体在单位时间内所运动的距离的快慢的物理量。
平行顺序移动法的周期计
算
The Standardization Office was revised on the afternoon of December 13, 2020
平行顺序移动法的周期计算
计算公式:T平顺=∑ti+(n-1)(∑t较大 - ∑t较小)
注:T平顺:平行顺序移动方式加工周期;
n:零件批量;ti:第i道工序的加工时间;
t较大:比相邻工序单件工时均大的工序的单件工时(在比较时,可以默认在第一道工序前、最后一道工序后加入两个时间为0的虚拟工序);
t较小:在公式一中,指比相邻工序单件工时均小的工序的单件工时;
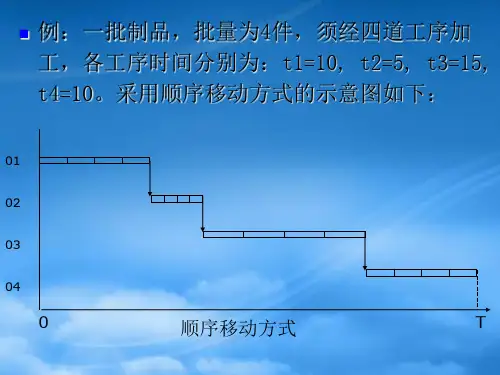
例:一批制品,批量为4件,须经四道工序,各工序时间分别为:t1 = 10, t2 = 5, t3 = 15, t4 = 10。
采用平行顺序移动方式计算:
T平顺=∑ti+(n-1)(∑t较大-∑t较小)
=(10+5+15+10)+(4-1)×(10+15-5)=100。
一、单项选择题1. CC.以市场为导向的原则( C )C.辅助生产( B )A.综合性B.目标性C.连续性D.平行性)。
5. ( C )。
A.基本流程图B.平面流程图C.跨功能作业互动图D.由上而下流程图6. ( A )A.大批生产B.成批生产C.小批生产D.单件生产7. ( A )。
A.大量生产B.小批生产C.单件生产D.订单生产8. (C )。
A.1m ii T n t ==∑ B.1(t )m i i T t n t ==+-∑∑∑较大较小C. 1(-1)t m i i T t n ==+∑最长D. 1(-1)(t )mi i T t n t ==+-∑∑∑较大较小 9. ( B )。
A.平等移动方式B.顺序移动方式C.流水线生产D.平行顺序移动方式10. ( C )。
A.综合的原则B.安全的原则C.弹性的原则D.单一流向的原则11. ( B )。
A.产品导向布置形式B.工艺导向布置形式C.流水线布置形式D.混合式的设备布置形式二、多项选择题1. ( CDE )。
A.人员组织要素B.生产与运作计划要素养C.生产技术D.生产设施E.生产能力2. ABE )。
A.组织B.计划C.领导D.指挥E.控制3. BCA.产品可以库存B.生产与消费同时进行C.以提供无形产品为主D.消费者反作用(干预)相对程度大E.质量可以直接衡量4. CDE )。
教材第17页A.愿景B.经营(业务)战略C.生产与运作战略D.人力资源管理战略E.财务管理战略5. (ACE )。
A.库存策略B.管理人员的选择C.库存量的大小D.设备的选择E.质量控制6. (ACE )。
A.标准产品B.以通用设备加工为主C.价格事先确定D.以产品需求基本无法预测E.生产与运作管理难度相对小一些7. (BCD )。
A.用户数量较多B.产品品种数较少C.生产能力可明确规定D.能源消耗较高E.在制品库存较多8. BCDE )。
A.设备按工艺专业化布置B.产品品种单一C.设备利用率高D.劳动定额制定详细E.生产设备广泛采用专用设备9. (BCD )。