[学习]太阳能电池组件的层压工艺(完整版)
- 格式:pdf
- 大小:2.05 MB
- 文档页数:24
光伏组件层压前制造工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!光伏组件层压前的制造工艺流程详解光伏组件,作为太阳能发电系统的核心部分,其制造过程涉及到一系列精细且严谨的工艺流程。
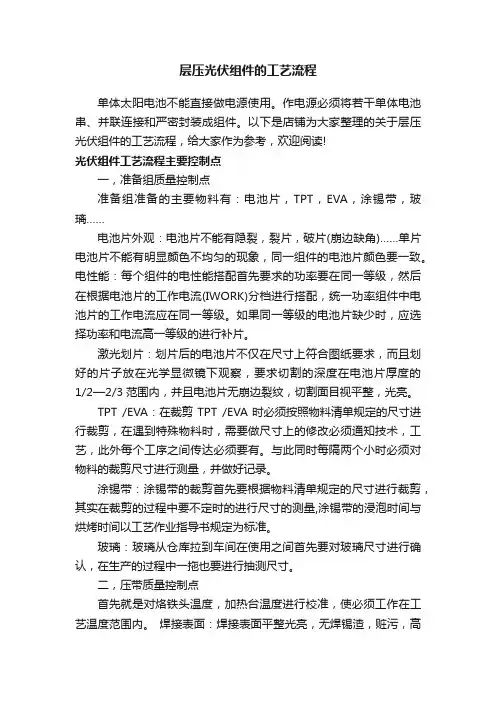
层压光伏组件的工艺流程单体太阳电池不能直接做电源使用。
作电源必须将若干单体电池串、并联连接和严密封装成组件。
以下是店铺为大家整理的关于层压光伏组件的工艺流程,给大家作为参考,欢迎阅读!光伏组件工艺流程主要控制点一,准备组质量控制点准备组准备的主要物料有:电池片,TPT,EVA,涂锡带,玻璃……电池片外观:电池片不能有隐裂,裂片,破片(崩边缺角)……单片电池片不能有明显颜色不均匀的现象,同一组件的电池片颜色要一致。
电性能:每个组件的电性能搭配首先要求的功率要在同一等级,然后在根据电池片的工作电流(IWORK)分档进行搭配,统一功率组件中电池片的工作电流应在同一等级。
如果同一等级的电池片缺少时,应选择功率和电流高一等级的进行补片。
激光划片:划片后的电池片不仅在尺寸上符合图纸要求,而且划好的片子放在光学显微镜下观察,要求切割的深度在电池片厚度的1/2—2/3范围内,并且电池片无崩边裂纹,切割面目视平整,光亮。
TPT /EVA:在裁剪TPT /EVA时必须按照物料清单规定的尺寸进行裁剪,在遇到特殊物料时,需要做尺寸上的修改必须通知技术,工艺,此外每个工序之间传达必须要有。
与此同时每隔两个小时必须对物料的裁剪尺寸进行测量,并做好记录。
涂锡带:涂锡带的裁剪首先要根据物料清单规定的尺寸进行裁剪,其实在裁剪的过程中要不定时的进行尺寸的测量,涂锡带的浸泡时间与烘烤时间以工艺作业指导书规定为标准。
玻璃:玻璃从仓库拉到车间在使用之间首先要对玻璃尺寸进行确认,在生产的过程中一拖也要进行抽测尺寸。
二,压带质量控制点首先就是对烙铁头温度,加热台温度进行校准,使必须工作在工艺温度范围内。
焊接表面:焊接表面平整光亮,无焊锡渣,赃污,高点毛刺,助焊剂发白(烙铁头必须每5个工作如换一次并做好记录)。
焊接效果:不能有虚焊,脱焊,掉线……焊接错位:正面涂锡带末端到电池片边缘距离为3mm(±0.5mm)偏移主栅线<0.5mm 电池片外观检查:不能有隐裂,裂片,破片(崩边缺角)……三,串带质量控制点首先就是对烙铁头温度,加热台温度进行校准,使必须工作在工艺温度范围内。
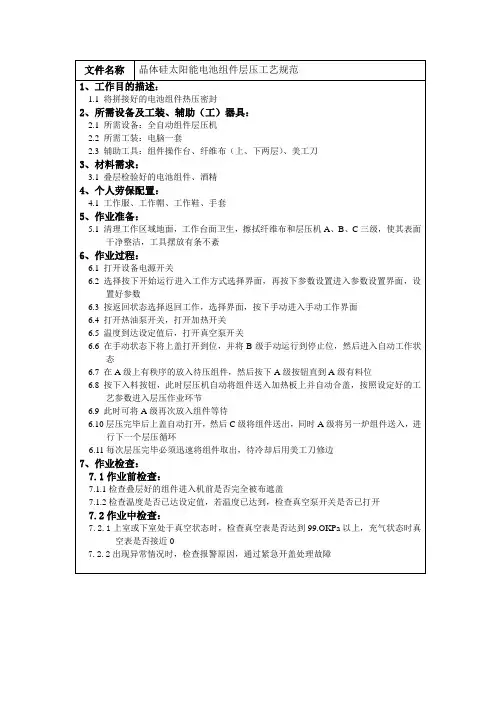
太阳能电池组件层压固化操作规程一.准备工作1.1穿好工作衣,工作鞋,戴好工作帽。
1.2清洁,整理工作场地,操作设备和工具。
二.对上道来料进行检验:2.1检验要求:2.1.1组件内不能漏放EV A且要盖满钢化玻璃。
2.2.2TPT干净平整且盖满钢化玻璃。
三.作业过程:3.1按《层压机操作规程》启动层压机组。
3.2根据EV A特性调整层压封装温度至135℃±5.0℃,设定抽气计时5-6分钟,使层压机上二个真空表指针小于-0.09MPa。
加压计时50秒内,使上真空表指针在-0.07~-0.05Mpa之间,层压固化计时8-15分钟内。
3.3在层压机铜板上铺放2层高温水发布。
3.4将拼接合格的组件钢化玻璃朝下送入层压机。
3.5在组件上覆盖一层高温水发布。
3.6扭动转换开关至自动档,按下合盖按钮关层压机上盖,直至合盖到位方可松开合盖按钮,开始层压和固化组件。
3.7封压完成后,等到层压机自动开盖到位以后,小心取出组件后放在工作台面上,待自然冷却十分钟后再进行修边。
3.8用美工刀沿钢化玻璃边缘修去组件边缘多余的EV A和TPT,仔细检查组件有无气泡、异物或碎片等,若有则即时处理。
四.对层压完的组件进行自检,自检要求如下:4.1组件内单片无碎裂、缺角、碰片、移位等外观缺陷。
4.2组件内0.5~1mm2气泡不超过3个,1~1.5mm2气泡不超过1个。
4.3组件内EV A和TPT无变色现象,修边必须平整、光滑。
4.4符合要求,流入下道工序,并做好相关记录。
4.5发现有批质量问题,立即报告主管。
五、注意事项:5.1组件放入层压机时,电池、TPT、EV A不能移位,并且小心轻放。
5.2如不符合自检要求,与合格品分开放入待处理区域进行返修。
5.3操作时必须戴好防护手套,小心操作以免烫伤。
5.4修边时美工刀非常锋利,要小心使用。
太阳能电池组件层压过程常见不良现象原因及分析提出问题:1、组件中有碎片。
2、组件中有气泡。
3、组件中有毛发及垃圾。
4、汇流条向内弯曲。
5、组件背膜凹凸不平。
问题分析:1、组件中有碎片,可能造成的原因:1、由于在焊接过程中没有焊接平整,有堆锡或锡渣,在抽真空时将电池片压碎。
2、本来电池片都已经有暗伤,再加上层压过早,EVA 还具有很良好的流动性。
3、在抬组件的时候,手势不合理,双手已压到电池片。
2、组件中有气泡,可能造成的原因:1、EVA 已裁剪,放置时间过长,它已吸潮。
2、EVA 材料本身不纯。
3、抽真空过短,加压已不能把气泡赶出。
4、层压的压力不够。
5、加热板温度不均,使局部提前固化。
6、层压时间过长或温度过高,使有机过氧化物分解,产出氧气。
7、有异物存在,而湿润角又大于90°,使异物旁边有气体存在。
3、组件中有毛发及垃圾,可能造成的原因:1、由于EVA、DNP、小车子有静电的存在,把飘着空的头发,灰尘及一些小垃圾吸到表面。
2、叠成时,身体在组件上方作业,而又不能保证身体没有毛发及垃圾的存在。
3、一些小飞虫子死命的往组件中钻。
4、汇流条向内弯曲,可能造成的原因:1、在层压中,汇流条位置会聚集比较多的气体。
胶板往下压,把气体从组件中压出,而那一部分空隙就要由流动性比较好EVA 来填补。
EVA 的这种流动,就把原本直的汇流条压弯。
2、EVA 的收缩。
5、组件背膜凹凸不平,可能造成的原因:1、多余的EVA 会粘到高温布和胶板上。
问题解决:1、组件中有碎片:①.首先要在焊接区对焊接质量进行把关,并对员工进行一些针对性的培训,使焊接一次成型。
②、调整层压工艺,增加抽真空时间,并减小层压压力(通过层压时间来调整)。
③、控制好各个环节,优化层压人员的抬板的手势。
2、组件中有气泡:①、控制好每天所用的EVA 的数量,要让每个员工了解每天的生产任务。
②、材料是由厂家所决定的,所以尽量选择较好的材料。