轴类零件的加工阶段划分及加工顺序安排共20页
- 格式:ppt
- 大小:1.96 MB
- 文档页数:20
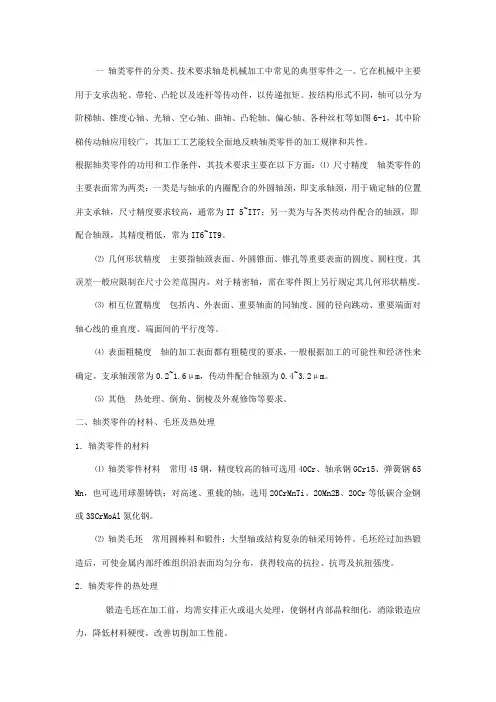
一轴类零件的分类、技术要求轴是机械加工中常见的典型零件之一。
它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。
按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等如图6-1,其中阶梯传动轴应用较广,其加工工艺能较全面地反映轴类零件的加工规律和共性。
根据轴类零件的功用和工作条件,其技术要求主要在以下方面:⑴ 尺寸精度轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT 5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。
⑵ 几何形状精度主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。
其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。
⑶ 相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
⑷ 表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。
支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。
⑸其他热处理、倒角、倒棱及外观修饰等要求。
二、轴类零件的材料、毛坯及热处理1.轴类零件的材料⑴ 轴类零件材料常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65 Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。
⑵ 轴类毛坯常用圆棒料和锻件;大型轴或结构复杂的轴采用铸件。
毛坯经过加热锻造后,可使金属内部纤维组织沿表面均匀分布,获得较高的抗拉、抗弯及抗扭强度。
2.轴类零件的热处理锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能。
调质一般安排在粗车之后、半精车之前,以获得良好的物理力学性能。
毕业设计题目:轴类零件的数控加工学生姓名:班级:指导教师:轴类零件的数控加工摘要:数控技术是以数字编程实现控制机械或其他设备自动工作的技术,是未来机械制造行业发展的必然趋势。
本文主要讨论关于数控加工轴类零件结构工艺分析,加工工艺装备的选择,数控加工工艺编制,CAXA车数控自动编程,数控仿真软件VNUC的使用.关键词:数控车床, CAXA数控车, 轴类零件,数控加工工艺,自动编程,数控加工仿真Abstract:Numerical control technology is digital programming to control the mechanical or other automatic equipment, the technical, machinery manufacturing industry is the future trend of development. This article mainly discuss about the nc machining axial parts structure process analysis and processing technology and equipment choice, CNC processing technology of CAXA car numerical control automatic programming, nc simulation software VNUC use.Keywords : CNC lathe, CNC CAXA car,Ladder shaft axis, CNC processing Technology, Automatic programming, NC machining simulation目录1.零件分析 (7)1.1零件的结构工艺性分析 (7)1.1.1零件的技术要求分析 (7)1.1.2零件的加工表面的分析 (7)1.1.3零件尺寸分析 (7)1.2零件的材料及毛坯的分析与选择 (8)2.零件工艺规程的选择 (8)2.1.定位基准的选择 (8)2.1.1粗基准的选择 (8)2.1.2精基准的选择 (8)2.1.3零件表面加工方法的选择 (9)2.2加工顺序的安排 (9)2.2.1 加工阶段的划分 (9)2.2.2加工顺序的安排 (9)2.2.1工序基准的选择 (9)2.3机床及工艺装备的选择 (10)2.3.1机床的选择 (10)2.3.2工艺装备的选择 (10)3.加工工艺的编制 (11)3.1确定加工方案 (11)3.2切削用量的确定 (11)3.2.1背吃刀量的选择 (11)3.2.2切削速度的选择 (12)3.3.3主轴转速及进给量的确定 (12)3.3.4进给速度速度的选择 (12)3.3数控加工工艺卡 (13)4.CAXA数车自动编程 (14)4.1左端轮廓粗加工 (15)4.2左端轮廓精加工 (18)4.3右端轮廓粗加工 (20)4.4右端轮廓精加工 (22)4.5切槽加工 (25)4.6螺纹加工 (28)5.数控仿真 (30)5.1左端轮廓加工 (30)1.刀具参数设置及安装 (30)2.毛坯设置及安装 (31)3.加载程序进行加工 (34)5.2右端轮廓加工 (35)1.工件调头后装夹 (35)2.右端轮廓粗加工 (36)3.右端轮廓精加工 (37)5.3切槽加工 (38)1 .切槽粗加工 (38)2.切槽精加工效果图 (39)5.4螺纹加工 (39)1.螺纹加工 (39)5.5整体加工效果图 (40)总结 (41)致谢 (41)参考文献 (42)前言数控机床是用数字优化的代码将零件加工过程所需各种操作和步骤以及刀具与工件这间的相对位置,再记录在程序介质上,送入计算机或数控系统译码。
介绍轴类锻件加工工艺轴类锻件一般如果较大的轴的话采用自由锻,自由锻里面就有一类是轴类锻件,如果你有兴趣过来看看,浙江一重特钢有限公司我们主要生产自由锻锻件和锻造圆钢,其中有一类就是轴类锻件。
第一节轴类零件加工一、概述(一)、轴类零件的功用与结构特点1、功用:为支承传动零件(齿轮、皮带轮等)、传动扭矩、承受载荷,以及保证装在主轴上的工件或刀具具有一定的回转精度。
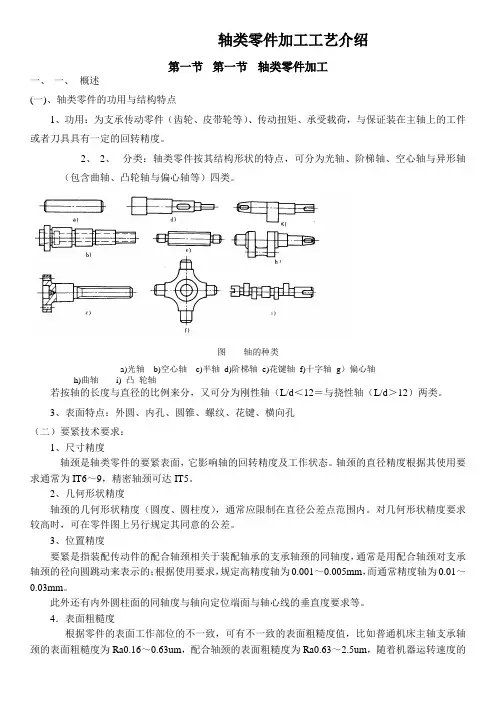
2、分类:轴类零件按其结构形状的特点,可分为光轴、阶梯轴、空心轴和异形轴(包括曲轴、凸轮轴和偏心轴等)四类。
轴的种类a)光轴b)空心轴c)半轴d)阶梯轴e)花键轴f)十字轴g)偏心轴h)曲轴i) 凸轮轴若按轴的长度和直径的比例来分,又可分为刚性轴(L/d<12=和挠性轴(L/d>12)两类。
3、表面特点:外圆、内孔、圆锥、螺纹、花键、横向孔(二)主要技术要求:1、尺寸精度轴颈是轴类零件的主要表面,它影响轴的回转精度及工作状态。
轴颈的直径精度根据其使用要求通常为IT6~9,精密轴颈可达IT5。
2、几何形状精度轴颈的几何形状精度(圆度、圆柱度),一般应限制在直径公差点范围内。
对几何形状精度要求较高时,可在零件图上另行规定其允许的公差。
3、位置精度主要是指装配传动件的配合轴颈相对于装配轴承的支承轴颈的同轴度,通常是用配合轴颈对支承轴颈的径向圆跳动来表示的;根据使用要求,规定高精度轴为0.001~0.005mm,而一般精度轴为0.01~0.03mm。
此外还有内外圆柱面的同轴度和轴向定位端面与轴心线的垂直度要求等。
4.表面粗糙度根据零件的表面工作部位的不同,可有不同的表面粗糙度值,例如普通机床主轴支承轴颈的表面粗糙度为Ra0.16~0.63um,配合轴颈的表面粗糙度为Ra0.63~2.5um,随着机器运转速度的增大和精密程度的提高,轴类零件表面粗糙度值要求也将越来越小。
(三)、轴类零件的材料和毛坯合理选用材料和规定热处理的技术要求,对提高轴类零件的强度和使用寿命有重要意义,同时,对轴的加工过程有极大的影响。
轴类零件加工工艺介绍第一节第一节轴类零件加工一、一、概述(一)、轴类零件的功用与结构特点1、功用:为支承传动零件(齿轮、皮带轮等)、传动扭矩、承受载荷,与保证装在主轴上的工件或者刀具具有一定的回转精度。
2、2、分类:轴类零件按其结构形状的特点,可分为光轴、阶梯轴、空心轴与异形轴(包含曲轴、凸轮轴与偏心轴等)四类。
图轴的种类a)光轴b)空心轴c)半轴d)阶梯轴e)花键轴f)十字轴g)偏心轴h)曲轴i) 凸轮轴若按轴的长度与直径的比例来分,又可分为刚性轴(L/d<12=与挠性轴(L/d>12)两类。
3、表面特点:外圆、内孔、圆锥、螺纹、花键、横向孔(二)要紧技术要求:1、尺寸精度轴颈是轴类零件的要紧表面,它影响轴的回转精度及工作状态。
轴颈的直径精度根据其使用要求通常为IT6~9,精密轴颈可达IT5。
2、几何形状精度轴颈的几何形状精度(圆度、圆柱度),通常应限制在直径公差点范围内。
对几何形状精度要求较高时,可在零件图上另行规定其同意的公差。
3、位置精度要紧是指装配传动件的配合轴颈相关于装配轴承的支承轴颈的同轴度,通常是用配合轴颈对支承轴颈的径向圆跳动来表示的;根据使用要求,规定高精度轴为0.001~0.005mm,而通常精度轴为0.01~0.03mm。
此外还有内外圆柱面的同轴度与轴向定位端面与轴心线的垂直度要求等。
4.表面粗糙度根据零件的表面工作部位的不一致,可有不一致的表面粗糙度值,比如普通机床主轴支承轴颈的表面粗糙度为Ra0.16~0.63um,配合轴颈的表面粗糙度为Ra0.63~2.5um,随着机器运转速度的增大与精密程度的提高,轴类零件表面粗糙度值要求也将越来越小。
(三)、轴类零件的材料与毛坯合理选用材料与规定热处理的技术要求,对提高轴类零件的强度与使用寿命有重要意义,同时,对轴的加工过程有极大的影响。
1、轴类零件的材料通常轴类零件常用45钢,根据不一致的工作条件使用不一致的热处理规范(如正火、调质、淬火等),以获得一定的强度、韧性与耐磨性。
轴类零件加工工艺过程内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.轴类零件是常见的零件之一。
按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。
它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。
下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。
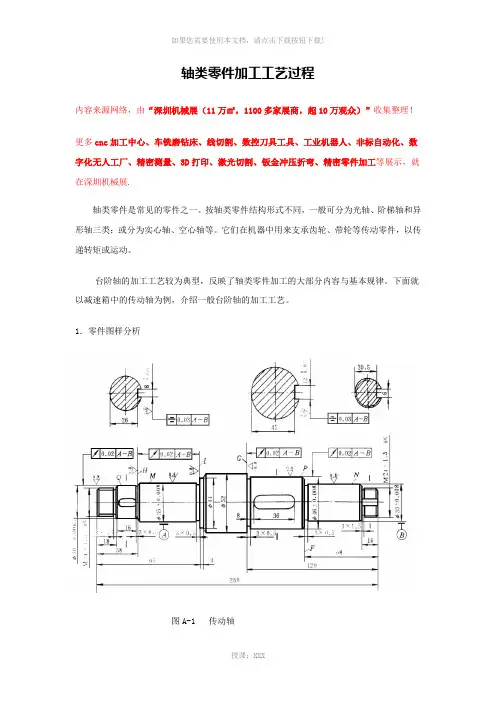
1.零件图样分析图A-1 传动轴图A-1所示零件是减速器中的传动轴。
它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。
轴肩一般用来安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。
根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M,N,外圆P、Q以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。
这些技术要求必须在加工中给予得到确保。
因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。
2.确定毛坯该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。
本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢60mm的热轧圆钢作毛坯。
3.确定主要表面的加工方法传动轴大都是回转表面,主要采用车削与外圆磨削成形。
由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。
外圆表面的加工方案(参考表A-3)可为:粗车→半精车→磨削。
4.定位基准合理地选择定位基准,对于零件的尺寸和位置精度有着决定性的作用。
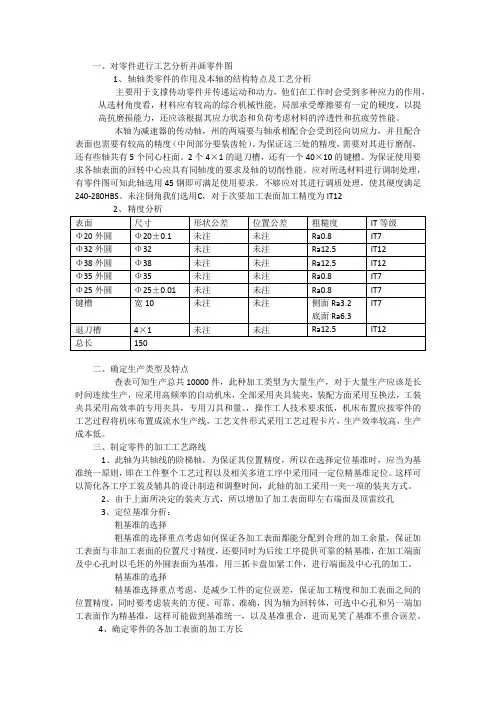
一、对零件进行工艺分析并画零件图1、轴轴类零件的作用及本轴的结构特点及工艺分析主要用于支撑传动零件并传递运动和动力,他们在工作时会受到多种应力的作用,从选材角度看,材料应有较高的综合机械性能,局部承受摩擦要有一定的硬度,以提高抗磨损能力,还应该根据其应力状态和负荷考虑材料的淬透性和抗疲劳性能。
本轴为减速器的传动轴,州的两端要与轴承相配合会受到径向切应力,并且配合表面也需要有较高的精度(中间部分要装齿轮)。
为保证这三处的精度,需要对其进行磨削,还有些轴共有5个同心柱面。
2个4×1的退刀槽,还有一个40×10的键槽。
为保证使用要求各轴表面的回转中心应具有同轴度的要求及轴的切削性能。
应对所选材料进行调制处理,有零件图可知此轴选用45钢即可满足使用要求。
不够应对其进行调质处理,使其硬度满足240-280HBS。
未注倒角我们选用C,对于次要加工表面加工精度为IT12二、确定生产类型及特点查表可知生产总共10000件,此种加工类型为大量生产,对于大量生产应该是长时间连续生产,应采用高频率的自动机床,全部采用夹具装夹,装配方面采用互换法,工装夹具采用高效率的专用夹具,专用刀具和量。
,操作工人技术要求低,机床布置应按零件的工艺过程将机床布置成流水生产线,工艺文件形式采用工艺过程卡片,生产效率较高,生产成本低。
三、制定零件的加工工艺路线1、此轴为共轴线的阶梯轴,为保证其位置精度,所以在选择定位基准时,应当为基准统一原则,即在工件整个工艺过程以及相关多道工序中采用同一定位精基准定位。
这样可以简化各工序工装及辅具的设计制造和调整时间,此轴的加工采用一夹一项的装夹方式。
2、由于上面所决定的装夹方式,所以增加了加工表面即左右端面及顶雷纹孔3、定位基准分析:粗基准的选择粗基准的选择重点考虑如何保证各加工表面都能分配到合理的加工余量,保证加工表面与非加工表面的位置尺寸精度,还要同时为后续工序提供可靠的精基准,在加工端面及中心孔时以毛坯的外圆表面为基准,用三抓卡盘加紧工件,进行端面及中心孔的加工。
五、车削加工的基本方法(一)车削外圆根据工件表面的加工精度和表面粗糙度的要求,车外圆一般分粗车和精车两个部分。
1. 粗车粗车的目的是要尽快地切去大部分余量,为精加工留0.5-1mm余量,常用的外圆粗车刀有主偏角45°、75°、和90°等几种。
如图2-5所示。
2. 精车精车的目的是切出余下的少量金属层,已获得图样的精度和表面粗糙度。
精车时应采用有圆弧过渡刃的精车刀。
车刀的前后面须用油石打光。
因此要求车刀锋利,刀刃平直光洁,刀尖处必要时还可磨出修光刃。
精车时背吃刀量ap和进给量f较小,以减少残留面积,使Ra值减小。
切削用量一般为:ap=0.1~0.2mm,f=0.05~0.2mm/r,v≧60m/min.精车的尺寸公差等级一般为IT8~IT6,半精车一般为IT10~IT9;精车的表面粗超度Ra=3.2~0.8um.3. 车外圆的操作步骤(1)车削步骤①根据图样要求检验毛坯是否合格,表面是否有缺陷。
②检查车床是否运转正常,操纵手柄是否灵活。
③装夹工件并校正。
④安装车刀。
车刀装夹在刀架上的伸出部分应尽量短,约为刀柄厚度的1~1.5倍,车刀刀尖应与中心等高;确保工件装夹牢靠。
⑤试切。
试切削的目的是为了控制切削深度,保证工件的加工尺寸。
车刀在进刀后,纵向进给切削工件2 毫米左右时,纵向快速退出车刀,停车测量。
如果尺寸符合要求,就可以继续切削,如尺寸大,就需加大背吃刀量;若尺寸过小,则应减小背吃刀量。
试切方法与步骤如图4-40所示⑥切削。
在试切的基础上,调整好背吃刀量后,扳动自动进给手柄进行自动走刀。
当车刀进给到距尺寸末端3~5㎜时,应提前改为手动进给,以免走刀超长或将车刀碰到卡盘爪上。
如此循环直至尺寸合格,然后退出车刀,最后停车。
图4-40 试切的方法与步骤(a)开车对刀,使车刀与工件表面轻微接触(b)向右退出车刀(c)横向进刀(d)切削1~3㎜(e)退出车刀,进行度量(f)如果尺寸不到位,再进刀(2)切削用量的选择①背吃刀量(ap)的选择粗车时,主要考虑提高生产率,同时兼顾刀具寿命。
附录1轴加工工艺轴加工工艺摘要:轴类零件是机器中的主要零件之一,它通常被用于支撑传动件的传递扭矩。
轴是旋转体零件,其长度大于直径。
加工表面通常由内外圆柱面、圆锥面、螺纹、花键、横孔、沟槽等。
关键字:轴,精度,基准轴类零件的技术要求:以图所示的轴为例(1)尺寸精度和形状精度轴属于精度较高的零件,其轴颈的尺寸精度达IT5~IT6,支承轴颈的形状精度会直接影响轴的旋转精度,所以要求圆度0.005mm。
其余表面的尺寸精度一般为IT6~IT9,形状精度低于支承轴颈,或限制在尺寸公差范围内。
(2)位置精度保证配合轴颈相对支承轴颈的同轴度,是轴类零件位置精度的普遍要求。
为便于检验,常采用圆跳动公差,它既包含被测要素与基准要素的位置误差,也包含被测要素本身的形状误差。
(3)表面粗糙度0.8~0.4μm,配合轴颈支承轴颈和重要工作表面的粗糙度要求最高,达Ra和其他重要表面一般为R1.6~0.8μm。
a轴类零件的材料、毛坯及热处理(1)轴类零件的材料一般轴类零件常用45钢,并根据不同的工作条件采用不同的热处理,以获得一定的强度、韧性、和耐磨性。
45钢的缺点是淬透性较差,淬火后易形成较大的内应力。
对于中等精度且转速较高的轴,可选用40Cr等合金结构钢。
这类钢淬火时拥有冷却,热处理后的内应力小,并且有良好的韧性。
精度较高的轴,可选用轴承钢GCr15和弹簧钢65Mn等,这类材料经调制和表面处理后,具有较高的耐磨性和疲劳强度;缺点是韧性较差。
(2)轴类零件的毛坯轴类零件最常用的毛坯是圆棒料和锻件。
采用圆棒料时,毛坯的准备工作简单,但只适用于截面差异不大及力学性能要求不高的轴。
坯料在经过锻压后,金属的组织致密、均匀,并且形成沿表面呈流线型的内部纤维组织,能有效提高零件的多向力学性能。
对于中、小批量生产或结构不太复杂的轴,一般都采用自由锻造。
大批量生产时,采用模型锻造机和提高生产率,又可大大减少加工余量,以节省材料和减少后续加工。