钢筋套筒机械连接技术交底
- 格式:doc
- 大小:55.50 KB
- 文档页数:3
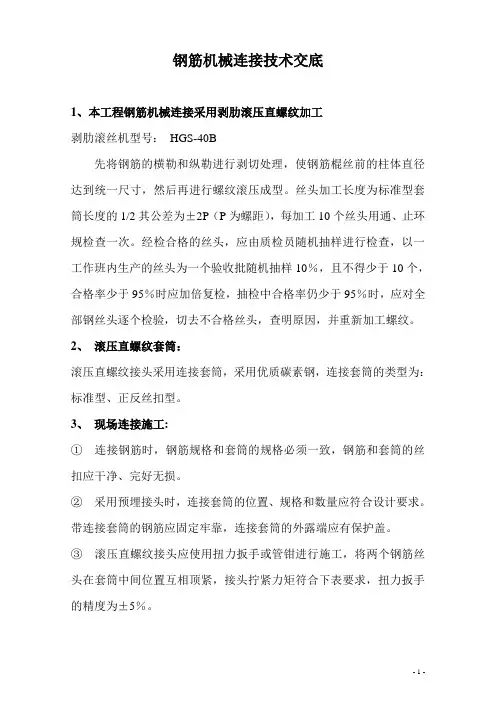
钢筋机械连接技术交底1、本工程钢筋机械连接采用剥肋滚压直螺纹加工剥肋滚丝机型号:HGS-40B先将钢筋的横勒和纵勒进行剥切处理,使钢筋棍丝前的柱体直径达到统一尺寸,然后再进行螺纹滚压成型。
丝头加工长度为标准型套筒长度的1/2其公差为±2P(P为螺距),每加工10个丝头用通、止环规检查一次。
经检合格的丝头,应由质检员随机抽样进行检查,以一工作班内生产的丝头为一个验收批随机抽样10%,且不得少于10个,合格率少于95%时应加倍复检,抽检中合格率仍少于95%时,应对全部钢丝头逐个检验,切去不合格丝头,查明原因,并重新加工螺纹。
2、滚压直螺纹套筒:滚压直螺纹接头采用连接套筒,采用优质碳素钢,连接套筒的类型为:标准型、正反丝扣型。
3、现场连接施工:①连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。
②采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。
带连接套筒的钢筋应固定牢靠,连接套筒的外露端应有保护盖。
③滚压直螺纹接头应使用扭力扳手或管钳进行施工,将两个钢筋丝头在套筒中间位置互相顶紧,接头拧紧力矩符合下表要求,扭力扳手的精度为±5%。
④经拧紧后的滚压直螺纹接头应作出标记,单边外露丝扣长度不应超过2P(为螺距)⑤根据待接钢筋所在部位及转动难易情况,选用不同的套筒类型,采用不同的安装方法。
4、质量要求:套筒及丝头必须符合下表要求:①工程中应用滚压直螺纹接头时,技术单位应提供有效的形式检验报告。
②钢筋连接作业开始前及施工过程中,应对每批进场钢筋进行接头连接工艺检验。
工艺检验应符合下列要求:每种规格钢筋的接头试件不应少于3根。
试件的钢筋母材应进行抗拉强度试验。
③根接头试件的抗拉强度均不应小于该级别钢筋抗拉强度的标准值,同时不应小于0.9倍钢筋母材的实际抗拉强度。
④现场检验应进行拧紧力矩和单向拉伸强度试验。
⑤用扭力扳手按上表规定的接头力矩值抽检接头的施工质量。
东莞至惠州城际轨道交通项目GZH-2标新城车站工程分项工程技术交底分项工程名称: 钢筋车丝及套筒连接施工单位: 中铁十八局集团有限公司莞惠城际GZH-2标项目经理部日期: 二〇一二年十二月一日施工技术交底交底单位:中铁十八局有限公司莞惠城际项目部3.3滚压直螺纹接头应使用扭力扳手或管钳进行施工,将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合表1的规定。
力矩扳手不使用时,将其力矩值调为零,以保证其精度,扭力扳手的精度为±5%。
直螺纹钢筋接头拧紧力矩值表13.4滚压直螺纹接头的连接,应用管钳或扳手进行施工。
3.5连接钢筋时,应对准轴线将钢筋拧入套筒。
3.6接头拼接完成后,应使两个丝头在套筒中央位置互相顶紧,套筒每端不得有一扣以上的完整丝扣外露,加长型丝扣的外露丝扣数不受限制,但应有明显标记,以检查进入套筒的丝头长度是否满足要求。
3.7经拧紧后的滚压直螺纹接头应做出标记,标准型接头连接套筒外应有外露有效螺丝,且连接套筒单边外露有效螺丝不得超2P。
3.8根据待接钢筋所在部位情况,选用不同的套筒类型,采取不同的安装方法,见图1~图2。
图1 标准接头安装图2 正反丝接头安装四、施工中的基本规定1、采用螺纹套筒连接的钢筋接头,其设置在同一构件种纵向受力钢筋的接头相互错开。
钢筋机械连接区段长度应按35d计算(d为被连接钢筋中的较大直径)。
在同一连接区段内有接头的受力钢筋截面面积占受力钢筋总截面面积的百分率,应符合下列规定:1.1接头宜设置在结构构件受拉钢筋应力较小部位,当需要在高应力部位设置接头时,在同一连接区段内Ⅱ级接头的接头百分率不宜超过50%,Ⅰ级接头的接头百分率可不受限制;1.2接头宜避开有抗震设防要求的框架的梁端和柱端的箍筋加密区;当无法避开时,应采用Ⅰ级或Ⅱ级接头,且接头的百分率不应超过50%;钢筋直径(mm)<16 18~20 20~25 28~32 36~40拧紧力矩(·m)80 160 230 300 320注:当不同直径的钢筋连接时,拧紧力矩值按较小直径钢筋的相应值取值注:本交底书一式三份,分别由编制,施工队各执一份,工程部存档一份。
钢筋机械连接技术交底关键信息项:1、连接方式:____________________________2、钢筋规格:____________________________3、连接部位:____________________________4、施工标准:____________________________5、质量要求:____________________________6、验收程序:____________________________7、安全注意事项:____________________________11 连接方式的选择111 明确本次工程所采用的钢筋机械连接方式,如直螺纹连接、锥螺纹连接等。
112 阐述每种连接方式的特点和适用范围。
12 钢筋规格要求121 详细列出允许进行机械连接的钢筋规格。
122 强调不同规格钢筋在连接过程中的特殊要求。
13 连接部位的确定131 指明钢筋机械连接可应用的具体部位,如框架柱、梁等。
132 规定连接部位应避开的区域,如受力较大区域等。
14 施工标准141 操作人员必须经过专业培训,具备相应的技能证书。
142 施工前应检查机械设备的性能,确保其正常运行。
143 钢筋端部应进行预处理,如切割平整、去除毛刺等。
144 连接套筒的质量应符合相关标准,有合格证明文件。
145 安装连接套筒时,应保证钢筋与套筒的轴线一致。
146 拧紧扭矩应符合规定值,使用扭矩扳手进行操作,并做好记录。
15 质量要求151 连接接头的外观质量应良好,不得有裂纹、丝扣不全等缺陷。
152 接头的抗拉强度应满足设计要求,进行抽样检测。
153 同一连接区段内的接头百分率应符合规范规定。
154 对不合格接头的处理方法和程序进行明确。
16 验收程序161 施工班组进行自检,填写自检记录。
162 质量管理人员进行专检,重点检查接头质量和施工记录。
163 监理单位进行验收,验收合格后方可进行下一道工序。
一、交底目的为确保套筒机械连接施工过程中的安全,提高施工质量,特制定本安全技术交底。
二、适用范围本交底适用于所有套筒机械连接施工项目。
三、施工前的准备工作1. 材料及主要机具:- 确保钢筋、套筒等材料质量合格,符合设计要求。
- 准备钢筋切断机、套筒连接机、水平尺、卷尺、砂轮机等机具。
2. 人员培训:- 施工人员必须经过专业培训,掌握套筒机械连接技术及安全操作规程。
- 持证上岗,确保操作技能和安全意识。
四、施工工艺1. 钢筋下料:- 钢筋下料时,不得使用电焊、气焊等加热方法,应使用无齿锯下料。
- 确保钢筋端头平直,与钢筋轴线垂直,不得有马蹄形或弯曲现象。
2. 套筒连接:- 钢筋丝头加工长度为标准型套筒长度的1/2,加工丝头的牙系牙形、螺距必须与连接套的牙形、螺距一致。
- 在直螺纹滚轧机上按设计的螺距、进刀长度等参数滚轧出钢筋直螺纹丝头。
- 使用螺纹环规和丝头卡扳检测合格。
3. 连接操作:- 连接过程中,确保钢筋丝头与套筒连接紧密,不得出现松动现象。
- 使用力矩扳手按照规定力矩紧固套筒,确保连接强度。
五、质量要求和注意事项1. 质量要求:- 钢筋连接强度应满足设计要求,不得低于钢筋母材强度。
- 连接部位外观平整,无裂纹、变形等缺陷。
2. 注意事项:- 施工过程中,严格遵守操作规程,确保安全。
- 定期检查机具设备,确保其正常运行。
- 施工现场保持整洁,及时清理施工垃圾。
六、安全文明施工1. 施工现场安全:- 施工人员必须佩戴安全帽、安全带等防护用品。
- 上下班途中,遵守交通规则,确保人身安全。
- 严禁酒后施工、违章操作。
2. 文明施工:- 施工现场保持整洁,及时清理施工垃圾。
- 遵守施工现场管理制度,共同营造文明施工环境。
七、总结本交底旨在提高套筒机械连接施工过程中的安全意识和操作技能,确保施工质量和人员安全。
施工过程中,严格执行本交底内容,共同为项目的顺利推进贡献力量。
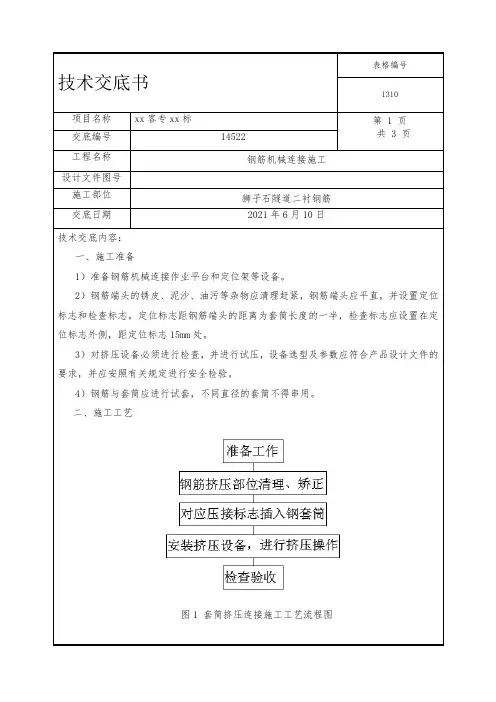
技术交底书表格编号1310项目名称xx客专xx标第 1 页共 3 页交底编号14522工程名称钢筋机械连接施工设计文件图号施工部位狮子石隧道二衬钢筋交底日期2021年6月10日技术交底内容:一、施工准备1)准备钢筋机械连接作业平台和定位架等设备。
2)钢筋端头的锈皮、泥沙、油污等杂物应清理赶紧,钢筋端头应平直,并设置定位标志和检查标志。
定位标志距钢筋端头的距离为套筒长度的一半,检查标志应设置在定位标志外侧,距定位标志15mm处。
3)对挤压设备必须进行检查,并进行试压,设备选型及参数应符合产品设计文件的要求,并应安照有关规定进行安全检验。
4)钢筋与套筒应进行试套,不同直径的套筒不得串用。
二、施工工艺图1 套筒挤压连接施工工艺流程图1)将钢筋插入套筒中,其插入深度应安照钢筋定位标志确定,当钢筋纵肋过高影响插入时,允许进行打磨,但钢筋横肋严禁打磨。
2)在插好钢筋的接头处用压钳进行挤压(需要时压钳用升降器悬挂)。
挤压时,使压模对准钢套筒表面的压痕标志,并使压模压接方向与钢套筒轴线垂直。
接好进回油油管、启动高压油泵并调节好初始油压。
3)操作超高压泵站,达到预定压力并使压痕压至规定深度后,即可卸压退模,压接过程中应始终注意接头两端钢筋轴线的一致。
4)钢筋挤压连接可先在地面上完成一端的压接,再在工作面上完成另一端压接。
三、套筒挤压操作应符合下列规定:1)按标记检查钢筋插入套筒内的深度,钢筋端头离套筒长度中点不应超过10mm。
2)挤压操作时采用的挤压力、压模宽度、压痕直径、挤压后套筒长度的波动范围和挤压道数,均应符合经型式检验确定的技术参数要求3)压模、套筒与钢筋应相互配套使用,压模上应有相对应的连接钢筋规格标记。
4)挤压时挤压机与钢筋轴线应保持垂直。
5)挤压宜从套筒中央开始,并依次向两端挤压。
6)宜先挤压一端套筒,插入待接钢筋后再挤压另一端套筒。
采用必要措施确保钢筋与套筒的同轴、顺直。
图2.挤压连接顺序示意图四、成品保护1.地面半接头连接的钢筋半成品要用垫木垫好,分规格码放整齐。
1.本表由施工单位填写,交底单位与接受交底单位各保存一份。
2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
云南省住房和城乡建设厅印制筑业软件581.本表由施工单位填写,交底单位与接受交底单位各保存一份。
2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
云南省住房和城乡建设厅印制筑业软件581.本表由施工单位填写,交底单位与接受交底单位各保存一份。
2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
云南省住房和城乡建设厅印制筑业软件581.本表由施工单位填写,交底单位与接受交底单位各保存一份。
2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
云南省住房和城乡建设厅印制筑业软件581.本表由施工单位填写,交底单位与接受交底单位各保存一份。
2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
云南省住房和城乡建设厅印制筑业软件581.本表由施工单位填写,交底单位与接受交底单位各保存一份。
2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
云南省住房和城乡建设厅印制筑业软件581.本表由施工单位填写,交底单位与接受交底单位各保存一份。
2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
云南省住房和城乡建设厅印制筑业软件581.本表由施工单位填写,交底单位与接受交底单位各保存一份。
2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
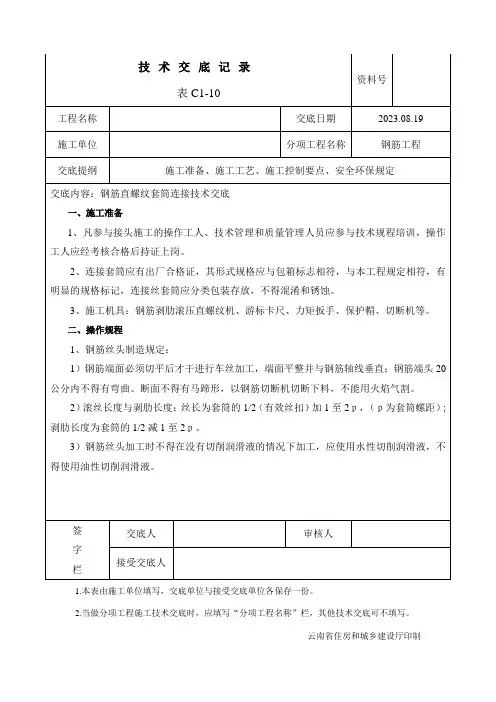
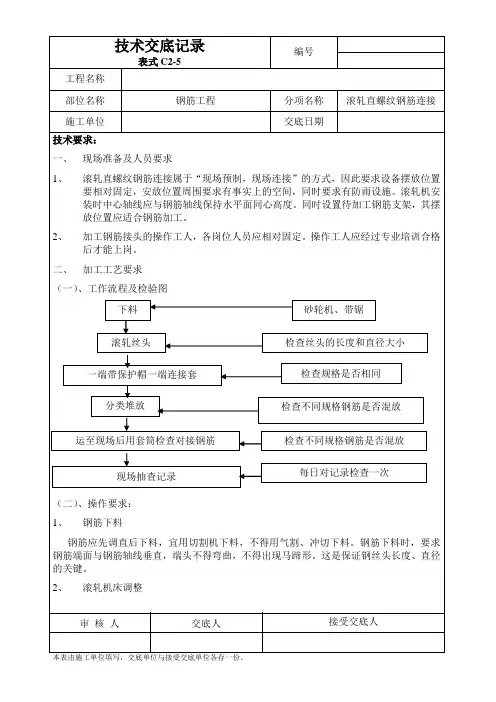
云南省住房和城乡建设厅印制筑业软件 58工程名称 交底日期 2023.08.19 施工单位分项工程名称钢筋工程交底提纲施工准备、施工工艺、施工控制要点、安全环保规定交底内容:钢筋直螺纹套筒连接技术交底见图4-1~图4-4。
图4-1 标准型接头安装 图4-2 正反丝扣型接头安装六、成品保护1、 钢筋丝扣加工完毕,堆放时必须在丝扣上套上塑料保护帽,防止丝扣破坏。
1、施工准备1.1材料及主要机具:1.1.1各种型号钢筋1.1.1直螺纹滚丝机床1.1.3砂轮切割机1.1.4各种规格的塑料帽1.2作业条件:1.2.1所有钢筋应具有出厂合格证及出厂检验报告及进场检验报告。
1.2.2所供套筒具有生产合格证。
2、加工工艺的要求2.1钢筋下料:钢筋应使用砂轮切割机下料,切口端面应与钢筋轴线垂直,不允许有马蹄形或挠曲,不得用冲切下料,不得用电焊、气割等加热方式切断。
这是保证钢筋丝头长度、直径质量的关键。
2.2钢筋丝头的加工:钢筋下料达到质量要求后,可开始加工丝头,加工钢筋直螺纹丝头应在专用的滚丝机床上进行。
2.3加工丝头的检验:(1)丝头螺纹的长度(2)螺纹大、中、小径(3)螺纹牙形2.3.2所加工的钢筋丝头,要逐个检测,自检合格的丝头由技术人员以一个班加工的丝头(500个接头)为一个检验批按10%随机抽样进行检测。
2.3.3加工好的丝头应将两端戴上塑料保护帽,然后按钢筋的不同规格堆放。
2.3.4钢筋连接前,在施工现场滚丝,按每种规格钢筋的接头试件数量不少于3根,由试验员送试验室做静力单向拉伸试验并出具试验报告。
当钢筋连接头达到JGJ107-96要求时,即为合格接头,便可进行钢筋连接施工。
2.3.5检验出不合格的丝头应切除后重新制作。
3、钢筋连接3.1同径连接套3.1.1用扳手或管钳将直螺纹连接套与一端钢筋拧到位,再另一端钢筋与连接套拧到位。
3.1.2当连接水平钢筋时,应从一头往另一头依次拧紧接头,不得从两头往中间连接,以免造成连接质量事故。
3.2正、反丝扣连接套将不能转动的钢筋加工成左旋螺纹,用正、反丝扣连接套(一端为右旋螺纹,另一端为左旋螺纹)将待连接钢筋对上连接套入口,转动连接套即可使钢筋同时旋入连接套。
3.3 连接完成后,质检人员应予以检验,检验方法为:连接完成后套筒两侧外露螺纹长度是否相等且每侧不超过一个完整丝扣。
4、质量要求和注意事项4.1直螺纹连接套的加工质量:4.1.1选用材质要符合规定要求4.2.2直螺纹加工质量符合有关规定4.2钢筋丝头加工质量4.2.1钢筋直螺纹丝头的有效长度及螺纹直径符合规定4.2.2钢筋直螺纹丝头的有效长度内的牙数符合要求标准型丝头长度及对应丝扣数4.3钢筋连接质量用扳手或管钳将直螺纹连接套与钢筋直螺纹丝头拧到位。
钢筋机械连接(技术交底)一、背景介绍在建筑工程中,钢筋是非常重要的一种材料。
在施工过程中,钢筋之间需要通过连接来保持结构的稳定性和完整性。
而传统的钢筋连接方式容易产生接头不紧密的问题,从而影响结构的安全性能。
钢筋机械连接技术的出现,解决了这一难题。
二、钢筋机械连接原理钢筋机械连接,顾名思义,即通过机械的方式连接钢筋。
其原理是通过螺纹来固定连接件和钢筋。
在钢筋的两端分别安装连接件,与之配合的是同螺纹的连接套,连接套是包含有粗螺纹和细螺纹的加工件,粗螺纹与连接件配套,细螺纹与钢筋配套。
在钢筋对接的位置,将两根钢筋分别插入连接套的两端并旋紧,即可使钢筋之间形成一定的张力。
由于连接件和连接套之间的粗螺纹结合,使钢筋之间的张拉力得以尽量利用,从而达到更为紧密的连接效果。
三、钢筋机械连接优点1. 可靠性强钢筋机械连接采用机械连接的方式,连接件和连接套之间配合精确、夹紧力度大,因此钢筋机械连接的可靠性非常强,可以更好地保证建筑结构的稳定性和安全性。
2. 施工方便钢筋机械连接采用机械连接的方式,无需像传统的焊接方式一样进行热处理,有利于施工的快速进行。
而且,钢筋机械连接的连接件和连接套之间并没有固定的规定连接方向,施工过程中操作更为方便。
3. 适用范围广钢筋机械连接可以适用于各种规格的钢筋,且接头不受长度限制,可根据需要进行加长或缩短,适用性非常广泛。
四、钢筋机械连接技术应用钢筋机械连接技术已经广泛应用于建筑工程领域。
例如,在高层建筑的结构设计中,钢筋机械连接可提高连接点承载能力,提高建筑物抗震能力,从而达到更好的抗震效果。
不仅如此,钢筋机械连接也被应用于隧道、桥梁、水利工程等领域。
在这些领域中,钢筋机械连接具有施工方便、操作简单、可靠性强等优点,因此得到广泛的应用。
五、钢筋机械连接技术是钢筋连接领域的重要创新,具有很高的应用价值。
在建筑工程领域,钢筋机械连接技术能够保证建筑结构的安全性,提高抗震能力,有利于工程的长期稳定使用。
目录1、编制依据及范围 (2)1.1编制依据 (2)1.2编制范围 (2)2、工法特点 (3)2.1强度高 (3)2.2拼装速度快 (3)2.3应用范围广 (3)2.4适应性强 (3)2.5性能稳定 (3)3、施工工艺原理 (3)4、工艺流程 (4)5、施工方法 (4)5.1钢筋下料及切割 (4)5.2钢筋剥肋滚丝及半成品检验 (5)5.3成品的保护及运输 (5)5.4直螺纹套筒选用 (5)5.5钢筋现场连接及检验 (5)5.6现场抽查与验收 (6)6、施工材料及机械设备 (7)6.1施工材料 (7)6.2机械设备 (7)7、劳动力组织 (7)8、质量控制措施 (8)8.1质量标准 (8)9、施工安全控制措施 (9)10、施工环保措施 (9)直螺纹套筒连接作业指导书1、编制依据及范围1.1编制依据(1)《后围寨立交尚航路主线(辅道)桥梁工程》施工图。
(2)《钢筋机械连接技术规程》(JGJ107-2019)。
(3)《钢筋混凝土用钢第2部分:热轧带肋钢筋》(GB1499.2-2019)。
(4)中国中铁股份有限公司发布的《中国中铁股份有限公司施工现场直螺纹钢筋机械连接质量标准卡控红线》(中铁股份安质{2019}83号)。
1.2编制范围陕西省西咸新区沣东新城后围寨互通式立交尚航路主线(辅道)桥梁工程所有HRB400:( 18~32mm)带肋钢筋连接施工。
2、工法特点直螺纹套筒连接具有以下特点:2.1强度高钢筋剥削螺纹后所得截面积大于钢筋原截面积,即螺纹不削截面,从而确保接头强度大于钢筋母材强度,满足(JGJ107—2019)《钢筋机械连接技术规程》标准。
2.2拼装速度快直螺纹套筒短,螺纹丝扣数少,连接时将套筒套在钢筋上用普通扳手拧紧即可,大大降低劳动强度,节约时间。
钢筋对接拼装速度大大加快,施工效率明显提高。
2.3应用范围广可用于弯曲钢筋,钢筋笼等不能转动钢筋的场合,在狭小的场地施工或钢筋排列较密集处也能灵活操作。
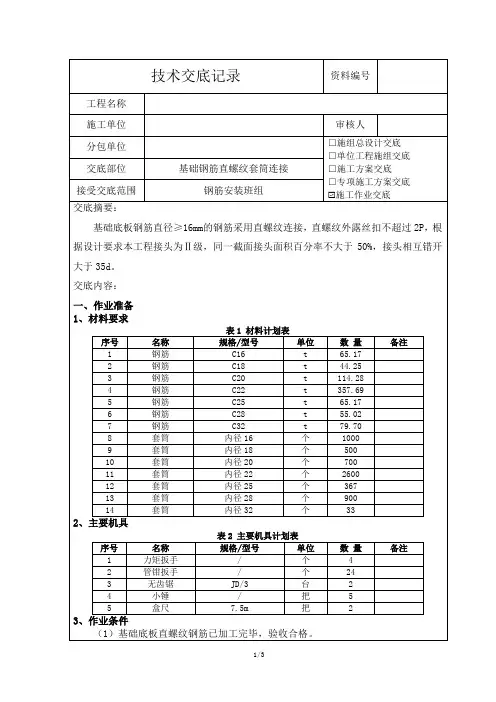
工程名称重庆轨道交通环线冉家坝站东、西侧风亭组施工合同编号环线-工程-土-2013-182-004单位(子单位)工程名称2#风井施工单位重庆松龙建筑(集团)有限公司分部工程名称钢筋工程分项工程名称机械连接交底部位交底时间交底内容:1、材料准备:图纸要求直径d≥22mm的受力筋的接长采用机械连接,连接套筒应有出厂合格证,一般为低合金钢或优质炭素结构钢,其抗拉承载力标准值应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套筒应有保护盖,保护盖上应注明套筒的规格。
套筒在运输、储存过程中,要防止锈蚀和沾污。
套筒尺寸偏差及精度要求套筒直径D 外径允许偏差长度允许偏差螺纹精度≤50 ±0.5 ±0.5 6H/GB197-81>50 ±0.01D ±0.5 6H/GB197-81套筒出厂质量检验要求序号检验项目量具名称检验要求1 外观质量目测表面应无裂纹和影响接头质量的其它缺陷2 外型尺寸卡尺或专用量规长度及外径应满足图纸要求3 螺纹尺寸通端螺纹赛规能顺利连接套筒并达到旋合长度止端螺纹赛规赛规允许从套筒两端部分旋合,旋入量不应超过3P常用连接套筒有四种形式,分别是标准型套筒、正反丝扣型套筒、变径型套筒、可调型套筒。
标准型套筒主要用于相同直径可转动钢筋的连接;正反丝扣型套筒用于两端钢筋不能转动但至少有一根钢筋可以轴向移动的钢筋连接,如拐铁钢筋的施工;变径型套筒用于不同直径钢筋的连接;可调型套筒用于两端不能转动的钢筋连接,也可用于拐铁处钢筋连接。
当两端钢筋轴向位臵不能移动时,只能使用此种拉头形式,如在两个预制大型混凝土结构连接施工中的钢筋对接。
2.2技术准备:在进行钢筋翻样时,应综合考虑以下几个问题:1)滚压直螺纹接头的混凝土保护层厚度应满足现行国家标准《混凝土结构设计规范》中受力钢筋保护层最小厚度的要求,且不得小于15mm。
2)受力钢筋滚压直螺纹接头位臵应相互错开。
1 钢筋端面平头检查被加工钢筋是否符合设计要求,然后将被连接钢筋用砂轮片切割机切断,使钢筋端面平整并与钢筋轴线垂直。
如果用钢筋切割机下料,在加工螺纹前应用砂轮片切割机切除端头3cm以上。
2 剥肋滚轧螺纹钢筋直螺纹滚轧设备经调试运转正常后,方可加工直螺纹丝头。
本工程拟采用剥肋滚轧工艺加工直螺纹丝头,经剥肋后的钢筋端部直径不宜小于钢筋的内径,以满足钢筋剥肋滚轧直螺纹连接接头的强度和变形。
加工完成后需将端口打磨平整。
3 丝头质量检验加工的钢筋端头螺纹牙形,螺距等必须与连接套牙形、螺距一致,并经配套的量规检测合格后方能使用。
操作工人应按要求逐个检查钢筋端头螺纹的外观质量;质检人员对加工完的丝头应逐个进行自检,不合格的丝头应要求切去重新加工经再次检验合格后方可使用。
4 带帽保护、存放待用已检验合格的丝头应立即戴上塑料保护帽或拧上连接套筒加以保护,塑料保护帽应足够长且能戴紧,防止装卸时掉落或损坏,并按规格分类堆放整齐。
按规格型号及类型进行分类码放。
5 钢筋就位将丝头检验合格的钢筋(丝扣干净、完好无损)搬运至待连接处。
6 接头拧紧接头的连接用力矩扳手进行施工。
将两个钢筋丝头在套筒中间位置相互顶紧,接头拧紧力矩应符合下表规定。
力矩扳手的精度为±5%。
接头拧紧力矩值钢筋直径/mm≤16 18~2022~2528~32拧紧力矩值/(N.m)100 200260 320 注:当不同直径的钢筋连接时,拧紧力矩值按较小直径钢筋的相应值取用。
7 作标记及对接头及拧紧力矩连接钢筋时可用普通扳手旋合接头到位,检验单边外露有效丝扣数在1-1.5丝之内。
钢筋接头拧紧后,质检人员应进行拧紧力矩值检查,对已经拧紧的接头作标记,与未拧紧的接头区分值进行开。
检查。
(二)质量控制要点钢筋加工要求钢筋直16 18 20 22 25 28 32径CM*t 15.6*2.5 17.6*2.5 19.6*2.5 21.6*2.5 24.6*3 27.6*3 31.6*3 L(mm)>21 >23 >25 >27 >29 >33 >36完整丝扣数8~9 9~10 10~11 11~12 10~11 11~12 12~13 (丝)钢筋滚轧螺纹加工的基本尺寸钢筋直径16 18 20 22 25 28 32C大径15.6 17.6 19.6 21.6 24.6 27.6 31.6 中径14.623 16.623 18.623 20.623 23.623 26.623 30.623 小径13.2 15.2 17.2 19.2 22.2 25.2 29.2查,套筒表面应无裂纹和其它肉眼可看见的缺陷,用专用的螺纹检验塞规,通规应能顺利的旋入,止规允许旋入长度不得超过2P(P代表螺纹螺距=2.5/3mm)。
中铁二十局集团有限公司沪昆铁路客运专线TJ2
技术交底
年月日
工程名称钢筋套筒机械连接技术交底交底地点
交底组织单位隧道九队交底负责人
施工单位接收负责人
钢筋套筒机械连接技术交底
钢筋套筒机械链接
1. 工艺流程
钢筋下料→钢筋套丝→接头工艺检验→钢筋连接→质量检查
2.操作工艺
(1)钢筋下料
钢筋应先调直后下料,宜用切割机下料,不得用气割下料。
钢筋下料时,要求钢筋端面与钢筋轴线垂直,端头不得弯曲,不得出现马蹄形。
(2)钢筋套丝
①套丝机必须用水溶性切削冷却润滑剂,当气温低于零下时,应掺入15%~20%的亚硝酸钠。
不得用机油润滑。
②钢筋丝头的牙形、螺距必须与连接套的牙形、螺距相吻合,有效丝扣内的秃牙部分的累计长度小于一扣周长的1/2。
如图1所示。
图1:丝头质量检验示意图
③检查合格的丝头,应立即将其一端拧上塑料保护帽,另一端拧上连接套,并按规格分类堆放整齐待用。
④经自检合格的钢筋丝头,应对每种规格加工批量随机抽检10%,且不少于10个。
如
果一个丝头不合格,即应对该加工批全部检查,不合格丝头应重新加工,经再次检验合格后方可使用。
(3)接头的工艺试验
钢筋连接工程开始前及施工过成中,应对每批进场钢筋进行接头工艺检验,工艺检验应符合下列要求:
①每种规格的钢筋接头试件不应少于3根。
②对接头试件的钢筋母材应进行抗拉强度试验。
③三根接头试件的抗拉强度均应满足现行国家标准《钢筋机械连接通用技术规程》的规定。
(4)钢筋链接
①连接套规格与钢筋规格必须一致。
②连接之前应检查钢筋螺纹是否完好无损,钢筋螺纹丝头上如发现杂物或锈蚀,可用钢丝刷清除。
③对于标准型和异径型接头链接:首先用力矩扳手将连接套与一端的钢筋拧到位,然后再将另一端的钢筋拧到位,其操作见图2(a)所示;活连接型接头连接:先对两端钢筋向连接套方向加力,使连接套与两端钢筋丝头挂上钩,然后用力矩扳手旋转连接套,并拧紧到位,其操作见图2(b)所示。
在水平钢筋连接时,一定要将钢筋托平对正后,再用力矩扳手拧紧。
图2:标准型和异径型接头连接
④被连接的两钢筋断面应处于连接套的中间位置,偏差不大于一个螺距,并用力矩扳手拧紧,使两钢筋端面顶紧。
编制:复核:。