钛管焊接时接头的保护
- 格式:pdf
- 大小:148.54 KB
- 文档页数:3
浅谈TA2(钛管)的焊接发表时间:2020-11-05T07:56:51.718Z 来源:《防护工程》2020年20期作者:咸世瀚[导读] (1)成型焊区高温热及气体保护的影响。
在常温下,TA2性能较稳定,高温下,特别是在施焊过程中,钛与氧、氢、氮反应的速度极快,根据有关资料介绍,TA2在施焊过程中,温度在300℃以上时能快速吸氢、温度在400℃以上时能快速吸氧、温度在600℃以上时能快速吸氮,而在空气中的氧化最为敏感。
中油吉林化建工程有限公司吉林吉林 132021摘要:由于TA2的活泼性较强,从而在实施钛管的焊接上,对焊接温度的控制、保护气体的保护效果、焊接环境等方面要求较严格,稍有不慎,将给焊接质量造成较大影响,严重时将导致产品的报废。
实践证明:通过进行对影响焊接质量的主要因素分析,确定焊接关键过程,加强对焊接过程中的环境、人员、焊接参数及方法的控制,能有效地保证钛合金管材料的焊接质量得到更进一步的提高,防止焊接废品的出现。
关键词:TA2;钛管;焊接温度;保护气体;质量1引言我公司于吉化电石厂(103厂)在建的中国吉林石化公司电石厂丙烯酸及酯废水治理项目施工中使用了抗腐蚀性能优异的TA2钛管,管径为Φ25~Φ89,壁厚为2.5mm~3.5mm,管线总长为139m。
常温下,工业纯钛的屈服极限及抗拉强度偏低,但塑性及韧性性能良好,抗腐蚀性能优良,而且可焊性好,其线胀系数和导热系数都较小。
TA2是一种活泼性较强的金属,在高温下对氧、氢、氮等气体具有极大的亲和力,即吸收和溶解气体的能力很强,特别是在焊接过程中,这种能力伴随着焊接温度的升高,而表现得尤为强烈。
实践证明,焊接时如果对钛合金与氧、氢、氮等气体的吸收和溶解不加以控制,最终将导致产品的报废。
所以,以上现象的产生,无疑给钛管接头的施焊工作和焊接质量带来了极大的困难和影响。
因此,在钛管接头的焊接上,必须加以有效的预防和控制,以满足焊接上的质量要求。
工业钛管焊接工法工业钛管焊接工法引言:在工业领域中,钛管的使用越来越普遍。
钛具有优异的耐腐蚀性、高强度、低密度等特点,使其广泛应用于航空航天、化工、医疗等领域。
然而,由于其特殊性质,钛的焊接工艺相对较为复杂。
本文将介绍工业钛管焊接的一些常用工法,并探讨其特点和注意事项。
一、焊接工法及特点:1. 氩弧焊接法:氩弧焊接法是目前工业钛管焊接最常用的方法之一。
其特点是焊接过程稳定,气氛保护良好,焊接口质量较高。
在氩气保护下,采用直流或交流电弧进行焊接,通过熔化焊条和基材表面形成液态金属池,然后使其冷却凝固,形成焊接接头。
氩弧焊接法的优点是焊接接头质量高,焊缝表面光滑,适用于薄壁钛管的焊接。
2. 等离子焊接法:等离子焊接法是一种高功率能量集中区的焊接方法,适用于较厚且壁厚不均匀的钛管。
等离子焊接利用高能电弧产生的等离子体来提供熔化焊条和基材所需的热量,通过高功率电弧激发成气体离子,再让离子与零件表面的金属原子相撞击,使其发生热交换并熔化。
这种焊接方法可以在大功率下实现高速焊接,适用于大规模焊接作业。
3. 焊锡焊接法:焊锡焊接法适用于工业钛管与其他材料的连接。
该方法主要是先在钛管和另一种金属表面涂敷焊锡,然后通过加热使焊锡熔化并与两种金属融合。
焊锡焊接法具有焊接速度快、连接强度高、气氛保护良好等优点。
然而,由于钛的反应性较强,焊锡焊接时需要注意选择化学性能符合要求的焊锡。
二、焊接注意事项:1. 气氛保护:钛具有强烈的化学性质,在高温条件下非常容易氧化。
因此,在焊接过程中必须采取有效的气氛保护措施,以保持焊接区域的稳定与纯净。
常用的气氛保护方法包括氩气保护和真空保护。
选择气氛保护方法时需要考虑工艺要求和成本效益。
2. 清洁作业环境:焊接区域应保持干净、整洁,避免灰尘、油污等杂质的污染。
因为这些杂质会在焊接过程中生成气体,影响焊缝质量和气氛保护效果。
3. 控制焊接温度:对于工业钛管来说,焊接温度是十分关键的因素。
钛材管件一管子对焊常见缺陷及防范措施1 概述钛装备主要应用于石油、化工和热能电站等工业部门。
而钛管件(如弯头、三通及异径管等)与管子的连接是其重要组成部分。
根据多次调查,钛装备(由于有其特殊的使用性能。
应用日益广泛)中管件与管子连接处事故率较高,这与该处断面工况条件陡变。
受力较为恶劣有关。
2 材料焊接缺陷分析2.1 性能与特点钛在885℃时发生同素异构转变。
在885℃以下为密排六方晶格结构,称为a钛(工业纯钛为此类,本文重点研究对象)。
在885℃以上为体心立方晶格结构,称为J3钛。
钛合金的同素异构转变温度则随加入的合金元素种类和含量不同而变化。
工业纯钛根据其杂质(主要是氧和铁)含量以及由此而引起的强度差别分为TA1、TA2、TA3三个牌号。
它们具有良好的耐蚀性、塑性和韧性,但对其加工性、焊接性要求较高。
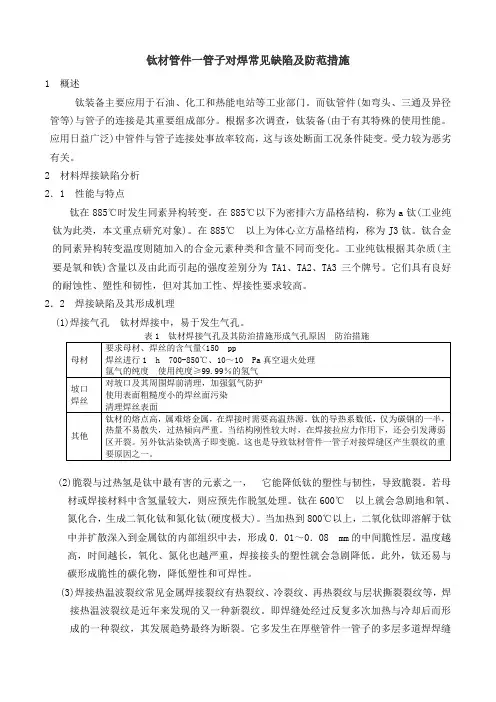
2.2 焊接缺陷及其形成机理(1)焊接气孔钛材焊接中,易于发生气孔。
(2)脆裂与过热氢是钛中最有害的元素之一,它能降低钛的塑性与韧性,导致脆裂。
若母材或焊接材料中含氢量较大,则应预先作脱氢处理。
钛在600℃以上就会急剧地和氧、氮化合,生成二氧化钛和氮化钛(硬度极大)。
当加热到800℃以上,二氧化钛即溶解于钛中并扩散深入到金属钛的内部组织中去,形成0.01~0.08 mm的中间脆性层。
温度越高,时间越长,氧化、氮化也越严重,焊接接头的塑性就会急剧降低。
此外,钛还易与碳形成脆性的碳化物,降低塑性和可焊性。
(3)焊接热温波裂纹常见金属焊接裂纹有热裂纹、冷裂纹、再热裂纹与层状撕裂裂纹等,焊接热温波裂纹是近年来发现的又一种新裂纹。
即焊缝处经过反复多次加热与冷却后而形成的一种裂纹,其发展趋势最终为断裂。
它多发生在厚壁管件一管子的多层多道焊焊缝区域上(主要在熔合区附近)或焊缝修补之处。
其特征是裂纹区域材质性能发生变化(尤其是塑性、韧性降低),晶粒松弛,晶格歪扭。
有局部硬化现象,有时裂纹旁边伴有若干更细微裂纹。
它发生的滞后性强,其隐蔽性危害性比冷裂纹更大。
钛管焊接特点
钛管焊接的特点有:
1. 高熔点:钛的熔点约为1668℃,因此焊接钛管需要采用高
温焊接技术,如电弧焊和激光焊。
2. 易氧化:钛容易与氧气反应生成氧化钛,导致焊接质量下降。
因此在焊接过程中需要保持良好的气氛,常用的保护气体有惰性气体如氩气。
3. 特殊焊接材料:钛与常用的焊接材料如钢和铝有很大的化学反应活性差异,因此需要使用专门的焊接材料,如钛焊丝和钛焊条。
4. 热影响区(HAZ)狭窄:由于钛的导热性能较差,焊接时
会产生较大的焊接热影响区,容易导致焊接接头局部变硬。
因此需要控制焊接参数,避免对焊接接头造成过大的热影响。
5. 高强度和耐腐蚀性:钛管具有较高的强度和耐腐蚀性,能够在高温和腐蚀环境下工作。
焊接钛管需要保证焊缝的强度和耐腐蚀性能,需进行适当的焊后热处理和腐蚀防护。
钛管道的焊接摘要:本文在充分分析钛金属焊接性能的基础上,根据钛金属的焊接特点,着重介绍了钛金属焊接过程中应该注意的事项,详细论述了钛金属焊接前、焊接过程中以及焊接完成以后采取的各类防护措施,为以后同类产品的成功焊接提供必要的参考和借鉴关键词:活动对口卡具、外保护气体托罩、内保护紫铜防护气罩、全管道保护紫铜皮气罩、气体置换、保护气体检测、铁污染检测等1 前言钛金属因其优异的力学性能和耐腐蚀性能,正日益被航天、造船和石化等行业广泛应用;但是,由于钛金属具有较强的的高温化学活性,也使其成为一种较难焊接的一种金属。
本文结合我国近年来石油化工装置建设中的钛管道实践,对施工现场的钛管道焊接进行了探讨。
2 钛金属的特性钛是一种银白色金属,具有密度小、熔点高、线膨胀系数小和导热性差等特点。
钛与氧的亲和力很强,在室温条件下就能在表面生成一层致密而稳定的氧化簿膜,由于氧化簿膜的保护作用,从而使钛具有了良好的耐酸、碱腐蚀性能。
钛通常有两种晶格结构,在882℃以下为密排六方晶格结构,称为α钛;在882℃以上为体心立方晶格结构,称为β钛。
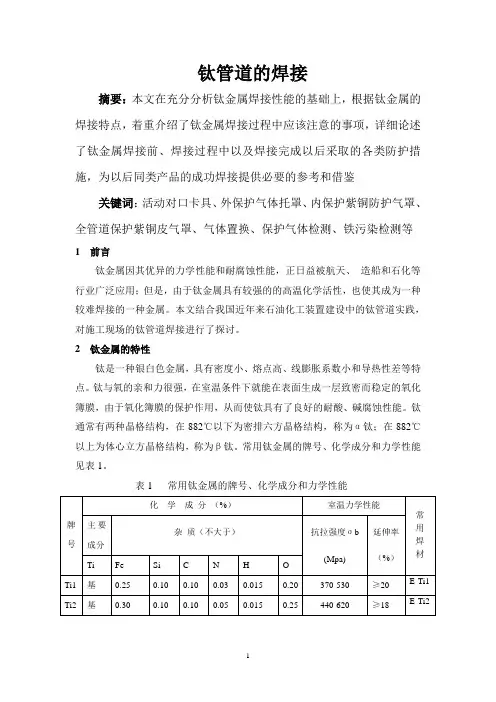
常用钛金属的牌号、化学成分和力学性能见表1。
表1 常用钛金属的牌号、化学成分和力学性能钛金属在常温下的化学性能比较稳定,但随着环境温度的升高,其化学活性急剧增大,对空气中氧、氮、氢等杂质的吸收能力也随之急剧增强,在固态下就有很强的吸收各种气体的能力。
研究资料表明,钛从250℃开始吸收氢,从400℃开始吸收氧,从600℃开始吸收氮,且随着温度的提高,其吸收能力也随之增强。
当钛金属在吸收了一定数量的氧、氮、氢等气体杂质之后,其屈服极限和延伸率等性能将急剧下降。
3 钛金属的焊接性分析3.1 焊接脆化分析虽然钛金属在常温下化学性能比较稳定,但在焊接过程中,由于熔池金属、液态熔滴和熔合区及热影响区均处于高温状态,故其化学活性急剧增大,具有极强的吸收空气中氧、氢、氮等杂质的能力。
当钛金属在焊接过程中吸收了一定数量的氧、氢、氮等杂质后,其焊接接头性能将产生以下变化:(1)钛金属在高温焊接状态下吸收的氧,将熔入金属晶格间隙,形成间隙固溶体使金属晶格发生畸变,增大晶粒滑移阻力,产生固溶强化,从而导致焊缝金属变脆、韧性下降。
钛及钛合金管氩弧焊焊接保护罩设计摘要:目前,随着社会的发展,我国的机械工程的发展也越来越迅速。
钛合金由于其优异的综合性能而成为航空、航天以及化学工业等特殊装备制造的重要材料,称之为“太空金属”。
但是,在高温下,钛合金强烈吸收氧气、氮气和氢气,钛会从250℃开始吸收氢,从400℃开始吸收氧,从600℃开始吸收氮,随着温度不断升高,钛会吸收更多的气体。
钛合金焊接过程中焊缝高温区气体的保护将直接影响到焊接后的材料性能,成为确定防护效果的关键。
当焊缝高温区保护效果好时,焊缝表面呈银白色,随着高温区保护效果变差,焊缝表面会渐渐出现黄色、紫色和蓝色,当保护效果最差时甚至能够出现彩色。
由此可见,在钛合金焊接过程中气体保护尤为重要。
近些年,钛合金焊接气体保护技术获得国内外研究学者广泛关注,与此同时,有关钛合金焊接气体保护技术的专利申请数量也逐年增多。
通过对钛合金焊接气体保护专利文献的阅读、分类、总结,发现主要通过以下途径来增强钛合金气体保护效果:改变喷嘴结构、加入托罩、使用真空箱或惰性气体箱、调整保护气体种类和含量、焊缝正反面气体保护,本文重点介绍其中三个方法的专利发展情况。
关键词:钛及钛合金管氩弧焊;焊接保护罩;设计引言钛及钛合金是二十世纪四十年代末开始发展起来的一种优良的工业金属材料,其主要特点是密度小、比强度高、耐腐蚀、耐高温以及良好的低温性能,并且具有某些特殊的物理、化学特性,如超导、记忆、储氢等特殊功能,因此在宇航、航空、化工、石油、冶金、电力、医疗等领域得到了广泛的应用。
1钛及钛合金的焊接性分析由上述钛的物理化学性质可知,钛的熔点高于不锈钢,比热容大于不锈钢,化学活性大于不锈钢,因此钛材的焊接相较不锈钢来说有更高的要求。
钛及其合金在高温下对氧、氮、氢和碳等具有极大的亲和力,液态的熔池和熔滴金属如得不到有效保护,则更容易受到空气等杂质的玷污,脆化程度更严重,给焊接带来困难。
同时,钛合金导热性差,电阻系数大,焊接时产生的热量多,热容大,不容易散失,熔化焊时需要用惰性气体或在真空状态进行保护。
小直径TA2钛合金管氩弧焊焊接接头全罩氩气浸没式保护施工工法一、前言小直径TA2钛合金管氩弧焊焊接接头全罩氩气浸没式保护施工工法,是一种在工程建设中常用的焊接工艺。
氩弧焊是一种高质量的焊接方法,通过在焊接接头周围形成有效的保护层,防止了氧气和水蒸气对焊接接头的污染,在焊接过程中保持接头的纯净度。
二、工法特点1.全罩氩气保护:通过在接头周围形成全罩氩气保护层,保持焊接接头的纯净度,防止污染。
2.氩弧焊:采用氩弧焊机进行焊接,焊缝质量高,焊接接头牢固可靠。
3.小直径管道:适用于小直径的钛合金管道焊接,满足工程需求。
三、适应范围该工法适用于小直径TA2钛合金管道的焊接工程,如石化、化工等工业领域中的管道系统。
四、工艺原理该工法通过全罩氩气保护和氩弧焊技术实现对小直径TA2钛合金管道接头的焊接。
在施工过程中,采取了以下技术措施:1.将氩气从焊头喷嘴注入到焊接接头所在位置,形成全罩保护层,防止污染和氧化。
2.使用氩弧焊机进行焊接,确保焊缝的质量。
3.控制焊接电流和焊接速度,保证焊接接头的牢固性和完整度。
五、施工工艺1.准备工作:清理管道表面,除去杂质和污物,确保焊接接头的纯净度。
2.安装焊接设备:安装氩弧焊机和氩气喷嘴。
3.调试设备:调试焊接设备,确保焊接电流和焊接速度的准确控制。
4.焊接接头: 采用全罩氩气保护,进行氩弧焊焊接。
5.质检工作: 对焊接接头进行质量检测,确保焊接接头的牢固性和完整性。
六、劳动组织施工工法需要配备合格的焊工、助手和检测人员,严格按照施工工艺要求进行工作。
七、机具设备该工法所需的机具设备包括氩弧焊机、氩气喷嘴、焊接电源、焊接材料等。
八、质量控制1.在焊接过程中,严格控制焊接电流和焊接速度,确保焊接接头的质量。
2.进行焊接接头的质量检测,包括外观检查、尺寸检测、焊缝质量检测等。
九、安全措施1.施工人员必须戴好防护设备,包括防护眼镜、防火服等。
2.对焊接设备进行安全操作,避免意外发生。
小直径TA2钛合金管氩弧焊焊接接头全罩氩气浸没式保护施工工法小直径TA2钛合金管氩弧焊焊接接头全罩氩气浸没式保护施工工法一、前言由于小直径TA2钛合金管在化工、航空航天等行业的应用越来越广泛,对其焊接接头的质量和可靠性要求也越来越高。
本文将介绍一种小直径TA2钛合金管氩弧焊焊接接头全罩氩气浸没式保护施工工法,该工法具有较高的施工质量和效率,适用范围广泛。
二、工法特点该工法采用全罩氩气浸没式保护施工,能够提供优质的保护环境,防止氧气和水分的侵入,有效降低接头的氢含量。
同时,通过氩弧焊接工艺,实现了接头的高强度焊合,确保了接头的牢固性和可靠性。
三、适应范围该工法适用于直径小于40mm的TA2钛合金管焊接接头。
在石油、化工、航空航天等行业的管道系统中,该工法被广泛应用于焊接接头的制作。
四、工艺原理该工法采用全罩氩气浸没式保护施工,首先将待焊接的管道末端加工成V形坡口,然后使用氩弧焊接技术进行焊接。
在焊接过程中,通过喷嘴向焊缝区域持续喷射保护氩气,形成一定的氩气环境,避免氧气和水分的侵入。
同时,通过调整焊接电流和焊接速度,使焊条与管道接触后产生高温,形成焊接池,实现接头的牢固焊接。
五、施工工艺1. 准备工作:清理管道末端和坡口,确保表面干净,消除杂质;2. 制作坡口:根据设计要求,将管道末端加工成V形坡口;3. 安装设备:安装氩气供应设备和焊接设备;4. 焊接施工:将焊条与管道接触,调整焊接电流和焊接速度,实现接头的焊接;5. 焊接完成:检查焊缝的质量,如有问题,及时进行修补或更换。
六、劳动组织在施工过程中,需要有经验丰富的焊工进行操作,同时配备相关的劳动人员进行协助和支持。
七、机具设备该工法所需的机具设备包括氩气供应设备、气瓶、焊接设备、焊条、喷嘴等。
这些设备具有良好的性能和稳定性,能够保证施工过程的顺利进行。
八、质量控制为了保证施工质量,需要进行焊缝质量检测,包括焊缝的缺陷检测和尺寸测量。
如果检测发现问题,需要及时进行修补或更换。
一种钛及钛合金管氩弧焊焊接用保护罩及其使用方法钛及钛合金管氩弧焊焊接用保护罩是一种在焊接过程中用于保护焊接区域的装置。
钛及钛合金管在氩弧焊过程中容易受到氧气和水蒸气的污染,因此需要一个能够提供保护性气氛的环境。
保护罩的主要功能是防止氧气和水蒸气进入焊接区域,从而保证焊缝质量。
下面介绍一种常见的钛及钛合金管氩弧焊焊接用保护罩及其使用方法:1.保护罩的材质:保护罩通常由不锈钢或其他耐高温材料制成。
这些材料能够抵御高温和腐蚀,保护焊接区域免受外界环境的影响。
2.保护罩设计:保护罩通常为圆筒状,上部开孔用于加入保护性气体,下部为焊接区域的开口。
保护罩的上部还可以连接气源管道和压力控制阀,以便控制保护性气氛的流动和压力。
3.保护罩的安装:将保护罩放置在焊接区域上方,并使用夹具或夹子将其固定在适当的位置。
保证保护罩与管道之间没有间隙,以防止氧气和水蒸气进入。
4.使用保护罩前的准备工作:在使用保护罩之前,需要先准备好保护性气体。
一般来说,氩气是最常用的保护性气体,因其不易与焊接区域发生化学反应。
确保氩气的纯度和流量满足要求,并通过压力控制阀调节流量。
5.使用保护罩进行焊接:在准备工作完成后,将氩气通过上部开孔进入保护罩,并通过下部开口流出。
保护罩内的保护性气氛将包围焊接区域,阻止外界氧气和水蒸气进入。
然后可以进行氩弧焊焊接过程,确保焊缝质量。
6.焊接完成后的处理:在完成焊接后,关闭氩气源,并等待一段时间让保护罩中的氩气排出。
然后可以将保护罩移除,并进行后续的焊接检查和处理。
总结:钛及钛合金管氩弧焊焊接用保护罩是一种保护焊接区域免受氧气和水蒸气污染的重要装置。
使用时需要选择合适的保护罩材质,正确安装并使用保护性气体进行操作。
以上介绍的保护罩及使用方法可以有效提高焊接质量,确保焊缝的完整性和强度。
钛管焊接工艺钛管作为一种高强度、耐腐蚀的材料,在航空航天、海洋开发、医疗设备等领域得到广泛应用。
然而,钛管的焊接工艺相对较为复杂,需要严格的操作流程和技术要求,以确保焊接质量和性能。
针对不同的焊接要求,钛管可以采用多种焊接方法,包括TIG、Plasma、EBW等。
其中,TIG焊接是一种常用的钛管焊接方法,以下将具体介绍其焊接工艺。
一、钛管焊前准备1. 确认管材的品种和规格,检查管壁是否有裂纹、缺陷等。
2. 制备净化材料,包括刮刀、酒精、甲醇、醋酸、清洁剂等。
3. 清理工作面和焊缝区域,去除油污、氧化层、锈迹等。
二、焊接工艺流程1. 切割管材和配合工件,使得工件在焊接时能够自然形成正确的排水流向。
2. 按照工艺要求进行热处理,以排除残余应力和提高形变能力。
3. 确认焊接参数,包括焊接电流、电压、氩气流量、焊接速度等。
4. 进行净化处理,用刮刀刮除管壁表面的氧化物和杂质,使用酒精或甲醇清洁。
5. 进行静电除尘处理,以防止杂质附着在焊接面上。
6. 准备焊接设备,放置氩气瓶、TIG焊机、手工焊具等。
7. 开始焊接,控制焊接速度和温度,注意熔池和钛管表面的熔合情况。
8. 焊接完毕后,用慢速冷却方式使接头恢复冷静状态,同时使用排水装置排除内部余烟或杂质。
三、注意事项1. 在进行钛管焊接前,必须了解该材料的物理特性和化学性质,严格按照工艺要求进行操作。
2. 焊接过程中应加强观察,及时调整熔池形状和温度,防止熔深过大、焊缝熔穿等质量问题。
3. 使用氩气保护,保证焊接过程中焊缝不受氧化影响。
4. 小心操作、避免割伤、烫伤等危险。
综上所述,钛管焊接是一项技术要求较高的工艺,需要操作者具备相关的专业知识和技能,以确保焊接质量和性能。
正确选择焊接方法、严格按照工艺流程操作,并注意安全事项,将有助于提高焊接质量和效率,为行业的发展和应用提供更好的材料保障。
在焊接钛时所注意的事项● 纯钛是一种银白色金属882.5℃以下它具有密排六方结构(α相),高于此温度,发生℃同素异构转变,成为体心立方结构(β相)。
α-Ti 882.5 β-Ti● 钛与氧的化学亲合力强,甚至在室温下其清洁的表面也会迅速地形成稳定而坚韧的氧化层这种行为产生自然钝化,因而钛具有良好的耐盐、耐氧化性酸和无机酸腐蚀性能。
● 在退火状态下工业纯钛的抗拉强度为350~700MPa ,伸长率为20~30%,冷弯角80o ~130o 具有良好的低温性能。
● 钛的热膨胀系数和导热率小,具有良好的焊接性。
● 工业纯钛:根据最低的力学性能和最大的间隙杂质含量来分类。
TA1、TA2、TA3。
● α钛合金:是一种固溶强化钛合金TA4、 TA5、TA6……TA19。
● β钛合金:含β相稳定元素百分率高(实际上不是单相钛合金),α相转变非常缓慢,室温显微组织几乎全部为β相,可通过热处理来提高强度,优良的成形性能和加工性能,焊接性一般TB2、TB3…..TB6。
● α +β钛合金:可用固溶—时效热处理进行强化,含有α稳定元素和少量的β相稳定元素。
TC1、TC2…TC12。
● α相稳定元素:可以大量固溶在α相中扩大α区的元素Al 、O 、N 。
● β相稳定元素:可以大量固溶在β相中扩大β区的元素V 、Mo 、Co 、Cr 、Fe 、Mn 、H等。
气体等杂质污染而引起焊接接头脆化:常温下,钛及其合金比较稳定,随着温度的升高,钛及其合金吸收氧、氮及氢的能力也随之上升。
①氧的影响:从400℃开始吸氧,600℃快速吸氧,氧以间隙固溶体的形式存在,晶格畸变固溶强化,导致钛及其合金强度提高、塑性韧性下降。
焊缝含氧量随保护气体中的氧含量增加而直线上升。
在α钛中最大固溶量为14.5%。
在β钛中最大固溶量为1.8%。
含氧量越高固溶强化越严重。
氧会导致钛合金氧化,钛是一种活性元素,当钛及其合金表面为银白色和浅黄色时钛合金几乎未发生氧化;当钛及其合金表面为青灰色是中度氧化;为黑色和出现白色粉末时是严重氧化。
探讨钛管焊接技术措施与工艺控制要点本文首先介绍了钛的焊接性,然后分析了钛管焊接技术措施,最后探讨了钛管焊接工艺控制要点。
标签:钛管焊接;技术措施;工艺控制;要点钛及钛合金是一种优良的金属结构材料,与钢相比具有密度小(约4.5g/cm2)、抗拉强度高、比强度大等特点,在300~500℃高温下钛合金仍具有足够高的强度和良好的高温性能,在航空、航天、石油化工、造船等工业部门日益获得广泛的应用。
在化工烧碱项目中就有TA2管道安装。
1 钛的焊接性1.1钛的熔点为1668℃,密度小,导热系数低。
焊接时,焊缝区易产生粗大晶粒,形成过热组织而使塑性下降;焊接冷却较快又易产生不稳定的脆性钛马氏体,同样使得焊接接头的塑性下降,焊接施工中,对线能量和冷却速度要严格控制。
1.2钛的弹性模量小,焊接变形大;冷变形的回弹能力大成形困难。
要采取措施预防变形。
1.3常温下钛的化学性质稳定,耐腐蚀性强。
当达到熔融状态时,钛能够与周围气态元素氢、氧、氮、碳发生剧烈的化学反应,生成化合物,从而严重地影响焊接接头的力学性能和耐腐蚀性能。
必须采取钨极氩弧焊,并充分氩保护。
1.4铁的存在,会在富铁相区与A相区建立自发电池,产生电偶腐蚀,特别在是焊缝和热影响区会产生“优先腐蚀”;同时铁污染会导致加速吸氢,形成氢脆裂纹。
因此,在焊接中要避免铁的污染。
1.5钛不能与其它金属熔焊,且易形成脆性的金属间化合物,引起焊缝脆化。
2 钛管焊接技术措施为了使钛管焊接能够顺利进行,现场焊接施工中采取的主要技术措施有:妥善的防污染措施、严格的清理措施及有效的惰性气体保护措施。
2.1防污染措施2.1.1准备好实施条件在钛管预制加工和焊接前,就要准备好下列实施条件。
2.1.1.1设置专用场所事先为钛管预制加工与焊接准备好专用场所。
专用场所应设在封闭良好的厂房内,严禁碳钢、低合金钢材料混入,更不许在同一场所加工、焊接。
加工场地应保持清洁、干燥且通风良好。
焊接作业尽量安排在室内进行,需要在室外焊接时应安装接口,要搭设好防风、防雨、防雪设施,以避免自然环境的不利影响。
钛焊接技巧的干货来了钛钛合金具有密度低、比强度高、耐蚀性好、导热率低、无毒无磁、可焊接;广泛应用于航空、航天、化工、石油、电力、医疗、建筑、体育用品等领域。
钛及钛合金常用的焊接方式有:氩弧焊、埋弧焊、真空电子束焊等。
焊前准备焊件和钛焊丝表面质量对焊接接头的力学性能有很大影响因此必须严格清理。
1)机械清理对焊接质量要求不高或酸洗有困难的焊件,可用细砂纸或不锈钢丝刷擦拭,但最好是用硬质合金黄色刮削钛板,去除氧化膜。
2)化学清理:焊前可先对试件及焊丝进行酸洗,酸洗液可用HF (5%)+HNO3(35%)的水熔液。
酸洗后用净水冲洗,烘干后立即施焊。
或者用丙酮、乙醇、四氯化碳、甲醇等擦拭钛板坡口及其两侧(各50mm内)、焊丝表面、工夹具与钛板接触的部分。
3)焊接设备的选择:钛及钛合金钨板氩弧焊应选用具有外特性、高频引弧的直流氩弧焊电源,且延迟递气时间不少于15秒,避免焊件遭受到氧化、污染。
4)焊接材料的选择:氩气纯度应不低于99.99%,露点在-40℃以下,杂质总的质量分数为0.001%。
当氩气瓶中的压力降至0.981MPa时,应停止使用,以防止影响焊接接头质量。
5)气体保护及焊接温度:钛管接头在焊接时低,为了防止焊接接头在高温下被有害气体及元素污染,必须对焊区及焊缝进行必要的焊接保护与温度控制,其温度应在250℃以下。
操作要领1、手工氩弧焊时,焊丝与焊件间应尽量保持最小的夹角(10~15°)。
焊丝沿着熔池前端平稳、均匀的送入熔池,不得将焊丝端部移出氩气保护区。
2、焊接时,焊枪基本不做横向摆动,当需要摆动时,频率要低,摆动幅度也不宜太大,以防止影响氩气的保护。
3、断弧及焊缝收尾时,要继续通氩气保护,直到焊缝及热影响区金属冷却到350℃以下时方可移开焊枪。
焊缝和热影响区表面颜色1、焊缝区银白、淡黄色(一、二、三级焊缝允许);深黄色(二、三级焊缝允许);金紫色(三级焊缝允许);深兰色(一、二、三级焊缝均不允许)。
钛材焊接角焊缝保护措施钛材是一种重要的结构材料,广泛应用于航空航天、化工、医疗器械等领域。
在钛材的焊接过程中,焊缝的质量和保护措施至关重要。
本文将探讨钛材焊接角焊缝的保护措施,并提供一些建议。
1. 熔化区控制钛材在焊接过程中容易与空气中的氧、氮等元素发生反应,从而导致焊缝质量下降。
因此,保护焊缝的第一步是控制熔化区的气氛。
常用的方法包括在焊接过程中使用惰性气体,如氩气或氩氮混合气体,来替代空气中的氧气。
这样可以有效地防止氧气与钛材发生反应,保证焊缝的质量。
2. 预热和焊后热处理钛材的焊接过程中,预热和焊后热处理也是非常重要的保护措施。
预热可以减少焊接过程中产生的残余应力,提高焊缝的强度和韧性。
焊后热处理则可以进一步消除残余应力,提高焊缝的质量和性能。
根据钛材的具体类型和焊接要求,选择合适的预热和焊后热处理条件,可以有效地提高焊缝的质量。
3. 选择适当的焊接材料钛材的焊接过程中,选择适当的焊接材料也是保护焊缝的重要因素之一。
常用的焊接材料包括纯钛焊丝、钛合金焊丝等。
根据具体的焊接要求和材料特性,选择合适的焊接材料可以提高焊缝的质量和强度。
4. 控制焊接参数焊接参数的控制也是保护焊缝的关键。
焊接参数包括焊接电流、焊接速度、焊接电压等。
在焊接过程中,控制焊接参数可以有效地控制焊缝的形貌和性能。
过高或过低的焊接参数都会影响焊缝的质量。
因此,根据钛材的具体特性和焊接要求,选择合适的焊接参数是保护焊缝的重要步骤。
5. 增加焊接区域的保护除了以上措施外,还可以通过增加焊接区域的保护来提高焊缝的质量。
例如,可以使用焊接罩或屏蔽罩来遮挡焊接区域,防止外界杂质的侵入。
同时,还可以使用背面保护剂或保护液来保护焊缝的背面。
这些保护措施可以有效地提高焊缝的质量和性能。
保护钛材焊接角焊缝的措施包括控制熔化区气氛、预热和焊后热处理、选择适当的焊接材料、控制焊接参数以及增加焊接区域的保护。
通过合理地应用这些措施,可以保证焊缝的质量和性能,提高钛材焊接的可靠性和安全性。
现场钛管焊接要点简析摘要:钛是一种非常活泼的有色金属,与氧的亲和力很大。
加工过程中对焊缝级热影响区的绝氧保护和环境清洁度、温湿度都有很高的要求。
本文简要分析了钛管在现场焊接中应注意的一些要点,以供参考。
关键词:钛管焊接;现场施焊;操作要点1、钛的特性钛——是一种非常活泼的金属,与氧的亲和力很大。
常温下钛金属表面与氧能生成致密的氧化膜,因为该层膜的存在,使得钛在常温下有很高的稳定性和耐腐蚀性。
随着温度的升高,钛吸收氧、氢、氮的能力也随之增加,将使材料的塑形明显下降。
因此,焊接时必须对焊缝及热影响区250℃以上高温区域使用拖罩滞后保护,并对管道内部进行充氩气保护,防止空气中的氧、氢、氮和水汽等污染。
钛金属中的含碳量的增加将降低材料的塑形和耐腐蚀性能,因此施工中必须避免母材和焊丝与碳钢材料的直接接触。
钛管的牌号为ta2,其化学成分见表1:2、焊接特点钛管焊接是利用惰性气体对焊接区进行有效保护的tig焊接工艺。
由于钛材具有特殊的物理化学特性,因而其焊接工艺与其它金属存在较大差异。
焊接时必须保证:(1)焊接区金属在250℃以上不受活性气体n、0、h及有害杂质元素c、fe、mn等的污染。
(2)不能形成粗晶组织。
(3)不能产生较大的焊接残余应力和残余变形。
(4)钛焊接容易产生气孔缺陷,焊接前必须清除焊丝、破口及附近母材表面上的水分、油脂、氧化物等。
因此,焊接过程须按合理的工艺,工序质量管理标准,实行全过程的质量控制。
使人、机、料、法、环各因素均处于良好的受控状态,从而在合理的工期内,保证钛管的焊接质量。
3、焊接材料3.1 焊丝焊丝牌号为erti-2,选择焊丝应符合:(1)焊丝的化学成分和力学性能应与母材相当;(2)若焊件要求有较高的塑性时,应采用纯度比母材高的焊丝;(3)焊丝在使用前要进行材质复验,检查出厂合格证和质量证明书;焊丝表面应清洁,无氧化色、无裂纹、和夹渣等缺陷。
3.2 氩气工业高纯氩气,纯度不得低于99.99%,含水量小于50mg/l氩气在使用前先检查瓶体上的出厂合格证。
36cademic Research技术交流A钛及钛合金管氩弧焊焊接保护罩设计施方乐,黄 雷(沪东中华造船(集团)有限公司,上海 200129)摘 要:钛及钛合金管路在实施氩弧焊焊接时,在一定温度下易吸入空气中的氧、氮、氢等元素,导致焊缝处塑性和韧性降低。
研究了钛及钛合金材质本身的特点和焊接特点,设计了一种焊接保护罩,可起到了稳定焊接保护气体气流组织、隔断施焊部位空气和降温的作用,从而保证了钛及钛合金管的焊接质量。
关键词:氩弧焊;焊接保护罩;保护气体中图分类号:TV547.6 文献标志码:A DOI :10.16443/ki.31-1420.2019.01.008Design of Argon Arc Welding Protective Cover for Titanium andTitanium Alloy PipelinesSHI Fangle, HUANG Lei(Hudong-Zhonghua Shipbuilding (Group) Co., Ltd., Shanghai 200129, China)Abstract: Titanium and titanium alloy pipelines are easy to inhale oxygen, nitrogen, hydrogenand other elements in the air at a certain temperature during argon arc welding, resulting in a decrease in plasticity and toughness at the weld. The characteristics of the titanium and titanium alloy materials and the welding characteristics are studied. A special welding protective cover is designed to stabilize the welding gas flow structure, block the air and cool the welding parts, thus ensuring the welding quality of titanium and titanium alloy pipelines. Key words: argon arc welding; welding protective cover; protective gas0 引言钛及钛合金具有强度高、耐蚀性好和耐热性高等特点,这种材料可用于制造船舶水管路系统或其他系统,使其具有耐海水腐蚀性强、寿命长的特点。