基于PROE的骨架注塑模设计
- 格式:ppt
- 大小:355.50 KB
- 文档页数:27
基于Pro/E EMX的滑轮制品注塑模具设计EMX(Expert Moldbase Extension)是Pro/E中一套功能强大的三维模架设计插件,用于设计和细化注塑模模架。
结合Pro/Moldesdign模块,注塑模成型零件设计完成后,可以建立与之相配套的标准模架及设备、导向件、定位环、浇口衬套、螺钉、顶杆、定位销及支柱等辅助零件,完成模具装配,并可进一步进行开模仿真及干涉检查,最后自动生成2D工程图及物料清单表(BOM )。
Pro/Engineer EMX具备以下特点:(1)通过2D特定图形用户界面,快速实时预览、添加、修改模架部件;自动完成诸如余隙切口、螺纹孔、组件安装、顶杆修饰等工作;(2)内建大量模架库,支持多个模架组件供应商信息,可以从模架和组件供应商中预先定制组件和部件;(3)智能模具组件及组装;(4)可自动生成模具及各模板的2D工程图,自动创建BOM表。
(5)可进行干涉检查及开模仿真。
自动检验整个模具的开启顺序,其中包括滑块、提钩和顶杆等的动作。
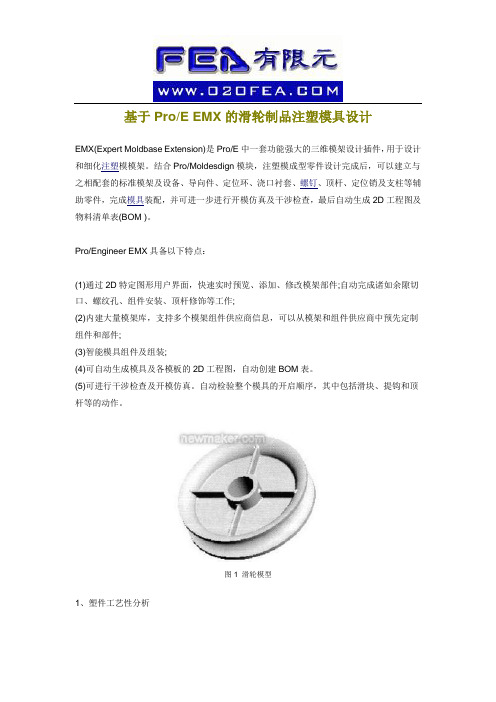
图1 滑轮模型1、塑件工艺性分析滑轮塑件的实体模型如图1所示,其总体尺寸为:直径98mm,总高度26mm,两边各有4个加强筋,结构呈对称分布,塑件壁厚3mm.该塑件要求外观质量好,有一定的强度和刚度。
材料为聚酰胺66(PA66 ),耐磨性好、强度高、易成型,大批量生产。
在模具设计前必须对塑件进行工艺性分析,包括质量属性、厚度检测和拔模斜度检测等,计算制品的质量和体积,检查制品结构中是否存在倒勾、壁厚严重不匀及拔模斜度不合理等现象。
使用"分析(Analysis )→模型(Model) →质量属性(Mass Properties)"命令,输入制件材料密度1. lg/cm3,系统自动完成滑轮模型质量属性的计算,结果为:体积=44681.17mm3,曲面面积=31558.8 mm2,质量=49.15g。
同样,用此法可以计算出带浇注系统的开模件的质量属性并与所选注射机注射量进行匹配,以提高注塑工艺的可靠性。

本科毕业设计 (论文)骨架零件注塑模具设计Injection Mold Design of Skeleton Parts学院:机械工程学院专业班级:机械设计制造及其自动化学生姓名:学号:指导教师:(副教授)2014 年5 月目录1 绪论 02 塑件成型工艺性分析 (2)2.1 塑件的分析 (2)2.2 ABS工程塑料的性能分析 (3)3 拟定模具的结构形式和初选注射机 (4)3.1 分型面位置的确定 (4)3.2 型腔数量和排列方式的确定 (4)3.3 注射机型号的确定 (5)4 浇注系统的设计 (7)4.1 主流道的设计 (7)4.2 分流道的设计 (7)4.3 浇口的设计 (9)4.3 冷料穴的设计 (9)5 成型零件的结构及计算 (10)5.1 成型零件的结构设计 (10)5.2 成型零件的工作尺寸计算 (10)6 模架的确定 (13)7 导向机构的设计 (15)8 脱模机构的设计 (16)9 侧向分型与抽芯机构设计 (18)10 温度调节系统的设计 (22)11 排气系统的设计 (24)12 注射机参数的校核 (25)结论 (26)致谢 (27)参考文献 (28)1 绪论一、研究意义塑料是20世纪发展起来的新兴材料,由于应用广泛,已替代部分金属、木材、皮革及硅酸盐等自然材料,成为现代工业和生活中不可缺少的一种人造化学合成材料,并与金属、木材和硅酸盐三种传统材料一起,成为现代工业生产中四种重要的原材料之一。
]5[二、国内外研究现状和水平塑料模具的发展是随着塑料工业的发展而发展的,在我国,起步较晚,但发展很快,特别是最近几年,无论在质量、技术和制造能力上都有很大发展,取得了很大成绩。
这可以在下列几个方面:(1) CAD/CAM/CAE技术在塑料模的设计制造上应用已越来越普遍,特别是CAD/CAM 技术的应用较为普遍,取得了很大成绩;(2) 应用电子信息工程技术进一步提高了塑料模的设计制造水平;(3) 气体辅助注射成型技术的使用更趋成熟;(4) 热流道技术的应用更加广泛;(5) 精密、复杂、大型模具的制造水平有了很大提高;(6) 模具寿命不断提高;(7)模具效率不断提高;(8) 采用模具先进加工技术及设备。

基于ProE的塑料模具设计探索构建摘要:随着我国社会水平的提升,经济步伐的推进,我国的模具产业也在这个过程中得到了较大程度的发展。
目前,我们对于模具的制造已经能够借助计算机技术的应用对其进行更为高效、精确的设计,大大提升了我们的工作效率。
在本文中,将就基于Pro/E的塑料模具设计进行一定的分析与研究。
关键词:Pro/E 塑料模具设计1 概述近年来,我国的塑料工业得到了较大程度的发展,很多新技术以及新方式都出现在了我们的视野之中。
对于以往的注射模具设计来说,其不仅设计水平低、花费时间长,而且所获得的产品生产质量也较差,已经不能够满足当今社会人们对于塑料模具的应用需求。
此时,Pro/E技术出现了,其通过所具有的模具生产精度高、工艺参数稳定以及设计周期短等特点在目前得到了广泛的应用。
2 Pro/E软件特点2.1 全面并行性Pro/E软件具有良好的并行性特点,通过相关模块的设计能够有效地帮助我们实现设计产品所需的外形以及装配等功能。
可以说,Pro/E将以往我们进行模具设计工作过程中的很多个部门融合在了一起,比如模具的机械设计功能以及工业设计功能等等,同时也包括了功能仿真、产品数据管理、大型装配体管理以及相关制造信息等等,另外,Pro/E软件还为我们提供了目前市面上集成性最强、最为全面的产品开发环境。
2.2 全相关性对于以往的模具二维设计工作来说,设计人员在设计的过程中往往将很多的时间花费在了模具的图形绘制以及问题的修改方面,且对于产品数据的修改则更是需要浪费设计人员大量的工作量与时间。
而通过Pro/E软件,则能够根据物体的三维模型以自动的方式生成二维工程样图,以此将设计人员能够从以往冗长、繁琐的手工绘图方式中得到解放,从而能够将更多的精力放到对于产品的方案设计、结构优化等工作之中。
虽然目前中的很多CAD软件也能够完成此项功能,但是Pro/E软件所使用的是统一的数据库,能够将很多的产品设计方案在同一个数据库中得到关联,并且使我们无论在任何设计阶段都能够对这部分数据进行修改,从而以此来大大降低工作人员的工作量。
基于PRO/E的简单玩具飞机模型的塑胶模具设计黄锦峰指导老师:袁成宇老师(华南热带农业大学机电工程学院02农机海南儋州 571737)[摘要]本文在探讨Pro/Engineer在注塑模具设计中应用的基础上,分析了简单飞机模型设计的工艺特点,并介绍了相应塑胶模具结构设计方法及模具的工作过程,通过实例详细阐述了在Pro/Engineer软件平台上进行注射模具设计的具体方法和步骤。
[关键词] 注射模具设计飞机模型 Pro/E软件Plastic mould design for a simple airplane modelbased on Pro/EHuangJinFengInstructs teacher :YuanChengYu(Grade2002, Agricultural Machinery, Engineering College, South China University of Tropical Agriculture, DanZhou HaiNan,571737)[Abstract]Based on discussing the application of Pro/Engineer in the mold design, this article has analyzed the technologic characterize of the simple airplane model design and introduced the method of the corresponding plastic mold structural design and the process of the mold work. It explained the concrete method and step of the injecting mold which carried on the Pro/Engineer software platform in detail through the example.[Key words] i n ject i on mould design airplane model Pro / E1前言1.1塑料工业的发展在塑料加工行业中约有95%的产品靠模具生产,产品的更新及新产品的开发都是以模具的更新和工艺的改进为前提.注塑制件约占所有塑料制件总产量的 30 % ,注射模具的产量占世界塑料成型模具总产量的一半以上.这主要是因为相对于其它塑料成型工艺方法注射成型工艺能完成复杂精密塑料制作的成型,而且成型效率高随着塑料产品的外观越来越复杂,功能性越来越多样化,传统的二维设计方法很难设计和表达出合理的模具结构,因此需要大力开发和应用模具设计、分析和制造方面的软件.目前在国内应用的主要软件有1: 美国PTC公司CAD/CAM/CAE集成化系统Pro/engineer2: 美国EDS公司的CAD/CAM软件UG3:美国SOLIDWORKS公司的Solidworks软件4: 以色列CIMATRON公司的三维CAD/CAM软件Cimatron5: 北京航空航天大学软件工程研究所的 CAD/CAM软件CAXA等.上述各种软件各具特色 ,但在国内使用相对比较普及的还数 Pro/ engineer 软件。

基于Pro∕E软件的端盖注塑模具设计随着制造业的发展,越来越多的产品采用注塑成型技术,而注塑成型的关键在于模具的设计与制造。
针对端盖注塑模具,本文将应用Pro∕E软件进行设计,分步骤讲解模具设计的流程、问题与解决方案。
一、模具设计的流程1.确定产品结构端盖是一种常见的塑料制品,其结构相对简单。
在模具设计之前,我们需要先明确产品的结构要求,包括端盖的尺寸、形状、壁厚等参数,以此为基础进行模具的设计。
2.绘制3D模型在Pro∕E软件中,我们可以利用建模工具箱中的建模工具,将端盖的3D模型进行绘制。
在绘制过程中,需要考虑端盖的各个部分之间的连接方式,以确保模具制造后可以满足产品的要求。
3.划分模具零部件一般情况下,一个完整的模具由许多零部件构成,包括模座、模板、导柱、导套等。
在进行模具设计之前,需要先对模具进行划分,并逐个进行设计定位。
4.进行各零部件的设计在划分好模具零部件后,需要逐个进行设计。
比如,设计模座时需要考虑模座与模板的连接方式、模座的厚度和强度等因素;设计模板时需要根据端盖的3D模型进行细节设计,考虑各个表面的加工工艺;设计导柱和导套时需要根据产品形状和力学要求进行设计定位。
5.进行动力学分析在设计完成后,需要进行模具的动力学分析。
通过分析模具在投料、注塑、射出和脱模过程中的变形、热变形等情况,可以对模具的设计进行优化,确保制造出的模具能够满足产品的要求。
二、问题与解决方案1.如何解决端盖边缘歪斜问题?端盖边缘的歪斜是模具制造过程中经常出现的问题。
一般来说,这个问题可以通过优化模板和模具结构来解决。
在模板设计时,我们可以将端盖的3D模型进行细节分析,找出边缘歪斜的原因,并通过调整模板形状、模具结构以及注塑温度和压力等因素,最终解决端盖边缘歪斜的问题。
2.如何解决端盖表面出现黑斑的问题?端盖表面出现黑斑的问题一般是由于注塑过程中出现杂质或温度过高导致的。
解决这个问题的关键在于杂质过滤和温度调整。

基于PROE的遥控器外壳注塑模设计基于PRO/E的遥控器外壳注塑模设计摘要:基于pro/e的线⾻架注塑模设计是对传统设计的创新,利⽤pro软件完成注塑模的各个环节的设计,先进⾏塑件的设计,然后pro/e根据塑件的形状可以⽣成型⼼和型腔,最后在标准模架系统下⽣成型⼼、型腔和标准模架的装配图,完成整个模具的设计。
pro/e是美国ptc公司开发的三维设计软件,⾃问世以来,对机械、电⼦、汽车、家电以及航空航天等各⾏各业产⽣了深远的影响。
Pro/e功能强⼤,囊括了零件设计、产品组⽴、模具开发、NC加⼯、板⾦件设计、铸造件设计,造型设计、⾃动测量、机构仿真设计、应⼒分析、数据库管理等多种功能。
他的出现改变了传统的CAD/CAM作业⽅式,参数花设计及全关联性数据库使产品的设计变得更加容易,⼤⼤缩短了⽤户开发产品的时间。
但是,这⼀切都是建⽴在对传统的注塑模设计⽅法的熟练掌握的基础上。
只有熟悉注塑材料知识和通晓常规设计的⼈,才能更好地应⽤和掌握CAD技术,才能在注塑模设计和住宿制品⽣产中创造辉煌业绩。
关键词:PRO/E 遥控器外壳注塑模1.引⾔1.1 关于PRO/E设计软件PRO/ENGINEER是有美国PTC公司推出的⼀套三维的CAD/CAM参数化软件系统,其被容涵盖了产品概念设计,⼯业造型设计,三维模型设计,分析计算,动态模拟与仿真,⼯程图的输出,⽣产加⼯产品的全过程,其中还包括了⼤两的电缆和管道布线,模具设计与分析等使⽤模块。
应⽤领域涉及到了航空航天,汽车,机械,数控(CNC)加⼯,电⼦等诸多⾏业。
PRO/E 软件是采⽤参数化设计的、基于特征的实体模型化系统。
⼯程设计⼈员采⽤具有智能特性的基于特征的功能去⽣成模型;另外,PRO/E是建⽴在统⼀基础上的单⼀数据库。
所谓单⼀数据库就是⼯程中的资料全部来⾃⼀个库,使得每⼀个独⽴⽤户不管是哪⼀个部门都为⼀件产品造型⽽⼯作。
这使得设计更优化,成品质量更⾼,价格也更便宜。
本科毕业设计(论文) 基于Pro/E 的产品外壳模具设计 学院名称 机械与汽车工程学院 专业班级 材控12-2 学生姓名导师姓名年 月 日基于Pro/E的产品外壳模具设计作 者 姓 名专业材料成型及控制工程指导教师姓名专业技术职务讲师目 录摘 要 (1)第一章第一章 绪论绪论.......................................................................... 3 1.1选题依据 ........................................................................................... . (33)1.2国内外研究现状及其发展趋势 ........................................................ .. (44)1.2.1国外的发展现状............................................................................. .. (44)1.2.2国内的发展现状............................................................................. .. (55)1.3研究内容、目的及意义 .................................................................... . (77)1.3.1研究内容 ........................................................................................ . (77)1.3.2研究目的及意义............................................................................. .. (88)第二章 塑件的工艺性分析 (9)2.1塑件原材料分析 ............................................................................... . (99)2.2塑件结构特征分析 .......................................................................... . (110)2.3模流分析 ......................................................................................... .. (111)2.3.1浇口位置分析 .............................................................................. (111)2.3.2塑料熔体填充分析 ....................................................................... . (111)2.3.3冷却质量分析 .............................................................................. (112)2.3.4熔接痕分析 .................................................................................. . (112)2.3.5气泡分析 ...................................................................................... .. (113)2.3.6注射温度分析 .............................................................................. (113)第三章第三章 模具结构设计模具结构设计 (13)3.1模具型腔数目及排布方式的确定 .................................................. .. (113)3.2注塑机的选用 ................................................................................ .. (1)14 3.3分型面的设计 ................................................................................. (115)3.4成型零部件设计 ............................................................................. .. (117)3.5浇注系统设计 ................................................................................. (119)3.5.1主流道设计 .................................................................................. . (119)3.5.2分流道设计 .................................................................................. . (220)3.5.3 浇口设计 ...................................................................................... .. (222)3.5.4冷料穴与拉料杆设计 ................................................................... (222)3.6注塑机有关参数校核 ...................................................................... (223)3.7排气系统设计 ................................................................................. (225)3.8模架设计 ......................................................................................... .. (225)3.9推出机构设计 ................................................................................. (226)3.9.1顶杆设计 ...................................................................................... .. (227)3.9.2复位杆设计 .................................................................................. . (227)3.9.3推杆固定板和推板设计 ............................................................... .. (228)3.10合模导向机构设计 ........................................................................ .. (229)3.11冷却系统设计 ............................................................................... . (229)第四章第四章 数控加工数控加工 (30)4.1数控加工模块简介 .......................................................................... . (330)4.2上模固定板的数控加工 .................................................................. .. (331)第五章第五章 模具总装图及开模仿真模具总装图及开模仿真......................................... 32 5.1模具总装图 .................................................................................... (3)32 5.2模具工程图 .................................................................................... (3)33 5.3开模仿真 ........................................................................................ . (3)34 第六章第六章 总结总结........................................................................ 34 参考文献 ....................................................................................... 36 致 谢 . (38)摘 要注射成型是热塑性塑料的主要成型方法之一,该方法可以对形状复杂的精密零件进行一次成型。
xxx大学塑料成型工艺与模具设计课题:骨架的模具设计子课题: 同课题学生姓名:专业模具设计与制造学生姓名班组学号指导教师第一章塑件工艺分析1.1、塑件的原始材料分析该材料为丙烯腈-丁二烯-苯乙烯共聚物(ABS塑料),骨架塑件如图1:图1 骨架塑件ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成,收缩率为0.3%~0.8% 。
ABS 无毒、无味、呈微黄色,成型的塑件有较好的光泽。
从使用性能上看,该塑料具有极好的抗冲击强度,有良好的机械强度和一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电气性能。
从成型性能上看,该塑料在升温时粘度增高,所以成型压力较高,故塑件上的脱模斜度宜稍大;ABS易吸水,成型加工前应进行干燥处理;ABS易产生熔接痕,模具设计时应注意尽量减少浇注系统对料流的阻力;在正常的成型条件下,壁厚、熔料温度对收缩率影响极小。
在要求塑件精度高时,模具温度可控制在50~60℃,而在强调塑件光泽和耐热时,模具温度应控制在60~80℃。
1.2、塑件的结构、尺寸精度及表面质量分析1.2.1、结构分析从零件图上分析,该零件总体形状为回转体,在一个直径为38mm高为17mm的圆柱中间有一个直径为16mm高为11mm和一个直径为19mm高为6mm 的台阶孔,然后留壁厚为 1.5mm 。
该塑件有凹槽,因此,模具设计时必须设置侧向分型抽心机构,该零件属于中等复杂程度。
1.2.2、尺寸精度分析该塑件所有尺寸的精度为IT4级,对塑件的尺寸精度要求不高,对应的模具相关零件的尺寸加工可以保证。
从塑件的壁厚上来看,该塑件的所有壁厚均匀,都为1.5mm ,有利于塑件的成型。
1.2.3、表面质量分析对该塑件表面没有什么要求,故比较容易实现。
综合以上分析,注射时在工艺参数控制的好的情况下,零件的成型要求可以得到保证。
1.3、 明确塑件生产批量该塑件要求大批量生产。
1.4、估算塑件的体积和重量按照图2 塑件各部分体积近似计算: 3218.19270171914.3V mm =⨯⨯=总 321m m 1700.3169.53.14 V =⨯⨯=3222m m 4521.66)11-(193.14 V =⨯⨯=3223mm 6801.258)9.5-(193.14 V =⨯⨯=324m m 2210.561183.14 V =⨯⨯=故塑件的体积为:33cm 4.044036.46mm 2210.56-6801.25-4521.6-1700.31-19270.18V ===塑件重量为g 4.28244.041.06v G S =⨯=⨯=ρ式中ρ为塑料密度(ABS 的密度307.1~04.1cm g =ρ)图2 塑件各部分体积1.5、分析塑件的成型工艺参数干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。