车间产品缺陷统计不良分析及对策表
- 格式:xlsx
- 大小:28.43 KB
- 文档页数:3
电动工具车间生产不合格品报告跟处理方案表
摘要:
一、电动工具车间生产不合格品的情况概述
二、不合格品产生的原因分析
三、针对不合格品的处理方案
四、实施处理方案的预期效果
正文:
电动工具车间生产不合格品的情况概述:
最近,电动工具车间发现生产出的产品存在一定的不合格率,这给公司的产品质量带来了隐患。
为了保证公司的声誉和利益,我们必须要对这一问题进行严肃处理。
不合格品产生的原因分析:
经过调查,我们发现不合格品产生的原因主要有以下几点:一是生产过程中部分员工操作不规范;二是生产设备存在一定的老化问题;三是质量检测环节不够严格。
针对不合格品的处理方案:
为了解决这一问题,我们提出以下处理方案:一是加强员工操作培训,确保所有员工都能严格按照生产标准操作;二是对生产设备进行检修和更新,保证设备正常运行;三是提高质量检测的严格程度,对不合格品进行严格把关。
实施处理方案的预期效果:
我们相信,通过以上处理方案的实施,可以有效降低不合格品的产生率,
提高产品质量,从而提升公司的市场竞争力,为公司带来更好的经济效益。
产品不良分析报告表格1. 引言该报告旨在对公司的产品不良情况进行分析并提供解决方案。
通过对不良产品的统计和分析,我们将揭示不良产生的原因,并提出相应的改进措施,以提高产品质量。
2. 数据搜集和分析为了获取产品不良的数据,我们对以下方面进行了调查和分析:2.1 不良产品的类型及数量我们对过去一个月的生产批次进行了不良产品的统计。
统计结果如下:产品类型不良数量A 50B 30C 20D 10总计110从上表可以看出,不良产品最多的是产品A,共有50个。
2.2 不良产品的产生原因通过对不良产品的分析和追溯,我们归纳了以下主要原因:•材料质量不合格:20%的不良产品是因为使用了不合格的材料。
•设计问题:30%的不良产品是由于产品设计存在缺陷导致。
•加工过程问题:40%的不良产品是由于生产过程中的操作失误或技术问题引起的。
•人员技术水平问题:10%的不良产品是由于操作人员技术水平不达标导致的。
2.3 不良产品的影响不良产品不仅会给公司带来经济损失,还会影响公司声誉和客户满意度。
具体影响如下:•经济损失:出现不良产品会造成材料和劳动力的浪费,增加公司成本。
•客户满意度下降:不良产品会影响客户使用体验,降低客户满意度。
•公司声誉受损:频繁出现不良产品会对公司品牌形象造成负面影响。
3. 改进方案针对以上不良产品产生的原因,我们提出了以下改进方案:3.1 材料质量管控•加强对供应商的材料质量审核和监督。
•加强对材料检验过程的把控,确保只使用符合质量标准的材料。
3.2 产品设计优化•设计部门应跟踪客户反馈和市场需求,及时修改产品设计,并通过有效的测试验证产品质量。
3.3 加强生产过程管控•加强对生产过程的监控,确保操作规范和操作人员技术水平达标。
•实施严格的生产工艺流程,避免操作失误和技术问题。
3.4 培训和技术提升•加强对操作人员的培训和技术提升,提高其技术水平和质量意识。
4. 结论通过对产品不良情况的分析,我们发现不良产品主要是由于材料质量、设计问题、加工过程和人员技术水平等多方面原因导致的。
不良品分析报告表格本报告是对公司生产的不良品进行分析,旨在找出不良品产生的原因,并提出改进措施,以确保产品质量,提高客户满意度。
1. 不良品基本信息。
产品名称,___________。
生产批次,___________。
不良品数量,___________。
不良率,___________。
2. 不良品分类。
根据不良品的具体情况,将其分类统计,包括但不限于外观缺陷、功能性问题、包装破损等。
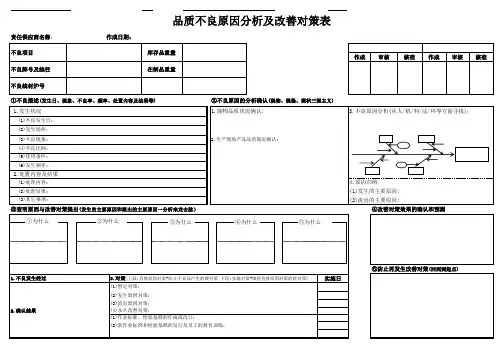
3. 不良品原因分析。
(1)生产工艺问题,分析生产过程中可能存在的工艺缺陷,如温度控制不当、操作不规范等。
(2)原材料问题,对原材料进行检测,找出可能存在的质量问题,如原材料不合格、供应商质量管理不到位等。
(3)设备故障,检查生产设备,发现可能存在的故障或不良,如设备老化、维护不及时等。
(4)人为因素,分析人为操作中可能存在的问题,如操作失误、培训不足等。
4. 不良品改进措施。
(1)加强生产工艺管理,确保每个环节的质量控制,提高生产工艺的稳定性和可控性。
(2)加强对原材料的检验和采购管理,建立完善的原材料质量管理体系,严格把控原材料的质量。
(3)加强设备维护和保养,定期检查设备运行情况,确保设备正常运转,减少设备故障对产品质量的影响。
(4)加强员工培训,提高员工的操作技能和质量意识,确保每个员工都能够按照标准操作,减少人为因素对产品质量的影响。
5. 不良品改进效果评估。
对实施改进措施后的产品进行再次检验,评估改进效果,并对改进措施的实施情况进行跟踪和监控,确保改进措施的有效性和持续性。
6. 不良品分析报告结论。
通过对不良品的分析,找出了不良品产生的原因,并提出了相应的改进措施。
公司将全面贯彻执行改进措施,不断提升产品质量,确保产品达到客户要求,提高客户满意度。
以上为不良品分析报告内容,希望能够对公司的生产管理和质量控制工作有所帮助,提高产品质量,为客户提供更优质的产品和服务。
产品不良原因分析报告表前言本报告旨在对产品不良原因进行深入分析,为企业找出问题根源,提出改进建议,以提高产品质量和客户满意度。
背景公司最近接到一些关于产品质量问题的投诉,需要从根本上找出问题所在并进行改善。
数据收集通过对过去一段时间的产品质量数据进行整理和分析,得到以下结论:1.产品缺陷率提高:通过对不同批次产品抽样测试发现,产品的缺陷率明显上升,严重影响了产品质量。
2.供应商问题:有部分供应商提供的原材料出现质量问题,直接影响到了最终产品的质量。
3.生产工艺不合理:在生产过程中发现了一些不合理的生产工艺,导致产品在制造过程中出现了很多问题。
问题分析基于以上数据收集到的信息和结论,我们得出以下产品不良原因分析:1.原材料质量不达标:部分原材料供应商提供的原材料质量不达标,直接导致产品缺陷率上升。
2.生产工艺不完善:生产过程中存在着一些不合理的生产工艺,导致产品质量无法保障。
3.仓储环节问题:仓储环节管理不严格,导致产品受潮、受污染等问题。
改善建议为了提高产品质量,我们提出以下改善建议:1.加强供应链管理:与供应商合作,确保原材料的质量符合标准,建立完善的原材料采购管理机制。
2.优化生产工艺:对生产工艺进行优化调整,提高生产效率的同时保障产品质量。
3.加强仓储管理:加强仓储环节的管理,确保产品安全、干净的存储环境,避免产品受污染。
结论通过对产品不良原因的深入分析,我们找出了问题的根源,并提出了相应的改善措施。
希望公司能够按照报告中的建议进行改进,提高产品质量,提升客户满意度。
以上是产品不良原因分析报告表,希望对公司的质量管理工作有所帮助。
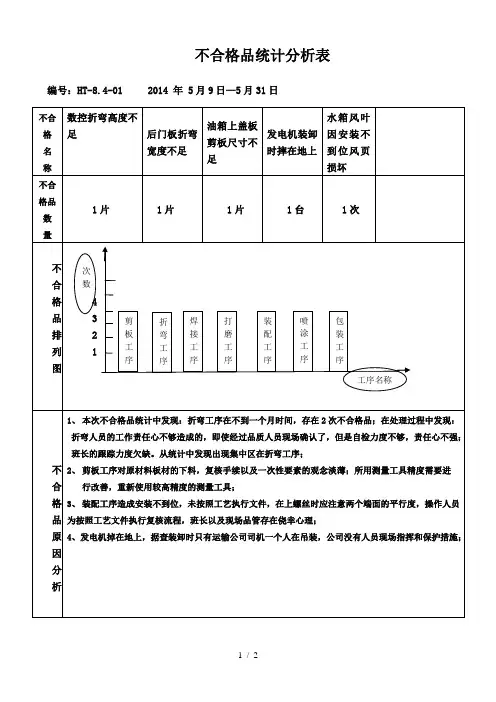
不合格产品统计表
缺陷责任人:(签字)品管责任人:(签字)
金土木6S责任卡
培养优质素养
责任区域装配车间责任人徐志君提
升
企
业
形
象
要
求
1、车间物品摆放井井有条,地面保持干
净整洁,作业场所道路通畅、标示明
确。
2、设备保养完好无损,物料、工具定置
摆放,方便领用。
3、私人物品分类存放、整齐划一,工作
台面无杂物、无灰尘。
4、正确佩戴和使用劳保用具,不违章作
业。
5、严格遵守规章制度,爱岗敬业,养成
良好的按规范性标准作业的习惯。
检
查频次:次/日督查人:王瑞金。
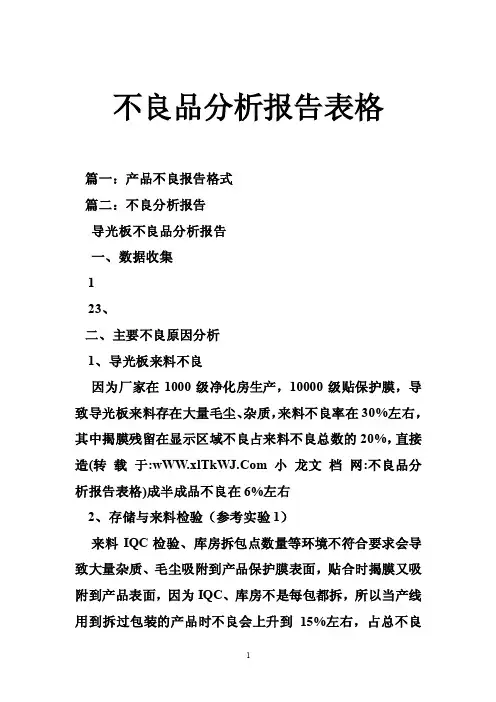
不良品分析报告表格篇一:产品不良报告格式篇二:不良分析报告导光板不良品分析报告一、数据收集123、二、主要不良原因分析1、导光板来料不良因为厂家在1000级净化房生产,10000级贴保护膜,导致导光板来料存在大量毛尘、杂质,来料不良率在30%左右,其中揭膜残留在显示区域不良占来料不良总数的20%,直接造(转载于: 小龙文档网:不良品分析报告表格)成半成品不良在6%左右2、存储与来料检验(参考实验1)来料IQC检验、库房拆包点数量等环境不符合要求会导致大量杂质、毛尘吸附到产品保护膜表面,贴合时揭膜又吸附到产品表面,因为IQC、库房不是每包都拆,所以当产线用到拆过包装的产品时不良会上升到15%左右,占总不良2%左右3、车间生产环境车间环境无尘室等级在10W级别,贴合机里动态能到1000,边缘治具旁边在1W级,我们上线前需要在10W级裁切导光板四周保护膜,停留几分钟再进行入1W经左右的治具上揭膜,这个过程中也会产生毛尘,一般的显示产品都是在1000级房生产,所以我们的制程过程洁净度也不符合业界做法,从产线一些数据可以看出此问题,平常生产不良15%左右,如果有几个外来人员在无尘室工操作,不良能达到25%,空调不开,拆包拿出来烘烤等也会产生不良,总共5%-10%左右4、标准问题成品标准:1、周边区域(距四周边1cm范围内)直径小于0.25,数量小于3个,间距大于3cm;2、中心区域直径小于0.15,数量小于2个,间距大于5cm 因为杂质、毛尘点组成成品后打光会形成亮点,会扩大0.5-1.5倍左右成品0.25MM的点来料需控制在0.12-0.15左右,成品0.15MM的点来料控制在0.05-0.10左右,所以也有存在1%左右的误判产品三、改善措施及建议1、导光板来料不良联系厂家处理,退货或返工,要求厂家立即改善厂家品质经理回复将他们库存进行复检,将保护膜贴合移到1000级洁净房生产,并收到不良品三天内回复8D报告2、存储与来料检验后续拆包产品必须在无尘车间从新进行清洁方可上线使用,用气枪吹去表面毛尘IQC检验环境需进行改善建议后续在无尘室检验。
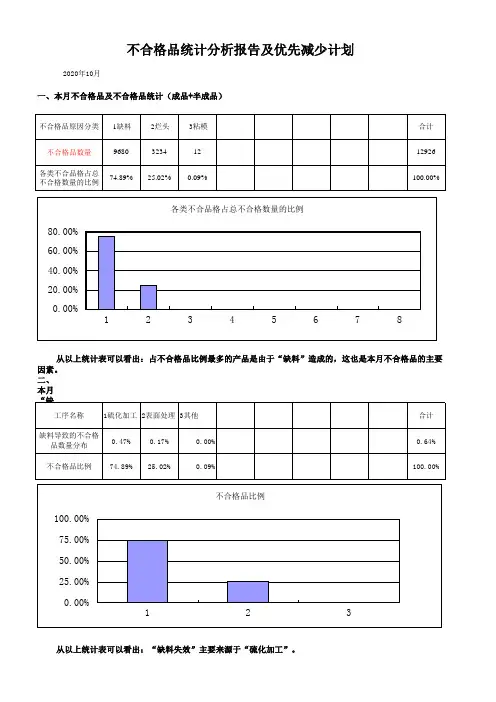
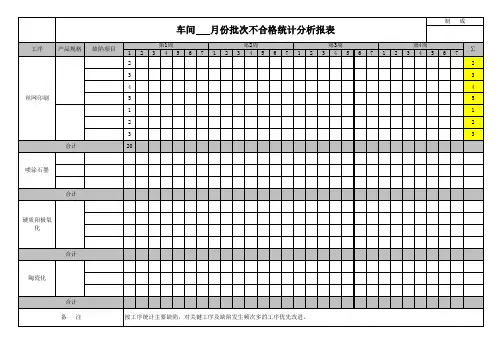
不合格品统计分析报告及优先减少计划
2020年10月
一、本月不合格品及不合格品统计(成品+半成品)
从以上统计表可以看出:占不合格品比例最多的产品是由于“缺料”造成的,这也是本月不合格品的主要因素。
二、
本月
从以上统计表可以看出:“缺料失效”主要来源于“硫化加工”。
针对
从以上分
整改效果
A.1
(填写序号)已实B.(填写序号)经验
C.(填写序号)多次
D.
(填写序号)多次
编制/
管理者代表/日期:
四、针对根本原因进行整改:
三、对导致“硫化加工”不合格品的根本原因进行分析
“硫化加工”的不合格现象为:产品缺料。
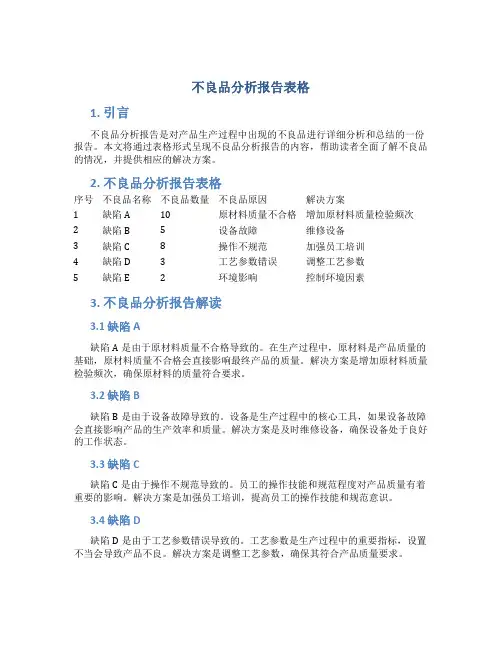
不良品分析报告表格1. 引言不良品分析报告是对产品生产过程中出现的不良品进行详细分析和总结的一份报告。
本文将通过表格形式呈现不良品分析报告的内容,帮助读者全面了解不良品的情况,并提供相应的解决方案。
2. 不良品分析报告表格序号不良品名称不良品数量不良品原因解决方案1 缺陷A 10 原材料质量不合格增加原材料质量检验频次2 缺陷B 5 设备故障维修设备3 缺陷C 8 操作不规范加强员工培训4 缺陷D 3 工艺参数错误调整工艺参数5 缺陷E 2 环境影响控制环境因素3. 不良品分析报告解读3.1 缺陷A缺陷A是由于原材料质量不合格导致的。
在生产过程中,原材料是产品质量的基础,原材料质量不合格会直接影响最终产品的质量。
解决方案是增加原材料质量检验频次,确保原材料的质量符合要求。
3.2 缺陷B缺陷B是由于设备故障导致的。
设备是生产过程中的核心工具,如果设备故障会直接影响产品的生产效率和质量。
解决方案是及时维修设备,确保设备处于良好的工作状态。
3.3 缺陷C缺陷C是由于操作不规范导致的。
员工的操作技能和规范程度对产品质量有着重要的影响。
解决方案是加强员工培训,提高员工的操作技能和规范意识。
3.4 缺陷D缺陷D是由于工艺参数错误导致的。
工艺参数是生产过程中的重要指标,设置不当会导致产品不良。
解决方案是调整工艺参数,确保其符合产品质量要求。
3.5 缺陷E缺陷E是由于环境影响导致的。
环境因素如温度、湿度等会对产品的质量产生影响。
解决方案是控制环境因素,提供适宜的生产环境。
4. 结论通过以上分析,我们可以看出不良品产生的原因多种多样,涉及到原材料、设备、操作、工艺和环境等方面。
针对不同的原因,我们提出了相应的解决方案。
通过执行这些解决方案,可以有效降低不良品的数量,提高产品质量,提升生产效率。
5. 参考无。
产品缺陷分析表根据本公司的产品主要特点,和经常出现的产品缺陷,我们进行了归纳.总结和分析,得出如下结论。
旨在对新老员工教育时和产品出现问题时参考用。
1.冲压件产生缺陷的主要原因:A原材料质量低劣;B冲模的安装调整、使用不当;C操作者没有把条料正确的沿着定位送料或者没有保证条料按一定的间隙送料;D冲模由于长期使用,发生间隙变化或本身工作零件及导向零件磨损;E冲模由于受冲击振动时间过长紧固零件松动使冲模各安装位置发生相对变化;F操作者的疏忽,没有按操作规程进行操作。
2. 预防缺陷产品产生的主要措施:A原材料必须与规定的技术条件相符合(严格检查原材料的规格与牌号,在有条件的情况下对尺寸精度和表面质量要求高的工件进行化验检查。
)B对于工艺规程中所规定的各个环节应全面的严格的遵守;C所使用的压力机和冲模等工装设备,应保证在正常的工作状态下工作;D生产过程中建立起严格的检验制度,冲压件首件一定要全面检查,检查合格后才能投入生产,同时加强巡检,当发生意外时要及时处理;E坚持文明生产制度,如工件和坯件的传送一定要用合适的工位器具,否则会压伤和擦伤工件表面影响到工件的表面质量;F在冲压过程中要保证模具腔内的清洁,工作场所要整理的有条理加工后的工件要摆放整齐。
3.冲裁件毛刺的产生 A产生原因◆冲裁间隙太大、太小或不均匀;◆冲模工作部分刃口变钝;◆凸模和凹模由于长期的受振动冲击而中心线发生变化,轴线不重合,产生单面毛刺。
B对策◇保证凸凹模的加工精度和装配质量,保证凸模的垂直度和承受侧压力及整个冲模要有足够的刚性;◇在安装凸模时一定要保证凸凹模的正确间隙并使的凸凹模在模具固定板上安装牢固没,上下模的端面要与压力机的工作台面保持相互平行。
◇要求压力机的刚性要好,弹性变形小,道轨的精度以及垫板与滑块的平行度等要求要高;◇要求压力机要有足够的冲裁力。
冲裁件剪裂断面允许毛刺的高度4冲裁件产生翘曲变形原因:有间隙作用力和反作用力不在一条线上产生力矩。
装配车间近期不良分析及下阶段措施
装配车间从2006年6月份开始,最终合格率一路下跌,由最高99.5%掉到97.89%,连续3个月最终合格率居于04年-06年历史最低点:
针对装配合格率下降的这一状况进行分析:
一、工序不良率升高,一次合格率降低是影响最终合格率降低的主要原因之一。
8月份主要不良明细
激光焊工序
主要不良分析:
8月份各型号分类不良情况
二、返修品多,返修率低是影响最终合格率重大原因。
近期8月份至今各型号的返修状况:
三、不良原因分析及下阶段的措施:。
产品不良原因分析报告表格1. 引言该报告旨在分析产品不良的原因,并提供详细的分析结果以供参考。
通过对不良产品的各个方面进行综合分析,我们可以确定导致产品不良的主要原因,并寻找改进和解决方案,以提高产品的质量。
2. 报告概述在本报告中,我们将重点分析以下几个方面的原因,从而确定产品不良的根本原因:1.原材料问题2.生产工艺问题3.设备故障4.人为因素3. 原材料问题分析产品不良的主要原因之一可能是原材料的问题。
以下是各种原材料问题的具体分析:•原材料质量不合格:原材料可能存在质量问题,如成分不符合要求、含有杂质等。
•供应商问题:供应商可能存在生产工艺不足、采集原材料不当等问题。
•储存问题:原材料在储存过程中可能受到污染、受潮或变质。
4. 生产工艺问题分析产品不良的另一个主要原因可能是生产工艺的问题。
以下是各种生产工艺问题的详细分析:•工艺流程不合理:生产工艺流程可能存在缺陷,导致产品不均匀或生产过程中出现问题。
•工艺参数不准确:生产工艺参数可能设置不当或不准确,导致产品质量无法达到预期。
•操作失误:生产人员可能由于疏忽或缺乏必要的培训而导致操作失误,从而影响产品质量。
5. 设备故障分析设备故障可能是产品不良的另一个重要原因。
以下是设备故障的具体分析:•设备老化:设备使用时间过长可能导致设备老化,导致生产工艺不稳定或产生不良产品。
•设备维护不当:设备维护不及时或维护不当可能导致设备故障,进而影响产品质量。
•设备操作不当:操作人员可能由于缺乏必要的培训或操作不慎,导致设备故障或生产过程中出现问题。
6. 人为因素分析人为因素也可能是产品不良的重要原因。
以下是人为因素的详细分析:•人员素质不高:人员素质低下、缺乏专业知识或经验可能导致生产过程中出现问题,影响产品质量。
•职责不清:不明确的工作职责可能导致生产过程中的责任不落实,进而影响产品质量。
•作业方法不规范:操作人员可能不按规范的作业方法操作,导致产品质量无法达到预期。
产品质量不良情况分析表时间产品名称不良现象不良数量不良率根本原因改善措施2021/1/1 产品A 缺口10 5% 模具问题1. 更换模具2. 加强质检2021/1/1 产品A 色差 5 2.5% 原材料问题1. 调整原材料供应商2. 加强原材料质检2021/1/2 产品B 弯曲8 4% 产品设计问题1. 优化产品设计2.加强生产过程控制2021/1/2 产品B 断裂 6 3% 生产工艺问题1. 优化生产工艺2.增加工艺参数监控2021/1/3 产品漏液12 6% 机器故 1. 定期维护机器2.C 障安装液体检测装置2021/1/3 产品C 导电不良3 1.5% 零部件问题1. 更换导电零部件2. 强化零部件检验不良率分析根据以上表格数据,我们可以对产品的不良率进行分析。
不良率是指在生产过程中或产品使用中,出现不符合质量标准的产品数量占总产量的比例。
产品A在2021/1/1出现了两种不良现象,分别是缺口和色差。
缺口问题的不良率为5%,主要原因是模具问题。
为了改善这个问题,我们需要更换模具并加强质检工作。
而色差问题的不良率为2.5%,主要原因是原材料问题。
为了改善色差问题,可以调整原材料供应商并加强原材料质检。
产品B在2021/1/2出现了弯曲和断裂两种不良现象。
弯曲问题的不良率为4%,根本原因是产品设计问题。
为了改善弯曲问题,我们需要优化产品设计并加强生产过程控制。
断裂问题的不良率为3%,主要原因是生产工艺问题。
为了解决断裂问题,我们需要优化生产工艺并增加工艺参数监控。
产品C在2021/1/3出现了漏液和导电不良两种问题。
漏液问题的不良率为6%,主要原因是机器故障。
为了解决漏液问题,我们需要定期维护机器并安装液体检测装置。
导电不良问题的不良率为1.5%,主要原因是零部件问题。
为了改善导电不良问题,我们需要更换导电零部件并加强零部件检验。
通过不良率分析,我们可以定位产品质量问题的根本原因,并提出相应的改善措施,从而提高产品质量和生产效率。
统计不良品的表格模板1. 引言不良品统计是企业生产管理中非常重要的一环,它可以帮助企业了解生产过程中存在的问题,并采取相应措施进行改进。
为了有效地进行不良品统计,统计人员需要一个合适的表格模板来记录和分析生产过程中出现的不良品情况。
本文将为您提供一个统计不良品的表格模板,以便您能够更方便地进行不良品数据的管理和分析。
2. 表格模板下面是一个统计不良品的表格模板的示例:日期产品型号生产批次生产数量不良品数量不良率2022/1/1 A001 20220101 1000 50 5%2022/1/2 A001 20220102 800 40 5%2022/1/3 A002 20220103 1200 60 5%2022/1/4 A002 20220104 900 45 5%2022/1/5 A003 20220105 1500 75 5%………………3. 表格字段说明•日期:记录生产的日期,以便后续对不良品情况进行时序分析。
•产品型号:记录生产的产品型号,以便对不同型号产品的不良情况进行比较和分析。
•生产批次:记录生产的批次号,以便追溯不良品产生的原因。
•生产数量:记录每个批次的生产数量,用于计算不良率。
•不良品数量:记录每个批次的不良品数量。
•不良率:计算每个批次的不良率,即不良品数量与生产数量之比。
4. 使用方法使用该表格模板进行不良品统计的方法如下:1.根据生产日期、产品型号和生产批次等字段,逐次记录每个批次的生产情况。
2.在每个批次中记录生产数量和不良品数量。
3.根据生产数量和不良品数量计算每个批次的不良率,并填写在表格中。
4.根据需要,可以在表格中添加其他字段,如责任部门、不良原因等,以便更详细地分析不良品情况。
5.对表格中的数据进行分析,找出不良品产生的主要原因,并采取相应改进措施。
5. 总结统计不良品是企业生产管理中的重要环节,通过合适的表格模板可以更方便地进行不良品数据的管理和分析。
本文提供的统计不良品的表格模板可以帮助企业进行生产过程中的不良品统计工作,以便及时发现问题并采取改进措施,提升产品质量和生产效率。
电动工具车间生产不合格品报告跟处理方案表目录1.电动工具车间生产不合格品报告概述2.不合格品的具体情况分析3.处理方案的制定4.实施处理方案的具体步骤5.总结正文一、电动工具车间生产不合格品报告概述本文主要针对我司电动工具车间近期生产的不合格品进行报告,详细阐述了不合格品的情况,并提出了相应的处理方案。
本报告旨在及时发现生产过程中的问题,保证产品质量,提升客户满意度。
二、不合格品的具体情况分析1.产品 A:在抽检过程中发现,部分产品 A 的电机存在故障,可能导致设备无法正常运行。
2.产品 B:部分产品 B 的外壳存在裂痕,影响产品使用寿命和外观质量。
3.产品 C:部分产品 C 的电源线存在破损,可能导致安全隐患。
三、处理方案的制定1.对于产品 A,我们将对电机进行全面检查和维修,确保设备能够正常运行。
2.对于产品 B,我们将对存在裂痕的外壳进行更换,保证产品的使用寿命和外观质量。
3.对于产品 C,我们将对破损的电源线进行更换,确保产品使用过程中的安全。
四、实施处理方案的具体步骤1.对产品 A 的处理:首先,对存在故障的电机进行检测,找出故障原因;其次,进行维修或更换故障部件;最后,对修复后的产品进行再次检测,确保设备能够正常运行。
2.对产品 B 的处理:首先,对存在裂痕的外壳进行更换;其次,对更换后的产品进行检查,确保裂痕问题得到解决;最后,对检查后的产品进行再次抽检,确保产品质量。
3.对产品 C 的处理:首先,对存在破损的电源线进行更换;其次,对更换后的产品进行检查,确保电源线破损问题得到解决;最后,对检查后的产品进行再次抽检,确保产品质量。
五、总结本报告针对电动工具车间生产的不合格品进行了详细的分析,并制定了相应的处理方案。