生产线平衡率实例
- 格式:ppt
- 大小:1.71 MB
- 文档页数:4

生产线平衡分析与改善方法精益生产管理中一个流生产的基础就是生产线平衡。
生产线平衡分析与改善的引入,在于计算生产产能不能只依靠每个工站的标准工时来计算,以标准工时来制定步骤仅仅对于单个工站是有效的,如果要评估整条生产线,就需要需要一个新概念,这就是生产线平衡。
下面从线平衡基本概念入手介绍生产线平衡分析与改善影响因素和推行步骤。
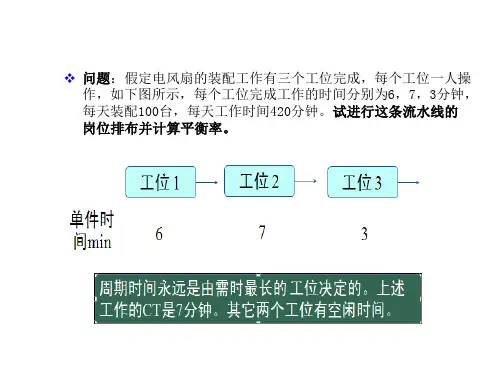
平衡率和平衡损失举个例子:生产线共5个工站(5个人),标准工时分别为10秒、14秒、9秒、12秒、10秒,可知瓶颈工站的标准工时为14秒,n为5, Σx =10+14+9+12+10=55秒,产能=3600/14=257pcs/h,假设一个班计划生产2400件。
就可以计算得出平衡率和平衡损失:平衡率=55/14/5x100%=79%平衡损失=(14x5-55)/3600x2400=10人小时/班。
也相当于1个人没做事。
一条流水线是由许多任务站,许多机器/人组成的,如果这些工站的工作周期完全一致,那么我们就认为这条线的各工站是节拍平衡的,即这条生产线是平衡的,没有平衡损失;否则就是不平衡的,有平衡损失。
线平衡性的衡量标准是平衡率,平衡率最高是100%,但实际中很难实现。
一条规划不好的线往往只有60%-75%的平衡率,一般我们认为线平衡率至少要达到85%才可以量产,如果要推行精益生产方式的一个流的生产方式,平衡率至少要95%以上。
生产线平衡之工时山积表生产线平衡分析:平衡率低的影响平衡率低带来的影响表现在这几个方面:产生等待浪费;产生WIP浪费;阻碍改替进行;生产效率低下;负荷不均影响士气;不能按客户需求开展节拍式生产,导致对客户需求响应迟钝。
所以生产线平衡率问题值得我们企业多加关注。
生产线平衡分析与改善推行步骤1、动作单元分解产品结构拆分(如果是新产品)或者现场实际观察(对已有产品改善),首先进行动作单元分解,画出动作先行图(动作先后顺序图)。
2、动作单元工时测量制定测量实际工时,进行速度评比及加上宽放。
生产线平衡改善(LOB)及生产线平衡率计算总结生产线平衡常见的五大概念:一,节拍节拍指在规定时间内完成预定产量,各工序完成单位成品所需的作业时间。
其计算公式为:节拍 r = 有效工作时间 T ÷产出数量 Q教科书上的一道习题是这样的:某工厂每小时产出400台机器,计算其节拍(以秒/台为单位)r = 60s × 60 ÷ 400 台 = 9 秒/台而实际情况是这样的:某制品流水线计划年销售量为20000件,另需生产备件2000件,废品率2%,两班制工作,每班8小时,时间有效利用系数95%,求流水线的节拍。
(其年生产天数为254天,节拍时间按分钟计算)【解】T效 = 254 × 8 × 2 × 60 × 95% = 231648 分钟Q = (20000+2000) ÷ (1-2%) = 22449 件r = T效÷ Q = 231648 ÷ 22449 = 11 分/件二,生产线平衡生产线平衡是指工程流动间或工序流动间负荷之差距最小、流动顺畅、减少因时间差所造成的等待或滯留現象。
平衡生产线能发挥的作用有很多:通过平衡生产线可以综合应用到程序分析、动作分析、layout分析、搬动分析、时间分析等全部IE手法,提高全员综合素质;在平衡的生产线基础上实现单元生产,提高生产应变能力;减少单件产品的工时消耗,降低成本(等同于提高人均产量);减少工序的在制品,真正实现“一个流”或“单片流”;提升整体生产线效率和降低生产现场的各种浪费;消除人员等待现象,提升员工士气;减少工序间的在制品,减少现场场地的占用;可以稳定和提升产品品质。
它是生产流程设计与作业标准化中最重要的方法。
通过平衡生产,可以加深理解“一个流”生产模式及熟悉“单元化生产”的编制方法。
那么如何实现生产线平衡呢?保证各工序之间的先后顺序;组合的工序时间不能大于节拍;各工作地的作业时间应尽量接近或等于节拍;使工站数目尽量少。