生产线平衡(实例版)
- 格式:ppt
- 大小:3.10 MB
- 文档页数:15
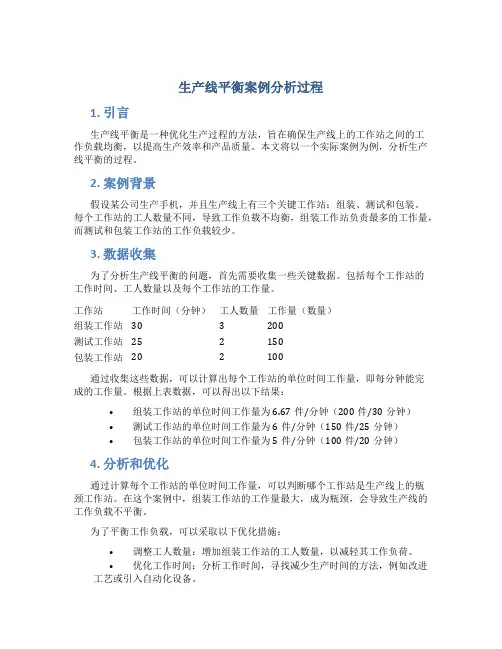
生产线平衡案例分析过程1. 引言生产线平衡是一种优化生产过程的方法,旨在确保生产线上的工作站之间的工作负载均衡,以提高生产效率和产品质量。
本文将以一个实际案例为例,分析生产线平衡的过程。
2. 案例背景假设某公司生产手机,并且生产线上有三个关键工作站:组装、测试和包装。
每个工作站的工人数量不同,导致工作负载不均衡,组装工作站负责最多的工作量,而测试和包装工作站的工作负载较少。
3. 数据收集为了分析生产线平衡的问题,首先需要收集一些关键数据。
包括每个工作站的工作时间、工人数量以及每个工作站的工作量。
工作站工作时间(分钟)工人数量工作量(数量)组装工作站30 3 200测试工作站25 2 150包装工作站20 2 100通过收集这些数据,可以计算出每个工作站的单位时间工作量,即每分钟能完成的工作量。
根据上表数据,可以得出以下结果:•组装工作站的单位时间工作量为6.67件/分钟(200件/30分钟)•测试工作站的单位时间工作量为6件/分钟(150件/25分钟)•包装工作站的单位时间工作量为5件/分钟(100件/20分钟)4. 分析和优化通过计算每个工作站的单位时间工作量,可以判断哪个工作站是生产线上的瓶颈工作站。
在这个案例中,组装工作站的工作量最大,成为瓶颈,会导致生产线的工作负载不平衡。
为了平衡工作负载,可以采取以下优化措施:•调整工人数量:增加组装工作站的工人数量,以减轻其工作负荷。
•优化工作时间:分析工作时间,寻找减少生产时间的方法,例如改进工艺或引入自动化设备。
•转移工作量:将部分组装工作转移到其他工作站,以平衡各工作站的负载。
5. 优化结果评估经过优化措施的实施后,重新计算每个工作站的单位时间工作量,以评估结果。
工作站工作时间(分钟)工人数量工作量(数量)单位时间工作量(件/分钟)组装工作站30 4 200 5测试工作站25 2 150 6包装工作站20 2 100 5通过调整组装工作站的工人数量,将其增加到4人,重新计算单位时间工作量之后,可以看到组装和包装工作站的工作量现在已经达到了平衡,测试工作站的工作量仍然保持不变。

流水生产线平衡实例分析 -(I)生产线平衡就是对生产的全部工序进行均衡化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。
它是生产流程设计及作业标准化中最重要的方法。
生产线平衡的目的是通过平衡生产线使现场更加容易理解“一个流”的必要性及生产作业控制的方法。
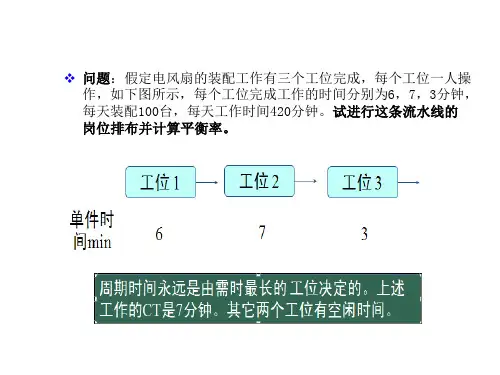
玩具小车生产线平衡实例某J型玩具小车要在一个传送带上组装,每天需生产500辆。
每天的生产时间为420分。
表0-1列出了J型小车的装配步骤及其定额时间,请根据节拍和作业次序的限制,求使工作站数量最少的生产线平衡方式。
1.绘制装配生产线的流程图图6-1 给出了表6-1中的次序关系(表示作业次序关系,箭头长度无实际意义)。
表6-1 J型小车的装配步骤及其时间图6-1 J型小车的流程图2.计算节拍3.工作站最小值(理论上)4.选择作业分配规则研究表明,对于特定的问题有些规则会优于其他规则。
一般来说,首先安排有许多后续作业或者持续时间很长的作业,因为它们会限制装配生产线平衡的实现。
这种情况下,我们选用如下规则:规则一:按后续作业数量最多规则优先安排作业;规则二:按作业时间最长规则优先安排作业;规则三:按该项作业元素时间与后续作业元素时间的总和最大规则优先安排作业(阶位法)。
5.平衡装配生产线,将所有作业分配到各工作站(1)平衡方案A:选用规则一,按后续作业数量最多规则来平衡装配生产线。
各项作业的后续作业数量如表6-2所示。
根据后续作业最多规则给工作站1,2安排作业,在规则一遇到问题时,采用规则二,直至所有作业安排完毕。
表6-3列出了实际的安排。
表6-2 各项作业的后续作业数量计算流水线负荷率77.38%的负荷率意味着该装配线不平衡或闲置时间达22.62%(有57秒闲置),最空闲的是工作站5。
表6-4所示的工作地5的负荷率仅为17.86%。
那么我们能否得到更好的平衡方案呢?下面我们给出平衡方案B。
表6-4 平衡方案A中各工作地负荷率表6-6 按阶位法分配作业元素过程。