波峰托盘设计制作及使用规范
- 格式:docx
- 大小:3.86 MB
- 文档页数:22
托盘操作标准摘要托盘是一种广泛用于企业物流中的容器,是保证货物运输质量和安全性的重要设备。
托盘的使用需要特定的操作技能和技术,本文将介绍托盘的操作标准,以确保货物运输过程中的质量和安全。
介绍托盘是一种方便快捷的货物运输设备,其优点包括方便快捷,易于存储和搬运,提高了物流效率。
但是,由于运输方式和货物类型的不同,在托盘的使用过程中,需要特定的操作技能和技术,以确保货物运输过程中的质量和安全。
本文将介绍托盘的操作标准,以确保托盘的正确使用和操作,防止货损,减少事故的发生,降低物流成本。
认识托盘定义托盘是将货物便于起卸、搬运、堆垛和存储的搬运工具。
它采用一种特定的设计,结合了机械力学、结构力学和材料技术等方面的知识,可以根据货物特性的不同,选择不同的尺寸和设计方案来满足不同场合的需求。
类型托盘主要分为两种:木质托盘和塑料托盘。
木质托盘使用寿命较短,但价格相对较低,而塑料托盘则使用寿命更长,但价格相对较高。
托盘的尺寸也会根据不同的货物,有所不同。
通用的托盘尺寸有:12001000, 1200800和1100*1100。
当然,对于某些特殊的货物,也需要专门设计的托盘。
作用托盘具有以下作用:•便于货物的起卸、搬运、堆垛和存储。
•提高物流效率,降低作业成本。
•减少货物损失和货主的物流成本。
•有利于保护货物的质量和安全。
•方便管理和统计。
托盘的操作标准托盘的存放托盘存放的位置应保持良好的通风和干燥,并避免阳光直射。
用于存放托盘的场所应定期进行清洁和消毒,以防止虫害和病毒的产生。
如果需要将托盘叠放起来,必须确保托盘的稳定性和安全性。
在托盘堆叠的过程中,应该避免托盘之间的直接接触,并使用特殊的墊板来保护托盘的表面。
托盘的装载在装载货物时,必须确保货物的重量分布均匀,且足够牢固。
如果货物有危险品,应按照国家标准和规范要求进行操作,确保危险品的安全运输。
在装载货物之前,应先检查托盘的表面是否平整,如果有破裂或损坏,应及时替换。
托盘的使用规范和流程引言托盘是一种常见的物流工具,广泛应用于仓储、物流、生产等领域。
正确的使用托盘可以提高物流效率,保障货物安全,降低人力成本。
本文将介绍托盘的使用规范和使用流程。
使用规范1.选择合适的托盘–根据货物的重量和尺寸选择适当的托盘,确保托盘能够承载货物并且不会造成物流过程中的问题。
–合适的托盘应具有足够的强度和稳定性,能够承受叉车或其他搬运设备的载荷。
–根据货物的特性选择适当的材质,如木质托盘适用于耐压性能较好的货物,塑料托盘适用于潮湿环境下的货物。
2.正确摆放货物–将货物均匀摆放在托盘上,确保重量分布平衡,避免过重或过轻的情况。
–对于易碎货物,可以在托盘上放置防撞垫或包装材料,减少货物在运输过程中的损坏风险。
–对于液体或粉末状的货物,应选择带有密封边框的托盘或使用防漏措施,避免泄漏造成的污染或事故。
3.注意托盘的堆叠–在堆叠托盘时,应根据托盘的堆叠能力合理安排层数,不要超过托盘的承载能力。
–托盘堆叠时应注意平稳,避免倾斜或不稳定,堆叠高度不宜过高,以免发生事故。
4.使用合适的搬运工具–使用叉车或手动搬托车等工具搬运托盘时,应注意操作规范,确保安全。
–操作人员应熟悉搬运设备的使用方法,并严格按照操作规程进行操作,避免造成货物或设备的损坏。
5.维护托盘的使用寿命–定期检查托盘的情况,如有损坏或磨损严重的情况及时更换。
–避免将托盘暴露在阳光下或潮湿的环境中,防止托盘老化或变形。
–避免使用不当的方法进行堆垛、推拉等操作,以免损坏托盘。
使用流程1.接收货物–当收到货物时,首先检查货物的包装情况,是否完好无损。
–根据货物的特性选择合适的托盘类型进行摆放。
2.装载货物–将货物均匀摆放在托盘上,并确保重量分布均匀。
–对于易碎货物或液体货物,进行相应的防护措施。
3.堆叠托盘–将装载好的托盘堆叠在货物存放区,注意堆叠的稳定性和高度。
–若要进行多层次的堆叠,应确保底层托盘的稳固性和承载能力。
4.搬运托盘–使用合适的搬运工具,如叉车或手动搬托车等,进行托盘的搬运。
托盘制作流水线操作规程
《托盘制作流水线操作规程》
一、流水线操作前准备
1. 检查设备是否正常工作,如有异常需及时更换或维修。
2. 清洁工作台及设备,保持操作环境整洁。
3. 准备所需原材料和工具,确保充足并整齐摆放。
二、托盘制作流程
1. 裁切原材料:按照规格要求将原材料进行裁切,确保尺寸精准。
2. 冲孔加工:使用冲孔机对托盘进行孔位加工,确保孔位准确、规整。
3. 弯曲成型:使用弯板机对托盘进行弯曲成型,确保弯曲角度符合要求。
4. 焊接组装:对托盘进行焊接组装,确保焊接牢固、结实稳固。
5. 表面处理:对托盘进行表面处理,如喷涂、镀锌等,确保表面光滑、防腐耐磨。
三、操作注意事项
1. 操作人员应佩戴好安全防护用具,如手套、眼镜等。
2. 操作时注意设备运转情况,确保自身安全。
3. 操作人员应具备一定操作技能和经验,如遇复杂情况及时寻求帮助或上报。
4. 操作结束后,及时清理工作台和设备,并对设备进行保养和维护。
以上即为《托盘制作流水线操作规程》,请操作人员严格遵守,确保生产安全和产品质量。
托盘的使用标准及流程规范托盘的定义托盘是一种用于装载、搬运、储存和堆码物品的平台。
它通常由木材、塑料或金属制成,具有一定的承载能力和结构稳定性,可用于运输和存储各种物品。
托盘的种类托盘主要分为木制托盘、塑料托盘和金属托盘三种类型。
根据承载能力不同,还可以分为轻型托盘、中型托盘和重型托盘。
托盘的使用标准为了确保托盘的安全使用和运输效率,以下是托盘的使用标准:1.标准尺寸:托盘的标准尺寸是1200mm×1000mm或800mm×1200mm,尺寸与货物托盘位和运输设备相匹配。
2.承载能力:托盘的承载能力应明确标示,并根据不同类型的货物选择合适的托盘。
托盘的承载能力通常以静态负荷、动态负荷和货架负荷来衡量。
3.结构稳定性:托盘应具有良好的结构稳定性,以确保货物在搬运、堆码和储存的过程中不会受到损坏。
4.防滑设计:托盘的表面应采用防滑设计,以防止货物在搬运和堆码过程中滑动。
5.防止污染:托盘应符合食品安全标准,以确保不会对食品和其他敏感货物造成污染。
6.包装和标识:托盘上的包装和标识应清晰可见,以便于识别和管理。
托盘的使用流程规范为了确保托盘的有效使用和管理,以下是托盘的使用流程规范:1.选择合适的托盘:根据货物性质、尺寸和重量等因素选择合适的托盘。
轻型货物可以选择木制或塑料托盘,重型货物可以选择金属托盘。
2.检查托盘质量:在使用托盘之前,需要对托盘进行检查,确保其结构完好、无损坏和无异味。
3.正确搬运托盘:在搬运托盘时,应采取正确的姿势和方法,避免使用力过大或不当方式导致托盘损坏或人身伤害。
4.堆码规范:在堆码时,应按照规定的方式进行堆码,以确保堆码的稳定性和安全性。
建议采用交叉堆码或螺旋堆码方式,避免堆码过高或不平衡。
5.储存管理:托盘在储存过程中,应放置在干燥、阴凉、通风的地方,避免阳光直射和雨水浸湿。
6.修复和报废:托盘在使用过程中,如有损坏或变形等情况,应及时修复或报废。
不得使用损坏的托盘,以避免安全事故发生。
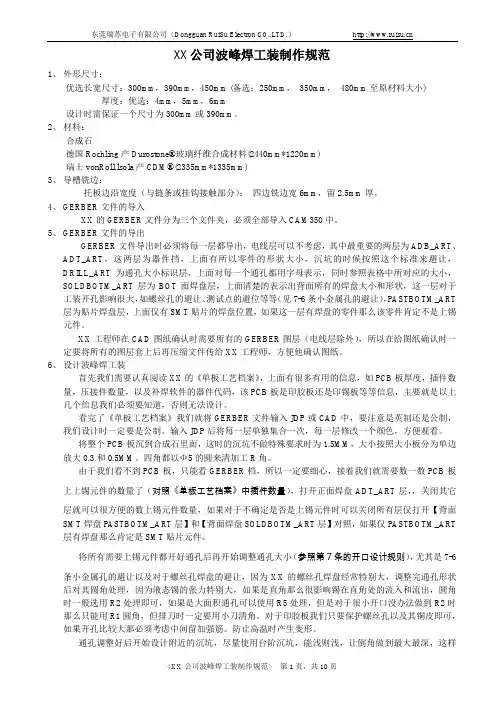
技术要求主题PCBA 波峰焊接(DIP )治具设计技术规范 适用范围DIP 托盘、治具设计 有效期 长期分发部门 一、目的:根据我们公司的治具制作特点以及和不同供应商合作沉淀下来的技术,而编写本技术规范。
便于供应商在以后的图纸设计与制作能够规范化。
二、具体设计要求:DIP 托盘的设计要求:1、 DIP 托盘的外形:托盘尺寸按250*250、250*300、300*300、300*350等,超出此几类尺寸的,按PCB 外形加60设计制作,我们公司的波峰焊因设备限制治具宽度最宽不能超过300MM ,所以治具如果超过300MM 的宽度就需要和我们协商后在制作;材料厚度一般选用6mm ,最厚不超过10mm(包括补丁厚度),材料可为FR4。
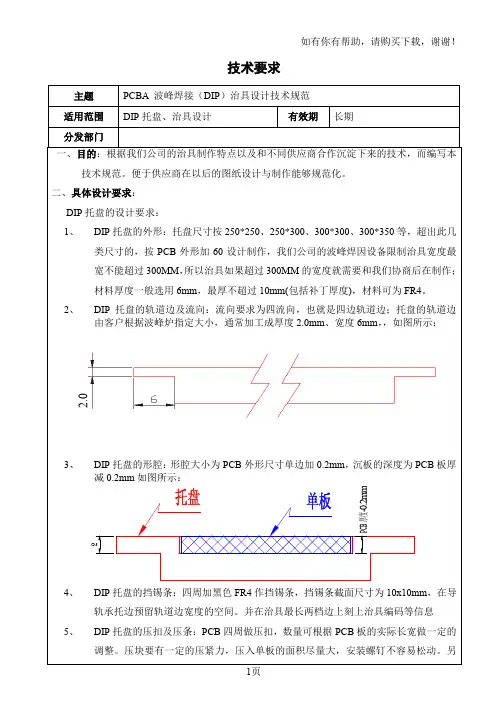
2、 DIP 托盘的轨道边及流向:流向要求为四流向,也就是四边轨道边;托盘的轨道边由客户根据波峰炉指定大小,通常加工成厚度2.0mm 、宽度6mm ,,如图所示:3、 DIP 托盘的形腔:形腔大小为PCB 外形尺寸单边加0.2mm ,沉板的深度为PCB 板厚减0.2mm 如图所示:4、 DIP 托盘的挡锡条:四周加黑色FR4作挡锡条,挡锡条截面尺寸为10x10mm ,在导轨承托边预留轨道边宽度的空间。
并在治具最长两档边上刻上治具编码等信息5、 DIP 托盘的压扣及压条:PCB 四周做压扣,数量可根据PCB 板的实际长宽做一定的调整。
压块要有一定的压紧力,压入单板的面积尽量大,安装螺钉不容易松动。
另2.0P C B 厚度-0.2m m外,如果PCB大小超过一定程度,还需要加压条来压紧PCB,以防止PCB中间部位拱起,导置漏锡,压条的数量根据PCB宽度来决定,压条一般需做成防呆或刻上标记,加以区分,有多根压条的尽量做到一致,可互换,使用更方便快捷。
如图所示:6、DIP托盘的上锡开口:托盘开孔处参照Gerber文件和实际样板。
原则上托盘开孔边到焊盘的距离>=3mm,托盘开孔边的壁厚>=1mm,托盘底部最薄处>=1mm,如下图所示:托盘避让贴片元器件的开槽面积尽量小,保证托盘的整体较厚实;由于托盘较厚,开孔处较窄的地方背面斜坡加长,倒角刀的角度分为135°及90°两种。
托盘使用工作规范及注意事项托盘的定义:托盘是餐厅服务员端送食品、饮料和餐饮用具的常用工具之一。
在餐厅服务工作中无论是运送食品、摆台、撤换餐用具、结账、收款都要使用托盘。
托盘的分类:按质地分为胶木类、金属类、经防滑处理的塑料类三种。
按形状分为圆形托盘和长方形托盘托盘操作整体要求:讲究卫生、稳重安全、托平走稳、汤汁不洒、才行不变托盘的操作方法:按重量分为轻托和重托两种托盘用左手,端放在左手掌上为宾客服务。
方法是左手向上弯曲,小臂垂直于左胸前呈90度,肘与腰部15公分,大臂垂直,掌心向上,五指分开,用手指和掌托住盘底,手掌形成凹形,使之平托与胸前,掌心不与盘底接触,托起前左脚超前,左手与左肘呈同一平面。
用右手紧紧把盘拉到左手和左肘上,先用左手、左肘把盘放于平肘上,再用右手调整好盘内的物件。
确保托盘平衡,使之平托于胸前。
操作步骤托盘使用规范一、托盘使用程序与标准理盘根据所运送的物品选择大小合适的托盘,将盘底擦干净,然后用垫布或湿毛巾垫在托盘上,并用手铺平拉直,使垫布或毛巾的四边与盘底对齐。
⑵按照托盘的制作原料,餐厅中的托盘一般为金属、木制或塑胶,金属的又可分为银、铝、不锈钢等。
装盘装盘时要根据托送物品的体积、轻重、使用的先后顺序,将所要运送的物品安放在托盘上。
⑴从厨房搬出菜肴时,注意托盘的清洁,可在托盘上铺一层干净的餐巾,以防止餐盘具滑移,且有美观功用。
⑵较大及较重的盘碗置于中央部位,较小物件可靠边放置。
所有物件需均衡摆置,以免携带时滑落或颠落。
⑶当盛有液体的餐盘装于托盘时,切不可置于托盘边,应放置中央位置。
⑷装有汁液盘或盛肉汁及酱油碟须平稳置放于食具盘上。
冷热食盘不可使其碰触。
⑸茶壶及咖啡壶不可注装过满,以免溢出,其壶嘴须朝内,而且须不朝向装食物的碟盘。
⑹食盘底不可触及装于其他食盘中食物。
⑺离厨房之前,检查托盘,是否所有食物及必须的服务配备皆在其中。
食物的放置依服务顺序。
⑻托盘绝对不可置于客人桌上,应先置于其边台,再由此上菜。
编号:FS-QG-49055托盘使用操作规范规范
Tray use operation specifications
说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可循,提高工作效率和责任感、归属感,特此编写。
托盘使用操作规范
1.理托盘
1.1根据不同的用途选择好托盘,洗净擦干。
1.1.1.传菜部使用方托盘。
1.1.
2.楼面部服务员使用圆托盘。
2.装托盘
2.1要根据物品形状大小、体积进行合理装托。
A)摆成弧形或横竖成行。
B)重的物品和高的物品放在靠身体部份、轻物放外面。
C)先上的物品在前、后上的物品靠后。
3.上托盘
3.1先将托盘放在工作台或某平面上按以上方法装好物品,然后将两手紧握托盘两端,将托盘向外平行拉出2/3或
更多,左手放到托盘底部后再托起。
物品较轻时,可以直接上托装托。
4.卸托盘取下物品时,从左右两侧交替取下物品,左手掌手指不断随托盘重量变化而轻缓转动、保持平衡。
请输入您公司的名字
Foonshion Design Co., Ltd。
波峰焊载具设计方法波峰炉载具,是针对PCB板过波峰焊时有些部件需要保护或者通过载具起到辅助焊接插件所设计的一种载具。
波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成波峰的现象。
一、波峰炉载具作用:1、保护金手指或人工接触到而受到污染。
2、将底端SMT元件覆盖住,使之能通过标准的波峰焊设备做局部焊接保护。
3、将生产线宽度标准化,使用一个载具出多个产品以增加生产效率,并统一产品品质。
4、防止溢锡污染PCB板表面。
二、波峰焊载具基板及原材料的选择:由于波峰焊波峰温度一般在260±5℃,焊接时间3-5s,所以载具的基板必须能够耐高温,目前采用的玻纤板耐高温可以达到300℃,国产合成石耐高温可达350℃,进口合成石耐高温可达到380℃,石无铅耐高温可达到360℃,钛合金耐高温可以达到550℃。
波峰焊载具在使用过程中除了耐高温还要承受助焊剂、清洗剂的腐蚀,玻纤板、合成石、钛合金均具有很高的耐腐蚀性。
1、玻纤板波峰焊载具优点:平整度好,表面光滑,无凹坑,具有较高的机械性能和介电性能,较好的耐热性和耐潮性,有良好的加工性。
常温150℃下仍有较高的机械强度,可以耐高温达到300多度,在干态、湿态下电气性能好,阻燃,用于电气、电子等行业绝缘结构零部件,颜色有黑、白、绿、黄等,同时也有防静电的玻纤板供选择,价格低廉。
缺点:长时间适用后易分层,不耐强酸/强碱,无铅焊锡情况是不适用,寿命相对较短。
2、合成石板波峰焊载具优点:产品具有很高弹塑性和抗冲击性。
由于其是硅质材料和合成树脂构成的合成石是耐酸性材料。
低导热性,保护基板上电器元件。
长时间使用后仍然能保持载具的尺寸稳定及其平坦。
同时合成石的合成树脂成份可有效阻隔助焊剂之活性,防止锡尖产生。
耐温一般是300-350度之间,短期间内耐温可达到385度。
合成石是过炉载具的理想材料。
缺点:目前市场上合成石有国产和进口之分,并且种类繁多,性能差异较大,这样就加大了选择材料的难度。
Q/HXQ/HX- GXXX-11/03-2015 波峰托盘设计制作及使用规范版本:受控状态:2015年XX月XX日发布2015年XX月XX日实施前言为规范工装治具设计规范,特制订此制度规范。
本制度主要起草人:杨柳本制度审核人:本制度批准人:目录1目的 (3)2范围 (3)3名词解释 (3)4职责 (3)5波峰托盘设计制作要求 (3)5.1.数量要求 (3)5.2材料要求 (4)5.3辅材要求 (5)5.3.1 PCB板压块 (5)5.3.2弹片 (6)5.3.3压板 (8)5.4排版布局 (9)5.5托盘印字要求 (10)5.6 制作工艺流程 (10)5.7通用设计规范 (11)5.7.1托盘框架 (11)5.7.2开孔要求 (13)5.8托盘验收标准 (14)5.9具体设计要求 (14)5.9.1分类 (14)5.9.2贴片防焊托盘 (14)5.9.3选择性波峰焊托盘 (19)6使用要求 (19)6.1操作规范 (19)6.2报废标准 (19)7参考文件 (19)8修订许可权 (19)9 修订履历 (19)1目的1.1对波峰托盘下单原则、设计原则和布局原则进行标准化定义,对波峰托盘的设计具有指导和参考作用。
1.2对波峰托盘的使用、维护和报废进行标准化定义,将使用规范从管理规范中抽取出来,保证管理规范的通用性和设计规范的可扩展性。
2范围2.1本规范试用于海兴电力科技股份有限公司及其附属子公司和海外工厂。
3名词解释3.1波峰托盘:用于波峰焊接工序,替代人工掩膜完成波峰焊接的载具;3.2 FR4:FR-4是玻璃纤维环氧树脂覆铜板耐燃材料等级的代号,所代表的意思是树脂材料经过燃烧状态必须能够自行熄灭的一种材料规格,它不是一种材料名称,而是一种材料等级。
PCB(印刷电路板)的一种。
3.3 合成石:一种绿色环保石材,由95%以上的天然石粉,加上少量聚酯及粘合剂,在真空下混合,加压,振动成型而成。
具有低成本,耐磨的优点;3.4 劳士领:是一种由高温纳米纤维毡和高性能环氧树脂制成的复合材料。
1. 目的:1.1波峰焊治具的設計原則及治具的命名原則,Layout 的合理性與治具機構設計之標準化,使波峰焊治具設計與製作標準化,提升wave solder 良率,治具管理明確,減少治具反修率.1.2波峰焊治具零配件的設計原則及可互換性.2. 範圍:本規範適用于華東事業處所有試產及量產波峰焊治具設計與製作.3. 名詞解釋:ROHS: Restriction of Hazardous Substances 指的是電子電氣設備中不得含有六種有害物質: 鉛Pb,汞Hg鎘Cr,六價鉻Cr6+,多溴聯苯PBB和多溴二苯醚PBDE.ROHS指令正式實施日期為: 2006年7月1日本規範所涉及到的所有治具材料都必須符合ROHS標準要求.4. 參考文件<<波峰焊治具設計規範>>5. 職責ME: 本規範之撰寫及修訂PD: 使用、保養、保存、盤點波峰焊治具6. 作業流程與內容6.1波峰焊治具分類6.1.1試產波峰焊治具分類為: (1)一般試產波峰焊治具 (2)特殊試產波峰焊治具 6.1.2 一般試產波峰焊治具材質:FR4或電木.治具尺寸:如下圖所示(1).治具結構﹕底框架+托邊框架. (2).治具四周需要加軌道邊.(3).S0階段(sample run)治具不需要製作壓條,S0後之試產時需要都I/O 零件A:承載邊厚度=2.6±0.1mm B:檔錫牆高度=4±0.2mm C:治具厚度=4±0.2mmD:PCB 承載邊深度=PCB 厚度*3/4側視圖俯視圖AE:軌道邊寬度=9±0.2mmF:PCB 板與板之間距離=15±0.2mmG:PCB 與治具檔錫牆之間距離=15±0.2mmH:治具檔牆寬度+治具承載邊寬度=7+10=17±0.2mm6.1.3 特殊試產波峰焊(可旋轉角度)主要應用於驗證特殊,異形零件,Pin 腳Pitch 較小零件,或新性零件沒有把握控制wave solder 良率時, 在試產階段確認產品過爐最佳角度. 確認量產治具的開設.(1).治具結構﹕底框架+托邊框架.(2).治具四周需要加軌道邊.(3).S0階段(sample run 治具不需要製作壓扣,S0後之試產時需要都I/O 零件 製作壓扣.(4).外框材質:合成石;套板材質: FR4或電木.可旋轉角度治具組合圖外框 套板 PCB 板 刻度J=17m300mmI=318mm俯視圖E=9mm D=5mmA:承載邊厚度=2.6±0.1mmB.檔錫牆高度=5±0.2mmC:檔錫牆高度=5±0.2mmD:治具厚度=5±0.2mmE:套板支撐臺階=5±0.2mmF:軌道邊寬度-9±0.2mmG: 檔錫牆寬度=7±0.2mmH:套板支撐臺階厚度=2.5±0.2mmI:治具長寬尺寸=318mm.J:尺寸=17mm.6.1.4量產波峰焊治具結構與尺寸定義:6.1.4.1量產波峰焊治具材質:6.1.4.1.1底板、搭載邊條選用合成石.6.1.4.1.2 方向邊框可選用合成石/FR4.6.1.4.2量產波峰焊治具尺寸:如下圖所示治具結構:底框架+托邊框架A: 檔錫牆高度=5±0.2mmB: 軌道邊寬度=9±0.2mmC:治具厚度=5±0.2mmD: PCB與治具檔錫牆之間距離=20±0.2mmE:治具牛角擋錫牆固定於治具的寬度E1為7±0.2mm,E2為12±0.2mmF:擋錫牆到牛角之間距離30±0.2mmG:牛角導圓角半徑R=10±0.2mmH:PCB板與PCB板放置間距15±0.2mmI:PCB板到擋錫牆之間的距離15±0.2mmJ:治具檔牆寬度+治具承載邊寬度=7+9=16±0.2mmK:牛角墊塊長度20±0.2mmL:牛角墊塊寬度20±0.2mmM:牛角墊塊厚度5±0.2mmN:PCB放板導角直徑3±0.2mmO:治具邊框寬度:10±0.2mmP:軌道承載邊厚度3±0.2mmQ:牛角內長15±0.2mmR:牛角內寬15±0.2mm注:圖中橢圓形為5*2.5 mm導圓角,如右圖所示.6.1.5錫波平整度波峰焊治具主要應用于測量錫波峰平整度﹐以檢驗錫槽是否有異常. 6.1.5.1治具材質: 合成石+玻璃6.1.5.2 治具具體尺寸與普通試產波峰焊治具尺寸定義相同. 6.1.5.3 治具結構:底框架+托邊框架+耐溫刻度玻璃.(單位:mm)6.1.6錫槽高度校正波峰焊治具最大特點在於承載邊底部到治具底部距離H 為13mm, 比試產及量產波峰焊治具多3mm, 通過此治具可以調試錫槽高度,保證試產及量產波峰焊治具與錫槽至少3mm 間隙. (具體使用方法參見波峰焊操作規範) 6.1.6.1 治具材質:合成石+ 45鋼+不銹鋼 6.1.6.2 治具結構及具體尺寸如下圖所示.(單位:mm) 6.2 波峰焊治具排版所有波峰焊治具排版遵循應遵循以下原則: 6.2.1 PCB 放置于波峰焊治具方向判定依據: 6.2.1.1 淚滴PAD 及盜錫塊考慮:當PCB 中有Ring 與Ring 之間距離小於0.8mm,並且設計淚滴PAD,則PCB 放置于波峰焊治具時﹐須保證淚滴PAD 與波峰焊過錫爐方向相同.如下圖:450350 H3過錫爐方向a. Connector ,CBL(排線)過錫爐方向b. two row pin connector:A<0.8mm過錫爐方向c. RJ45,RJ11過錫爐方向d. Connector當PCB 中有Ring 與 Ring 之間距離小於0.6mm,並且設計盜錫塊,則PCB 放置于波峰焊治具時﹐須保證盜錫塊最後與錫波接觸.如下圖:6.2.1.2 多Pin 腳Connector Ring 與Ring 之間距離小於1mm,則過錫爐方向須特別定義.如下圖:6.2.1.3 當PCB Layout 中都無以上過波峰焊方向限制,則考慮將Connector 零件放置於治具前端﹐以便於插件.過錫爐方向過錫爐方向6.2.2結合以上PCB 放置方向限制﹐PCB 排版數量判定依據 :一般治具:長度不得大於420mm,寬度分為兩種:330mm 、265mm. 特殊治具:如果長度大於420mm 的,須在治具上加鋁鋅材邊框. 6.36.3.16.3.2 治具編號標準化.6.3.2.1 治具本體編碼型式: W-XXXXX-XXX-X 標記於治具正上方.6.3.2.2 治具本體編碼注釋如圖1所示﹕6.3.2.2.1 功 能 碼 :由ME 定義,從A~Z 選擇一個作為制程區分代碼6.3.2.2.2 編 碼 : 排序從00001至999996.3.2.2.3 流 水 碼 :從001至999, 作為相同治具的數量區分碼.6.3.2.2.4 版 本 碼 :從A 至Z ,同一治具升級後,版本需往下修正,例如 : A →B ;並且党治具版本升級時,需由相關工程師確認新舊版本治具可否共用.6.3.2.2.5 廠 商 代 碼 : 便於治具管理和供應商快速查找,要求廠商代碼簡明且易辨別.6.3.2.2.6 治具所附帶的壓條或壓扣(均與治具本體無連接關係)的編碼為治具本體的功能碼+治具編碼,如:W-00122-XXX-A GP RoHS LF,其壓扣的編號為W-001226.3.2.2.7 編碼字體均採用20號新細明體.圖1W- XXXXX – XXX - X GP RoHS LF 功能碼治具編碼 流水號 版本號 環保標識 XX廠商代碼6.3.3 治具的環保標示要求:為滿足不同客戶稽核要求,治具上所標識的“GP RoHS LF ”均表示為環保產品治具.環保標識適用於無鉛機種,有鉛機種只需刻上廠內編碼.6.3.4 治具編碼申請管理:治具製作前需向鋼板治具系統管理員申請編號,製作後由管理員錄入系統,並且治具管理員根據廠內編碼追蹤治具製作進度.6.4 治具壓扣設計標準.6.4.1壓扣分類:普通單邊壓扣(圖A ),普通雙邊壓扣(圖B ), 材質均為賽鋼.6.4.2普通單邊壓扣,和普通雙邊壓扣工程尺寸圖.圖A 圖B 普通單邊壓扣工程圖普通雙邊壓扣工程圖6.4.3 波峰焊壓扣佈局原則:(1)壓扣一般分佈在PCB板四個角,並保證壓扣壓住PCB板邊至少3±0.5mm.(2)所有壓扣放置位置須保證其周圍3mm內無SMD零件.(3)在空間允許情況下, PCB板與PCB板連接處,採用普通雙邊壓扣設計以節省工時.6.5 壓條設計標準化6.5.1 壓條製作時機: 由波峰焊試產組統計試產過程中易浮高偏位元零件位置及浮高不良率﹐並最終確定開設壓條.6.4.2 壓條壓扣設計原則: (1) 壓條設計功能滿足要求.(2) 壓條材質須滿足防靜電要求,及耐高溫性.(3) 壓條放置方向須有防呆及定位設計.(4) 壓條放置動作最簡化性.6.5.3 現有壓條結構設計類型:6.5.3.1普通壓浮壓條結構設計(1)壓浮零件在2個以內﹐採用類壓扣設計.須壓浮高PCBA如下圖壓條採用類壓扣設計如下圖所示:(2) 壓浮高零件在2個以上﹐則採用整體式壓條設計. 須製作壓條PCBA 板上零件結構如下:壓條結構設計根據零件結構設計成長條式﹐其結構如下圖所示:壓條與零件壓浮配合為過盈配合﹐其過盈量為0.2mm. 6.5.3.2 特殊壓條結構設計----彈簧壓浮設計.適用條件:零件極易浮高﹐且與PCB 板無卡鉤設計的零件類型. 例如長條彈簧壓條結構就是典型的彈簧壓浮設計﹕1.其結構與普通單邊壓扣類似2.尺寸須保證與零件0.2mm 過盈量易浮高零件定位孔螺絲耐溫塑膠 彈簧6.5.3.3 限位元壓條結構設計適用條件:零件易偏位元﹐且周圍50mm無須壓浮高零件.例如排阻結構易偏位元﹐其本體結構如下:限位壓條設計如下﹕6.5.3.4 治具壓條的材質:電木/FR46.6 治具螺絲標準化.6.6.1固定擋錫條、承載邊採用M3×16的六角螺釘,並且上下鎖緊, 螺帽在上平面固定螺絲;固定牛角的螺絲採用M3×10,且須開槽保證螺絲與治具本體的下表面齊平.6.6.2 M3螺絲的佈置方式參照PCB排版圖.6.6.3壓扣所採用的螺絲按照其工程圖選擇.6.6.4所有的波峰焊治具螺絲均需點螺絲膠,(為便於維修,一般都採用可拆卸試螺勢較)如未點螺絲膠而造成治具易鬆動﹐供應商應無償修復.6.7波峰焊治具局部結構設計要點.6.7.1(1)治具厚度為5mm,PCB承載深度為板厚的3/4.(2)支撐板托臺階寬度至少是1mm以上.針對緊貼板邊DIP件此距離可以考慮再縮小.PCB承載深度=¾*PCB板厚托臺階寬度至少為1mm6.7.2.(1)治具開設保護SMT 零件槽的擋牆至少為1.0mm.(2)Bottom SMT 螺絲孔已上錫﹐須開1mm 保護槽. (3)保護槽底部厚度至少1mm ﹐以增加治具強度及壽命.6.7.3 DIP 零件開孔標準化. (L 為SMD 零件距PTH 孔PAD 距離,h 為SMD 零件高度) 6.7.3.1.當L ≥3.0mm 、h <0.6mm 時,採用如下圖開孔方式.6.7.3.2當L<3.0mm 時,不利於上錫,則更改設計,可採用45 ∘過爐或增加導錫塊1.045度45度1.01.0~位置范圍極限1.0~1.01.0~5.01.0~1.0fixtureDIPSMDSMDPCB\6.7.3.3當4.4mm>L>3.0mm, 2.0mm>h>0.6mm 時,採用下圖開孔方式:6.7.3.4當L ≥4.4mm ,2.5<h<3.0mm時,PCB 承載深度設計為板厚的4/5. 如圖,設h=2.4mm,當按照45∘倒角,則上錫影響區域將延伸到PAD 上,廠商會在倒角頂部再導微角(黑色表示)以避開影響區域.4.4>>3.0, 2.0開孔安全;, , 治具結構變更支撐整體提升策略(例提升h-2)如圖,當按45度倒角,則上錫影響區域延伸到上,供應商會在倒角頂部再倒微角(白色表示)以避開如圖黃色影響區域6.7.4開設導錫槽時機.(1)當DIP零件與SMD零件距離小於3mm.(2)當DIP 周圍SMD零件高度小於1.5mm.PCB須開設導錫槽難以開設導錫槽其導錫槽開設如下:PCBfixture導錫槽6.7.5 波峰焊治具開孔大小原則:(1)在空間允許下,DIP零件至波峰焊治具開孔邊緣保持5mm,脫錫空間.Fixture(2)如果空間有限制,則治具開孔大小最大限度滿足DIP 零件與開孔邊緣5mm 的要求.6.7.6 Bottom 面SMT 零件開槽圖解及要求.6.7.8治具壓條之壓扣須加導10*5*300mm 角便操作員作業.6.7.9治具開設須保護塑膠Pin 條件:(1) PTH 孔與塑膠Pin 距離大於等於3mm ﹐則塑膠Pin 須開槽保護住. (2) PTH 孔與塑膠Pin 距離小於3mm, 則塑膠Pin 無須開槽保護.KLH>=3mm10*5mm*30°30°6.7.10產品有Flux 污染風險﹐如Bottom 面天線介面,按鍵彈片等Flux 敏感元件,Bottom 須開設防Flux 槽.即在所有插件零件治具開孔的位置周圍開出一道槽, 將治具內外隔開,其設計尺寸為: A(槽的寬度)*B(槽的深度)=2mm*2mm.6.7.11治具結構設計中儘量避免出現以下情況:(1) 沿波峰焊過爐方向﹐出現10mm 以上只有單邊加強肋保護塊.要求:保護塊至少在兩個方向有加強肋.(2) 治具加強肋寬度小於3mm,易產生變形而影響治具強度及壽命. 要求:加強肋寬度至少大於3mm.6.7.12對於 QFN 零件及BGA 等熱敏感SMD 零件,波峰焊治具須保護住其Bottom 面,以防止 出現過波峰焊二次熔錫等不良現象.此保護塊只有單邊受力, 且其長度大於10mm,易造成治具變形而造成溢錫.BGAQFN6.5.13治具須有取板設計以便操作員取板順利,取板設計一般為板邊長方形槽深2.5mm 設計.7. 修訂許可權本規範由製造工程單位ME 工程師撰寫,經製造單位最高主管同意後實施,修改時亦同.保管單位﹕ME 保存期限: 三個月。
托盘使用规范车间托盘使用规定鉴于公司业务的逐渐拓展,现阶段及后期订单阀体尺寸逐渐增大,重量已完全超出塑料托盘的最大承载能力,导致很多塑料托盘损坏,给公司造成了不小的损失,为避免上述情况的发生,现做出如下规定:一、托盘使用细则:①塑料托盘应避免遭受阳光暴晒,以免引起塑料老化,缩短使用寿命。
②阀体等成品零件清洗过后的流转托盘必须垫专用胶合板,以保证零件干净。
③严禁将货物从高处抛掷在塑料托盘上。
合理确定货物在托盘上的堆放方式。
货物均匀置放,不要集中堆放,偏心堆放。
④低于其50kg的物件均放置于塑料托盘上,摆放位置为端法兰朝下。
(注意:吊装30-50kg物件时,需轻放于托盘上,不允许阀体跌落于托盘上。
)⑤50kg到100kg以及在此重量范围内的其他规格的均放置于铁托盘上的矩形木条框中,摆放位置为横向放置(中法兰朝上),以防止转运途中物件滚动带来附带伤害。
⑥超过100kg重量的物件及产品直接放置于木托盘上,只需产品稳固的放置于托盘上,具体如何摆放暂不做相关规定。
⑦严禁将塑料托盘从高处抛落或从低处抛向高处,避免因猛烈地撞击而造成托盘破碎、裂纹。
⑧液压车和叉车在使用托盘过程中,叉齿之间的距离应尽量放宽至托盘的进叉口外缘,进叉深度应大于整个托盘深度的2/3以上。
在实际操作中应保持匀速度进退和上下,避免急刹、急转引起托盘受损、造成货物倒塌。
叉齿不可撞击托盘侧面以免造成托盘破碎、裂纹。
⑨托盘堆码时,货物的码放要平整,使托盘的底面受力均匀,从而避免托盘变形量过大造成托盘的破裂。
托盘上货架时,应保持托盘在货架横梁上地平稳放置,托盘长度应大于货架横梁外径50mm 以上。
⑩应按照塑料托盘的技术指标(动载量1.2t、静载量5t、货架载量)使用。
堆垛使用时,应考虑最下面一块托盘的承重。
三、周转托盘定期清洗:周转托盘的清洗时间是每个月的月初,统一由生产部负责。
此规定自2014/8/11起执行,请各位员工自觉遵守以上使用规定,凡违反此规定者,一经发现,扣除当月绩效分3分。
波峰焊中托盘的使用线路板上贴片元件用得越来越多,但在它们之间仍然有一些穿孔元件。
对于这种板子,选择性焊接是最好的解决办法,但不是每家公司都充裕的资金来购买选择性焊接设备,或者是这种类型的线路板数量太少,专门买选择性焊接设备不划算。
而手工焊接在某些行业如汽车行业中是禁止的。
因此在波峰焊中,使用托盘遮挡住那些贴片元件是中很好的方法:可靠,生产速度快,适应高产能需求。
使用托盘的好处:无铅焊接要求焊接温度更高。
因此,线路板在焊接过程中更容易弯曲。
托盘能在焊接过程中对线路板提供最大的保护并防止弯板。
同样,在汽车和消费电子产品行业中,出于应用的需要,出现了许多异型线路板。
有时候很难用常规的链轨和网带来运送这些异型板,而将线路板板放在托盘中,则任何类型的线路板都可以被运送(图1)。
通过托盘对一些底部元器件进行焊接保护,还可以用波峰焊设备实现对产品的选择性焊接。
由于大部分托盘都比较厚(有时达到15毫米),焊锡肯定不会流到线路板的上面。
焊锡表面的氧化层也会在线路板到达波峰前被托盘的边缘冲掉,这样焊接开始的时候,锡波就比较干净。
通过在托盘上加一些加强条可以增加它的硬度以承受高强度的焊接。
还可以在上部安装吸热块,元件固定装置和一些其他辅助装置。
使用托盘还有助于标准化产品线的宽度,在同一条生产线上焊接不同的线路板,而且可以使用条形码阅读器和其他识别工具针对不同线路板快速地变换工艺程序。
图1 :在无铅焊接中使用托盘虽然有很多优点,但它也会引起锡球。
对托盘材料的要求:为了最大程度地延长托盘的使用寿命,托盘的制作材料必须能承受高温及恶劣的工艺条件,特别是适应无铅焊接的要求。
要达到这些要求,托盘的制作材料必须符合以下特征:• 尺寸稳定性高• 良好的抗热冲击能力• 在多次使用后仍能保持平整• 耐腐蚀(助焊剂和清洗剂)• 不吸潮使用托盘带来的工艺难题:助焊剂系统必须能对线路板完整地喷涂助焊剂。
拙劣的托盘设计会导致助焊剂喷涂中的“阴影效应”:线路板上的某些部分的助焊剂量不足或根本就没有助焊剂。
托盘使用要求及操作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!托盘使用要求及操作流程托盘使用要求及操作流程一、托盘的准备1.1 托盘必须干净、无破损1.2 服务时垫有干净布巾以免打滑二、正确使用托盘2.1 左手托盘,掌心向上,五指分开,掌心不与盘底接触2.2 用大拇指端到手掌的掌根部和其余四指托住盘底,主要的着力点在掌根部,五指则主要用来进行托盘的平衡三、装盘原则3.1 同一种物品摆放成弧形或横竖成行3.2 不同物品摆放应遵循里高外低、里重外轻的原则四、起托和行走4.1 起托时,右手四指扣住盘边,拇指扣于托底,左腿在前,右腿在后,左腿微曲4.2 行走时,身体保持正直,不要因托盘里重量而身体倾斜和弯曲五、卸盘和落托5.1 卸盘时,左手放在托盘下面接托,右手轻拉到桌边5.2 落托时,左手接过托起,右手放下总结:托盘使用要求及操作流程是餐饮服务工作中的一项基本技能。
Q/HXQ/HX- GXXX-11/03-2015 波峰托盘设计制作及使用规范版本:受控状态:2015年XX月XX日发布2015年XX月XX日实施前言为规范工装治具设计规范,特制订此制度规范。
本制度主要起草人:杨柳本制度审核人:本制度批准人:目录1目的 (3)2范围 (3)3名词解释 (3)4职责 (3)5波峰托盘设计制作要求 (3)5.1.数量要求 (3)5.2材料要求 (4)5.3辅材要求 (5)5.3.1 PCB板压块 (5)5.3.2弹片 (6)5.3.3压板 (8)5.4排版布局 (9)5.5托盘印字要求 (10)5.6 制作工艺流程 (10)5.7通用设计规范 (11)5.7.1托盘框架 (11)5.7.2开孔要求 (13)5.8托盘验收标准 (14)5.9具体设计要求 (14)5.9.1分类 (14)5.9.2贴片防焊托盘 (14)5.9.3选择性波峰焊托盘 (19)6使用要求 (19)6.1操作规范 (19)6.2报废标准 (19)7参考文件 (19)8修订许可权 (19)9 修订履历 (19)1目的1.1对波峰托盘下单原则、设计原则和布局原则进行标准化定义,对波峰托盘的设计具有指导和参考作用。
1.2对波峰托盘的使用、维护和报废进行标准化定义,将使用规范从管理规范中抽取出来,保证管理规范的通用性和设计规范的可扩展性。
2范围2.1本规范试用于海兴电力科技股份有限公司及其附属子公司和海外工厂。
3名词解释3.1波峰托盘:用于波峰焊接工序,替代人工掩膜完成波峰焊接的载具;3.2 FR4:FR-4是玻璃纤维环氧树脂覆铜板耐燃材料等级的代号,所代表的意思是树脂材料经过燃烧状态必须能够自行熄灭的一种材料规格,它不是一种材料名称,而是一种材料等级。
PCB(印刷电路板)的一种。
3.3 合成石:一种绿色环保石材,由95%以上的天然石粉,加上少量聚酯及粘合剂,在真空下混合,加压,振动成型而成。
具有低成本,耐磨的优点;3.4 劳士领:是一种由高温纳米纤维毡和高性能环氧树脂制成的复合材料。
3.5 DIP器件:使用波峰焊设备的焊接器件;3.6 SMD器件:使用SMT贴片设备焊接的器件;3.7 贴片防焊托盘:对波峰焊接面的SMD器件进行保护的波峰托盘。
3.8 托盘开孔:波峰托盘上DIP器件对应位置开孔,保证DIP器件上锡,其他位置保护。
4职责4.1 波峰制程工程师:负责该制度的撰写及修订,负责托盘的下单,产能、数量评估,定期盘点。
4.2工装工程师:负责托盘的设计、加工。
4.3PCBA波峰车间:负责托盘的使用、维护、管理。
5波峰托盘设计制作要求对于选择性波峰焊托盘和部分特殊订单,需从流水线线头开始放波峰托盘,托盘数量按照如下公式计算:(流水线长+波峰炉长)/托盘长度+10(中转使用)。
5.2材料要求一般托盘采用FR-4或合成石材料。
项目/材料FR-4托盘合成石托盘规格参数(托盘厚度)4mm 6mm 4mm 5mm 6mm 8mm波峰次数2000次2000次3000次4000次3000次3000次适用产品类型普通托盘贴片防焊托盘(反面贴片高度<4mm)普通托盘普通托盘贴片防焊托盘(反面贴片高度<4mm)贴片防焊托盘(反面贴片高度<6mm)使用生产订单数量8万以下8万以上图片波峰托盘BOM清单序号层次替代关系零件名称材料与规格单位数量备注1 N 1 FR4米色板1020*1220*4 kg 0.8 见图纸加工2 N 0 合成石1020*1220*4 kg 0.8 见图纸加工3 N 1 挡锡条10*10*2米米 1.3 见图纸加工4 N 1 沉头螺钉M3*12 CS 125 N 1 PCB板压块21*16*10 CS 66 N 1 弹片80mm CS 27 N 1 沉头螺钉M4*30 CS 25.3辅材要求5.3.1 PCB板压块PCB板压块分为普通压块(图一)和双向压块(图二)图一图二PCB板压块布局原则如下:A、PCB板压块一般分布在PCB四个角,并且保证压住PCB板至少3±0.5mm.B、所有PCB板压块放置位置必须保证其周围3mm内无SMD零件。
C、在空间允许的情况下,PCB板与PCB板连接处,采用双向压块设计,以节省工时,如图三。
D、对于拼板数过多的PCB,例如载波模块、GPRS模块,一般在6pin板以上,按照图四方式设计PCB板压块。
图三图四5.3.2弹片对于液晶、插座等过炉时易浮高的器件,需做弹片进行压接,防止器件过炉后浮高。
弹片见图五:图五弹片装配位置要结合拼板上被压器件位置来设定。
弹片长度有两种,分别为8mm和5mm。
对于高度高于8mm的被压器件,弹片装配到档锡条上,如图六,若弹片长度不够,装配在托盘底板上,弹片下装上压条垫片以抬高高度。
如图七、图八。
对于高度低于5mm的被压器件,弹片装配在底板上,以防止弹片装配过高导致压不紧。
以被压器件中心点为圆心,弹片长度为半径做圆,与挡锡条、底板接触点处为弹片装配点。
详见图六、图七对应弹片位置。
注意:装配弹片时,要装好弹簧,拧紧螺母。
弹簧在螺母和压条中间。
生产时通过调节螺母来改变弹簧弹力,以保证弹片的压接力度。
图六图七压条垫片,高度10mm/个。
图八5.3.3压板对于易浮高,需压接器件多于4个的拼板,采用压板进行压接,以防止其浮高。
压板分为两种,第一种为普通压板,第二种为限位压板。
5.3.3.1普通压板普通压板的尺寸按照被压拼板的大小进行设置,在DIP器件插好之后,盖上盖板,用压条压紧。
如图九,图十。
材料:FR-4材料,4mm厚度。
图九图十5.3.3.2限位压板需制作限位压板的PCB结构如下:易浮高零件图十一压板按照器件结构设计压板,如图十二。
图十二5.4排版布局由于波峰焊设备链条可调宽度限制,载具宽度需在300mm以下。
且我司产品PCB单拼长度不会超过350mm。
托盘长度不大于400mm。
一般常用的尺寸为260*320。
基于托盘的宽度需小于300mm,对于多拼板的设计就有严格要求。
按以下公式计算:托盘上预留放置PCB板的宽度 = 托盘宽度-(7(过板边框宽度)+10(挡锡条宽度)+8(拼板到档锡条的距离))*2。
例:若某PCB板宽98mm。
序号 1 2 3 4尺寸220*290mm 250*250mm 260*320mm 280*400mm5.5托盘印字要求5.5.1治具右上方以箭头形式标识治具的过炉方向。
5.5.2标识箭头尺寸如图十三所示,下沉0.5mm。
图十三5.5.3托盘上空白位置刻上订单号(产品型号),工装编码和加工日期。
高度5mm,字体:。
txt,如图十四所示。
订单号工装编码加工日期图十四5.5.4工装编码详见第一章工装编码规则。
5.6 制作工艺流程图十五5.7通用设计规范5.7.1托盘框架:侧面图见图十六,俯视图见图十七,爆炸图见图十八。
图十六图十七A:托盘厚度=4mm±0.5mm或者6mm±0.5mmB:过板边框厚度=2mm±0.5mmC:过板边框宽度=7mm±0.5mmD:档锡条高度=10mm±0.5mmE:挡锡条宽度=10mm±0.5mmF:PCB与承载框间距=0.4mmG:PCB承载框高度=1/3*PCB板厚度H:拼板距挡锡条距离>8mmI:拼板间距>16mm图十八1.挡锡条2.沉头螺钉,M3*12(用于固定挡锡条和底板)3.PCB压块-压扣4.PCB压块-弹簧5. PCB压块-铜柱6. PCB压块-螺母7. PCB压块-沉头螺钉,M3*18(用于固定PCB压块)8. 弹片-压条9. 弹片-螺母10. 弹片-弹簧11.弹片-垫柱12. 弹片-沉头螺,M3*40(用于固定弹片)13.PCB压块14. 托盘开孔5.7.2开孔要求5.7.2.1在空间允许下,DIP零件至波峰治具开孔边缘保持5mm脱锡空间,见图十九。
Fixture图十九5.7.2.2倒角为保证上锡效果良好,需对器件开孔处进行倒角,倒角角度15度。
见图二十。
图二十5.7.2.3对于6mm材料,需将上锡面铣去2mm,然后倒角,倒角角度150度,见图二十一。
图二十一5.9具体设计要求5.9.1分类:波峰托盘按用途分为试流托盘和量产托盘;按照设计结构分为普通托盘、贴片防焊托盘和选择性波峰焊托盘。
5.9.2贴片防焊托盘5.9.2.1托盘框架:侧面图见图二十二,俯视图见图二十三。
图二十二图二十三A:托盘厚度=6mm(波峰上锡面器件厚度<4mm)/8mm(波峰上锡面器件厚度>4mm)B:过板边框厚度=2mmC:档锡条高度=10mmD:挡锡条宽度=10mmE:PCB与承载框间距=0.4mmF:PCB承载框厚度=1.2mmG:PCB板上贴片距离托盘保护壁距离>1mmH:PCB板上贴片底部距离托盘保护壁距离>1mmI:过板边框宽度=7mmJ :拼板距挡锡条距离=8mm K :拼板间距=16mm 5.9.2.2托盘开孔要求<1>在空间允许下,DIP 零件至波峰治具开孔边缘保持5mm 脱锡空间。
如果空间有限制,尽量满足脱锡空间5mm 的距离,见图二十四。
图二十四<2>BOTTON 面与SMT 零件位置要求。
见图二十五。
图二十五 <3>治具必须保证SMT 零件槽的挡墙宽度>1mm ;治具保护槽底部厚度需>1mm,以增强其寿命。
见图二十六。
图二十六位置 K L H范围(mm ) 1~1.5 1~1.5 0.3~0.5 优选(mm ) 1.5 1.5 0.5FixturefixtureDIPSMDSMDPCB >=1mm\<4>DIP 零件开孔标准化,(L 为SMT 贴片零件距DIP 零件焊盘孔距离,H 为SMT 零件高度) 当L>=3mm ,H<0.6mm 时,采用图二十七开孔方式。
图二十七位置 L1 L2 L3 L4 L5 范围(mm) 1.0-1.5 1.0~5.0 1.0 1.0 45度 极限(mm)1.51.01.01.045度当L<3.0mm ,H<0.6mm 时,不利于上锡,则更改设计,减少L2的距离,调节波峰炉参数保证上锡。
当4.4mm>L>3.0mm, 2.0mm>H>0.6mm 时,采用图二十八开孔方式。
图二十八4.4>>3.0, 2.0開孔安全;, , 治具結構變更過爐方向陰影效應區錫波駐留區当L>4.4mm, 3.0mm>H>2.5mm 时,采用图二十九开孔方式。
如图,设h=2.4mm ,当按照45度倒角,上锡区域阴影会延伸到DIP 料上,需在倒角处再倒微角(黑色标识),以避开阴影区域。