2010平东汽机阀门组解体报告
- 格式:doc
- 大小:411.50 KB
- 文档页数:12
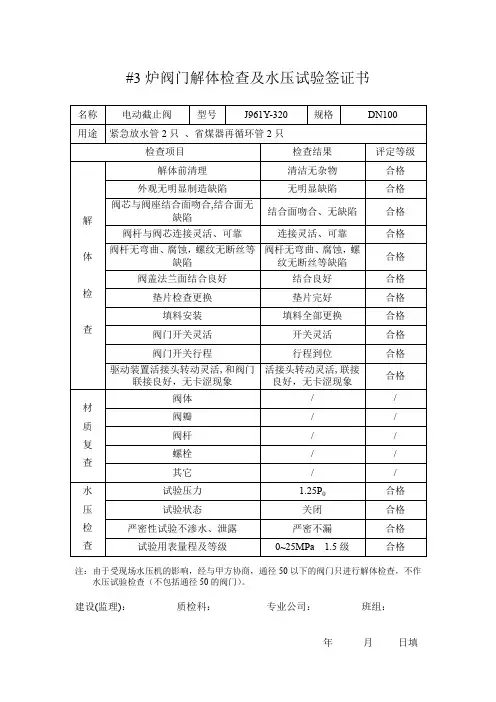
#3炉阀门解体检查及水压试验签证书注:由于受现场水压机的影响,经与甲方协商,通径50以下的阀门只进行解体检查,不作水压试验检查(不包括通径50的阀门)。
建设(监理):质检科:专业公司:班组:#3炉阀门解体检查及水压试验签证书注:由于受现场水压机的影响,经与甲方协商,通径50以下的阀门只进行解体检查,不作水压试验检查(不包括通径50的阀门)。
建设(监理):质检科:专业公司:班组:#3炉阀门解体检查及水压试验签证书注:由于受现场水压机的影响,经与甲方协商,通径50以下的阀门只进行解体检查,不作水压试验检查(不包括通径50的阀门)。
建设(监理):质检科:专业公司:班组:#3炉阀门解体检查及水压试验签证书注:由于受现场水压机的影响,经与甲方协商,通径50以下的阀门只进行解体检查,不作水压试验检查(不包括通径50的阀门)。
建设(监理):质检科:专业公司:班组:#3炉阀门解体检查及水压试验签证书注:由于受现场水压机的影响,经与甲方协商,通径50以下的阀门只进行解体检查,不作水压试验检查(不包括通径50的阀门)。
建设(监理):质检科:专业公司:班组:#3炉阀门解体检查及水压试验签证书注:由于受现场水压机的影响,经与甲方协商,通径50以下的阀门只进行解体检查,不作水压试验检查(不包括通径50的阀门)。
建设(监理):质检科:专业公司:班组:#3炉阀门解体检查及水压试验签证书注:由于受现场水压机的影响,经与甲方协商,通径50以下的阀门只进行解体检查,不作水压试验检查(不包括通径50的阀门)。
建设(监理):质检科:专业公司:班组:#3炉阀门解体检查及水压试验签证书注:由于受现场水压机的影响,经与甲方协商,通径50以下的阀门只进行解体检查,不作水压试验检查(不包括通径50的阀门)。
建设(监理):质检科:专业公司:班组:#3炉阀门解体检查及水压试验签证书注:由于受现场水压机的影响,经与甲方协商,通径50以下的阀门只进行解体检查,不作水压试验检查(不包括通径50的阀门)。
启动锅炉阀门解体报告英文回答:As a seasoned boiler operator, I've handled countless valve isolation and disassembly procedures. Here's how I approach this critical task:1. Safety First:Prioritize safety throughout the process. Wear appropriate PPE, including gloves, eye protection, and a hard hat.Conduct a thorough site assessment to identify any potential hazards or risks.Inform colleagues and supervisors of the planned work to minimize interruptions or accidents.2. Isolation and De-Energization:Identify and isolate the valve in question. This may involve closing upstream and downstream valves or isolating electrical power to prevent unintentional valve operation.Depressurize the system by carefully opening drain or vent valves.Wait for the pressure to stabilize at atmospheric levels before proceeding further.3. Valve Disassembly:If applicable, remove any actuators or other components attached to the valve.Loosen any nuts, bolts, or other fasteners securing the valve bonnet or body.Carefully lift the bonnet or valve body to expose the internal components.4. Inspection and Cleaning:Inspect all parts for signs of wear, damage, or corrosion.Clean the components using appropriate solvents or detergents to remove dirt, grime, or debris.Pay particular attention to sealing surfaces, such as O-rings or gaskets, which may require replacement.5. Reassembly and Testing:Lubricate all moving parts and ensure proper alignment before reassembling the valve.Tighten all fasteners securely, but avoid overtightening.Reinstall any actuators or components removed during disassembly.6. Re-Energization and Testing:Slowly re-energize the system by opening the upstream and downstream valves.Monitor the valve operation closely for any leaks or abnormal behavior.Conduct a functional test to ensure the valve is operating correctly and within specifications.中文回答:作为一名经验丰富的锅炉操作员,我处理过无数的阀门隔离和拆卸程序。
3号机组C级检修解体报告二0一七年三月十八日检修汽机专业解体总结报告一、项目执行情况1、标准项目17 项。
未开工项目无。
2、非标项目8项。
开工项目 8 项。
未开工项目0 项。
3、消缺项目 34 项,已开工34 项,未开工 0项。
二、解体情况一、本体部分解体情况1、#3机#4瓦部分本次#3机C修对#4瓦进行了翻瓦检查,轴瓦乌金的着色检查及轴承间隙紧力的测量,轴瓦垫铁的接触情况的检查,#4瓦下瓦吊出后发现下瓦两块瓦块有轻微的撵瓦情况,发现了两片厚度0.20mm直径大概1-2mm的乌金掉落情况,及时通知了甲方,经甲方同意,检修中对撵瓦的部位进行了修刮,检修中对#4瓦进行了瓦块乌金的着色检查,未发现脱胎,裂纹及其他异常,#4瓦轴承检修在修前进行了测量,左右均在标准范围内,解体中对#4瓦调端及电端的浮动油环进行了间隙测量,间隙均在标准范围内,浮动油环的乌金面没有过度磨损及损坏的情况,#4瓦轴承箱油挡进行了检查,未发现油挡齿断裂,弯曲及其它情况,轴颈检查有轻微的沟痕。
轴瓦乌金撵磨的主要原因为油脂中含有杂质,在机组的日常运行期间需要加强油脂的监测,定期滤油保证油脂的合格。
#4瓦下瓦撵瓦的位置2、#3机主机盘车部分本次#3机C 修对主机盘车进行吊出检查发现传动链条有松动情况,处理措施对盘车电机底座及链条顶部端盖进行同时抬高处理,经过检修中测量应同时抬高4.8mm ,电机底座钢性垫片需外委加工,已经送出,(标准以转动中不触碰驱动铜齿轮为基准,转动中不发生碰磨及传动时链条不应过紧),经检修中测量各传动齿轮的啮合间隙均在标准范围内,啮合齿轮的铜套间隙为0.40mm 在标准范围内,检修中对盘车各配合齿轮进行了宏观检查,啮合齿轮有轻微的划痕,在检修中进行了修整,其余齿轮无异常。
3、#3机A,B 小机本次#3机C 修对#3机A,B 小机#1,#2瓦轴承外油挡进行了揭开检查未发现油挡铜齿有断裂和过度磨损的痕迹,油挡间隙测量均在标准范围内。
****** 发电#1机大修汽轮机本体解体报告*******工程2015年08月05日#1机组于2015年7月15日停机,7月22日停盘车。
7月24日#1机房所有设备停运,办理工作票。
7月27日揭低压外缸。
7月28日揭高中压外缸。
7月29日揭低压缸。
7月29日揭高中压缸。
8月2日高中压转子装车返厂。
8月2日抽发电机转子。
一、解体中发现的问题1、中压进汽导汽管法兰双头螺栓拆出时1条螺栓螺纹咬死,汇报甲方后割除。
螺栓图号CH01A.083.011、螺母图号CH01A.083.013,申请购买备品。
更换新螺栓2、高压外缸结合面拆出时1条螺栓螺纹咬死,汇报甲方后割除,螺栓规格31/2×1260,图号CH01.019.005,螺帽规格31/2×160,图号CH01.019.146申请购买备品。
并发现其相对称的个别螺栓热松时膨胀,但松不动,可能原因是螺杆长,螺帽顶到头,需在清理时测量,必要时增加新垫片。
更换新螺栓3、对#1机组进行大修,在吊出盘车时,发现盘车损毁严重,其中盘车桥架变形扭曲,齿轮磨损短缺。
建议返厂。
更换新盘车,估计08月15日左右到厂12345表A4、吊出轴承进行宏观检查时发现#4、#6轴承上半瓦块有明显的脱胎现象。
建议更换瓦块。
电厂联系补焊5、低压缸螺栓拆出时A 低压缸中分面一条螺栓螺纹咬死,汇报甲方后割除,螺栓图号CH01A.027.062 。
A 低压缸持环中分面一条螺栓螺帽开裂,汇报甲方后割除,螺栓图号 CH01.041.2.005-28。
更换新螺栓,将持环割开的孔补焊磨平6、低压A 转子电端对轮瓢偏、晃度超标。
此次不做处理7、测量发现#1、#2轴承与瓦套配合紧力过小。
重新调整#1左侧0.16间隙,右侧0.16间隙(技术要求0--0.05紧力)#2左侧0.41间隙,右侧0.24间隙(技术要求0--0.05紧力)对轮9、在检查时发现左侧高导管弹簧室顶杆不吃力。
高导管恢复完成后重新调整10、测量推力轴承推力间隙发现推力间隙过大。
一、前言机车分配阀是机车制动系统中重要的组成部分,其主要作用是控制制动缸的充液和排液,实现机车制动和缓解。
为了提高机车制动系统的可靠性和安全性,确保机车在运行过程中能够平稳、有效地制动,本实训报告对机车分配阀的拆装进行了详细记录和分析。
二、实训目的1. 熟悉机车分配阀的结构和工作原理;2. 掌握机车分配阀的拆装方法和步骤;3. 培养学生动手能力和团队协作精神;4. 提高学生对机车制动系统的认识。
三、实训时间2022年10月15日四、实训地点某机车车辆厂制动车间五、实训设备1. 机车分配阀1套;2. 拆装工具一套;3. 检查设备(如内窥镜等)。
六、实训内容1. 机车分配阀结构分析;2. 机车分配阀拆装步骤;3. 机车分配阀拆装实践;4. 机车分配阀装复与检查。
七、实训过程1. 机车分配阀结构分析(1)阀体:阀体是分配阀的主体部分,通常由铸铁制成,内部有多个通道和阀门,用于控制制动缸的充液和排液。
(2)阀盖:阀盖是阀体的顶部,用于封闭阀体内部,并安装各种阀门和连接管路。
(3)阀门:阀门是分配阀的核心部件,用于控制制动缸的充液和排液。
常见的阀门有直通阀、分流阀、截止阀等。
(4)连接管路:连接管路用于连接分配阀与制动缸,实现制动缸的充液和排液。
2. 机车分配阀拆装步骤(1)卸下分配阀上的连接管路,并做好标记,以便装复时对位。
(2)拆卸阀盖,取出阀门,并做好标记。
(3)拆卸阀体上的固定螺栓,取出阀体。
(4)检查各部件是否有损坏、磨损,并进行清洁和润滑。
3. 机车分配阀拆装实践按照拆装步骤,对分配阀进行拆装。
在拆装过程中,注意以下事项:(1)拆卸过程中,避免损坏各部件。
(2)拆卸和装复过程中,注意各部件的标记,确保装复时对位。
(3)拆装过程中,注意观察各部件的结构和工作原理。
4. 机车分配阀装复与检查按照拆装步骤的逆序,将分配阀装复。
装复后,进行以下检查:(1)检查各部件是否完好,有无遗漏。
(2)检查连接管路是否连接牢固。
霍林河坑口发电公司2010年一号机组A级检修解体报告通辽霍林河坑口发电公司2010年06月06日通辽霍林河坑口发电有限责任公司(以下简称坑口发电公司)1号机组自2008年7月18日04时25分通过168小时试运行以来,机组修前累计运行时间12261.64小时,为机组第一次A级检修。
本次检修开工时间:2010年05月26日00时,计划检修工期65天,目标控制工期为50天。
主节点工期:第10天主设备解体完成;第33天发电机穿转子;第35天汽轮机开始进行扣三缸;第36天设备开始进行分步试运;第45天锅炉进行水压试验;第50天锅炉点火开始汽轮机转子动平衡。
检修主线为:汽轮机高、中、低压缸检修,低压转子次末级叶片更换。
A级检修自开工以来,在公司检修指挥部和东北电力检修工程XXX的领导下,各参修单位认真执行质量计划要求,确保设备解体工期控制在计划之内,汽机专业由于汽缸温度较高,盘车不能停运,解体工期相对滞后,但在检修指挥部的指挥下,能够连续加班加点,抢夺工期,为全面完成一号机组A级检修主设备解体节点奠定了良好基础。
一号机组A级检修解体工作于机组A级检修开工第11天完成。
一、一号机组A级检修解体基本情况(一)、主要设备解体情况本次一号机组A级检修设备及部件解体项目为159项。
其中截至2010年6月4日24时,汽机专业解体项目79项,较大不符合项4项;锅炉专业解体项目36项,较大不符合项12项。
电气专业解体项目33大项,较大不符合项17小项;热工专业解体项目12项,不符合项7项;燃脱专业解体项目14项,较大不符合8项。
1、汽机专业汽机专业解体项目79项,较大不符合4项。
汽机专业主要解体设备统计表一2、锅炉专业本次一号机组A级检修锅炉设备及部件解体项目为41项。
其中截至2010年6月4日24时,锅炉专业解体项目完成36项,由于工序安排未进行5项,其中较大不符合项12项。
锅炉专业主要解体设备统计表一3、电气专业电气专业解体项目33项,较大项目22项,非标准项目1项。
启动锅炉阀门解体报告
自查报告。
日期,2022年10月15日。
自查报告人,XXX。
在进行锅炉设备维护和保养过程中,我负责启动锅炉阀门并进行解体检查。
以下是我在此过程中的自查报告:
1. 检查工具和设备。
在进行启动锅炉阀门前,我仔细检查了所需的工具和设备,确保所有工具都处于良好状态,并且符合操作要求。
我使用了扳手、扳手和螺丝刀等工具,以确保能够顺利进行解体检查。
2. 检查阀门状态。
在启动锅炉阀门前,我先检查了阀门的状态,确保其处于关闭状态,并且没有任何异常。
我还检查了阀门周围的密封情况,以确
保没有漏气或漏水的情况发生。
3. 解体检查。
在确认阀门状态正常后,我开始进行解体检查。
我使用工具将阀门拆卸,并逐一检查每个部件的状态。
我特别注意检查了阀门的密封件、阀盖、阀芯等部件,确保它们没有损坏或磨损的情况。
4. 清洁和润滑。
在解体检查完成后,我对阀门的各个部件进行清洁和润滑。
我使用了适当的清洁剂清洗阀门,并在重新组装时给予了适量的润滑油,以确保阀门的正常运行。
5. 记录和报告。
在整个过程中,我认真记录了每个步骤的情况,并将解体检查的结果进行了详细的报告。
我将报告提交给了相关负责人,并妥善保存了相关记录。
总结,在进行启动锅炉阀门的解体检查过程中,我严格按照操作规程进行,并且认真记录了每个步骤的情况。
整个过程中,我保
持了高度的注意和细心,确保了解体检查的质量和安全。
希望我的自查报告能够对相关工作提供参考和帮助。
启动锅炉阀门解体报告
自查报告。
日期,2022年10月15日。
地点,XX锅炉房。
报告人,张三。
报告内容:
在进行本月的锅炉设备检查时,我发现了一些问题需要解体报告。
具体如下:
1. 锅炉阀门启动困难,在进行锅炉启动时,发现部分阀门启动困难,需要用力才能打开。
这可能会导致在紧急情况下无法及时启动锅炉,造成安全隐患。
2. 阀门密封不严,部分阀门密封不严,存在漏气现象。
这不仅会导致能源浪费,还可能影响锅炉的正常运行。
3. 阀门老化严重,部分阀门已经出现明显的老化现象,需要及
时更换以确保设备的安全和稳定运行。
解体报告建议:
1. 对所有阀门进行彻底的清洁和润滑,以确保启动灵活和顺畅。
2. 对密封不严的阀门进行维修或更换,以消除漏气隐患。
3. 对老化严重的阀门进行及时更换,以确保设备的安全和稳定
运行。
4. 加强对锅炉设备的定期检查和维护,确保设备的安全和正常
运行。
以上为解体报告内容,希望相关部门能够及时采取措施解决上
述问题,确保锅炉设备的安全和稳定运行。
启动锅炉阀门解体报告英文回答:Boiler Valve Turnaround Disassembly Report。
Introduction。
The boiler valve turnaround disassembly report provides a detailed account of the disassembly process of the boiler valve during the recent plant turnaround. The report includes information on the purpose of the disassembly, the methodology used, the findings, and recommendations for future improvements.Purpose of Disassembly。
The purpose of the disassembly was to inspect theboiler valve for wear and tear, clean and lubricate the valve components, and replace any damaged or worn parts. The disassembly also provided an opportunity to assess theoverall condition of the valve and identify any potential problems that could affect its performance.Methodology。
The disassembly was carried out in accordance with the manufacturer's instructions. The following steps were followed:1. The valve was isolated from the system and depressurized.2. The valve bonnet was removed.3. The valve stem was removed.4. The valve disc was removed.5. The valve seat was inspected.6. The valve body was inspected.7. The valve components were cleaned and lubricated.8. The valve was reassembled in reverse order.Findings。
#1机组C级检修汽机专业解体报告检修项目部201 年月日一、工程概况111电厂#1机组C级检修于20年月日开工,总工期28天。
现对各专业设备解体情况汇报如下。
二、解体设备简述1、本体修前各轴颈的顶起高度测量,各轴瓦顶轴油管压力及母管压力记录。
#1-#7轴瓦揭上盖,各轴瓦轴承室内部宏观检查,初步对#6、#7轴瓦的防跳间隙、内外油挡间隙进行了检查。
B低压外缸连通管拆除,外缸起吊;外缸结合面清理,各部件螺栓清理;隔热罩及格栅板宏观检查。
2、调速控制油系统旁路油动机拆除(外送检修配合);控制油系统接头进行检查、紧固;蓄能器氮气压力检查;循环冷却器散热片清理: 循环过滤器滤芯更换A、B小机油动机拆除(外送检修配合,共4台): 小机高压油,润滑油滤网、调节油滤网,回油滤网清理: 蓄能器氮气压力检查。
EH油油箱清理:蓄能器校压:油箱清理:加热装置安装。
主机排烟风机解体、清理:油烟分离器解体清理。
3、水泵A低加疏水泵正在解体;B低加疏水泵油室清理完毕等待电机回装找中心;A凝泵正在解体;A定冷泵已回装完毕;B定冷泵正在解体;A,B,C前置泵滤网清理完毕已回装;A汽动给水泵正在找中心;A循泵正在解体再生及冲洗泵已回装;高混再循环泵已回装;过滤器冲洗排放泵已回装;#1再生废水排放泵已回装;机组排水槽#1回用水泵已回装;机组排水槽#1废水排放泵已回装;4、管阀阀门检修项目共计检修阀门194,目前已解体42台,安全阀6台。
已验收2台,回装2台。
阀门检修项目涉及:1.给水系统2.凝结水系统3.高低加疏水系统4.主再热系统5、开闭式水系统6.循环水系统等5、辅机六台高压加热器人孔门已打开,正在拆水室隔板;除氧器及除氧水箱人孔门已打开,内部清理检查;A循环水泵前池淤泥清理已完毕,对AB旋转滤网进行检查;B循环水泵前池淤泥清理正在抽水;闭式水板式换热器B正在清理;定子冷却水滤芯更换工作已结束;AB电动滤水器已解体,内部清理;凝汽器水室正在进行钛管清洗;AB高速混床及树脂捕捉器已检修完毕;前置过滤器人孔已打开,内部滤芯螺栓紧固;金属打磨项目正在搭设脚手架。
华能海门电厂#1机组A级检修解体情况汇报海门#1机组自2009年6月30日完成168试运后进入商业运行至今,机组总体运行基本处于稳定状态,但机组设备不可避免地存在设计、制造和安装调试缺陷,虽经168试运后停机消缺,仍存在许多设备问题有待大修中解决,其中包括一些影响机组安全运行的项目需在2010年1A检修中进行重点的检查和处理,消除主、辅机存在缺陷、保证机组长周期运行、提高效率、降低能耗是大修的目标。
#1机组在调试期间#2、#3、#4瓦曾发生多次低速碾瓦事故,此问题严重影响机组安全运行,东汽厂分析其根本原因为日立将高中压转子轴颈耐磨层由堆焊改为超音速喷焊所致,此缺陷严重威胁汽机本体安全运行,为彻底解决此缺陷必须在大修中更换新转子,将原有转子返厂家检修,解决轴颈碾瓦问题是汽机专业大修中首要解决的重大项目,此缺陷不彻底消除则无法保证机组长期稳定运行;除主机存在的重大隐患需在大修中处理以保证长周期运行外,两台机组辅机设备也存在许多缺陷需要处理,目前机组的性能试验尚未完成,机组效率及详细热耗数据将在性能试验中收集,此次大修应以性能试验数据为指导,在大修中对机组通流间隙进行调整,提高效率、节能降耗也是大修的根本目的,安全高效是最终目标,设备存在的主要缺陷有:1)汽机在低速转速时#1---#4瓦容易发生碾瓦事故2)#2、#3轴颈磨损严重,轴承磨损。
3)#4瓦轴承温度偏高,瓦温最高达103.2℃4)#7瓦在低负荷时温度一直保持缓慢上升趋势,目前为止最高达107℃5)#4、6瓦振动偏大。
1000MW负荷时#4瓦Y方向轴承振动值为83.14μm,#6瓦Y方向轴承振动值为82.79μm。
6)高压导汽管法兰漏汽。
7)高压缸中分面漏汽。
8)#4高压主汽门#2高压主汽门门盖漏气.9)#1机组高压缸外缸在启动时经常出现上下缸温差较大。
10)#2中压调门卡涩,关闭到剩余15%后无法关闭。
11)高压调门、中压联合汽门油动机漏油。
调节阀检修报告模板概述本报告主要记录对调节阀进行的检修过程,包括检修前的检查、拆除、清洗、更换和组装等内容,旨在为下次检修提供参考。
检修前的检查在进行调节阀的检修前,需要对调节阀的使用情况进行全面的检查,包括以下内容:•调节阀的运行状态是否正常,是否存在异常噪声或振动等现象;•调节阀的电源是否正常,是否存在电流过大或电压波动等问题;•调节阀的外观是否有明显的磨损或受损,是否存在渗漏或漏油等现象;•调节阀所处的管道系统是否具有压力,是否与其他设备连接正常等。
拆除拆除调节阀时,应按照以下步骤进行:1.将调节阀所在的管道系统的压力逐步降至零,将系统排空。
2.拆除调节阀的上下法兰。
3.用专用工具拆除调节阀的阀体。
在拆除调节阀时,需要注意以下问题:•拆卸螺栓时,要按照规定的顺序和力度进行操作,避免对螺栓和法兰造成损坏。
•拆卸阀体时,应该避免阀门出现倾斜或转动的情况,以免造成阀门密封面损坏。
清洗清洗调节阀时,应按照以下步骤进行:1.将阀体和内部零部件进行拆解,清除杂物和过度老化的润滑油。
2.将清洗液注入调节阀内部,在调节阀内部进行循环清洗,直至清洗液清澈。
3.用清水将清洗液冲洗干净,将调节阀干燥。
在清洗调节阀时,需要注意以下问题:•清洗液的种类和质量必须符合规定的要求,避免对调节阀和内部零件造成损坏。
•清洗液的使用量应该适当,避免造成环境污染。
更换更换调节阀时,应按照以下步骤进行:1.对零部件进行逐个检查,判断是否需要更换。
2.更换同型号或合适的零部件,注意材质和规格要与原件相同。
3.进行必要的调整和测试,确保调节阀的性能符合要求。
在更换调节阀时,需要注意以下问题:•更换的零部件必须符合规定的要求,不能使用不合适的或低质量的零部件。
•在更换前,需要对新到货的零件进行详细的检查和测试,避免使用缺陷部件。
组装在组装调节阀时,应按照以下步骤进行:1.将清洗和更换好的零部件组装在一起,注意零部件的顺序和位置。
2.对阀体和内部零件进行必要的润滑和调整。
启动锅炉阀门解体报告
自查报告。
日期,2023年5月15日。
自查人员,XXX。
自查目的,对锅炉阀门的启动过程进行解体分析,找出可能存在的问题并提出改进建议。
自查过程:
1. 检查阀门启动前的准备工作,包括检查阀门及其周围的设备是否完好,是否有杂物堵塞等情况。
2. 观察阀门启动过程中的操作流程,包括操作人员的动作、仪表的反应等。
3. 分析阀门启动后的工作状态,包括阀门的运行情况、是否有异常声音或振动等。
自查结果:
1. 在检查阀门启动前的准备工作时发现,有些阀门周围的设备
存在杂物堵塞的情况,可能影响到阀门的正常启动。
2. 在观察阀门启动过程中发现,操作人员的动作有时不够标准,可能导致阀门启动不顺畅。
3. 分析阀门启动后的工作状态时发现,有些阀门运行时会出现
异常声音,需要进一步检查原因。
改进建议:
1. 加强对阀门周围设备的清理和维护工作,确保阀门启动前的
准备工作完善。
2. 对操作人员进行培训,提高其操作技能和标准化程度,减少
人为因素对阀门启动的影响。
3. 对出现异常声音的阀门进行检修,找出问题所在并及时进行
维修。
自查总结:
通过对锅炉阀门的启动过程进行解体分析,我们找出了一些存在的问题并提出了改进建议。
希望通过这些改进建议的实施,能够提高锅炉阀门的启动效率和安全性,确保设备的正常运行。
启动锅炉阀门解体报告英文回答:As a licensed and experienced boiler engineer, I was tasked with writing a disassembly report for a boiler startup valve. Here's a comprehensive overview of the process:Pre-Disassembly Preparations:Secured the work area and obtained the necessary safety gear.Isolated the valve from the system and drained any residual pressure.Removed any external components, such as actuators or sensors.Disassembly Procedure:Step 1: Removed the valve cap and examined the stemfor any visible defects.Step 2: Used a wrench or socket to loosen and remove the packing gland nuts.Step 3: Carefully pulled the packing out of the stuffing box, inspecting it for wear or damage.Step 4: Unscrewed the bonnet bolts and lifted the bonnet off the valve body.Step 5: Removed the valve disc and examined it for any distortion or erosion.Step 6: Inspected the valve seat for any nicks or gouges that could affect sealing.Step 7: Disassembled the valve stem by removing the stem nut and washer.Step 8: Cleaned all components thoroughly, checking for any hidden defects or corrosion.Reassembly Procedure:Step 1: Applied a light lubricant to the valve stem and seat.Step 2: Replaced the valve disc and bonnet, ensuring proper alignment.Step 3: Installed a new packing gland and tightened the packing nuts.Step 4: Reattached the valve cap and any external components.Post-Disassembly Inspection:Step 1: Manually operated the valve to ensure smooth movement and proper sealing.Step 2: Tested the valve under pressure to verify its functionality and absence of leaks.Step 3: Documented the disassembly and reassembly procedures in the report.Findings and Recommendations:The valve was found to be in good condition with minimal wear or damage.The packing gland was replaced due to signs of deterioration.It was recommended to perform regular inspections and maintenance on the valve to prevent future issues.This disassembly report provides a detailed account of the startup valve's inspection and servicing. By following these steps, you can ensure the proper functioning and safety of your boiler system.中文回答:作为一名持证且经验丰富的锅炉工程师,我受命撰写一份锅炉启动阀门解体报告。
启动锅炉阀门解体报告
自查报告。
日期,2022年10月15日。
自查报告人,XXX。
自查内容,锅炉阀门的启动和解体过程。
自查结果,在进行锅炉阀门的启动和解体过程中,我们发现了一些问题并进行了改进。
首先,在启动锅炉阀门的过程中,我们发现了一些操作不规范的情况。
例如,有些操作人员没有按照标准程序进行操作,导致了启动过程中的一些问题。
为了解决这个问题,我们已经对操作人员进行了再培训,并制定了更加详细的操作规程,以确保在将来的启动过程中能够更加顺利和安全。
其次,在解体锅炉阀门的过程中,我们也发现了一些存在的问题。
例如,解体过程中可能会产生一些有害气体的释放,这对环境
和人员的健康都会造成一定的影响。
为了解决这个问题,我们已经对解体过程进行了重新规划,并增加了一些防护措施,以减少有害气体的释放,并确保人员的安全。
总结起来,通过这次自查,我们发现了一些存在的问题,并已经进行了相应的改进措施。
我们将继续加强对锅炉阀门启动和解体过程的管理和监督,以确保工作的顺利进行并保障人员的安全。
解体报告第一版共75页
#6汽轮机A级检修编码:PD2010 -6A-QJ-1
平东热电公司#6机A级检修
汽轮机阀门组解体报告
中电投河南电力检修工程有限公司
平东热电#6机A级检修项目部
2010年9月25日
解体报告第一版共75页
#6汽轮机A级检修编码:PD2010-6A-QJ
平东热电公司#6汽轮机机组系哈汽生产的N210/C140-12.75/535/535/0.981型超高压、一次中间再热、单轴、两缸两排汽、可调整抽汽、供热凝汽式汽轮机组,机组 2006 年8月安装投运。
本次检修为机组投运后第二次计划检修,检修等级为A级。
机组于 2010年9月15日正式开始首次A级检修,经过十余天的检修工作,已将汽机专业所有阀门解体完毕,现申请监理公司和平东热电公司对解体情况进行审核评估。
现就解体资料汇报如下,本报告共分四个部分:
第一部分:修前状况
第二部分:阀门解体情况
第三部分:检修中发现主要问题及对策
第四部分:备品备件汇报
解体报告第一版共75页
#6汽轮机A级检修编码:PD2010-6A-QJ
第一部分:修前状况
一、修前状况:
1.#6机#4.5.6抽气逆止门可能存在内漏情况。
2. 凝结水至除氧器左右逆止门已带压堵漏。
3. A.B给水泵电动头机械沉。
4.#6机冷再至辅汽联箱电动门门前疏水门门体法兰泄露严重。
5.共有38个电动门、调整门、逆止门都存在内漏情况。
解体报告第一版共75页
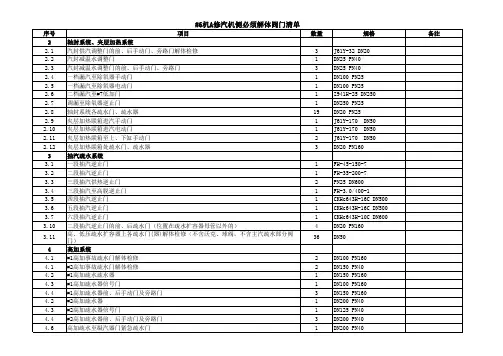
#6汽轮机A级检修编码:PD2010-6A-QJ 第二部分:阀门解体情况
1轴封,夹层加热,汽封就有;DN20 25台,DN25 4台,DN50 3台,DN250 1台,DN100 2台。
2.抽气系统;1,2,3,4.5.6.段逆止门8台阀门及疏水40台,建议3,4,5,6抽气逆止门返厂处理
3高加系统;DN100 3台;DN150 8台;DN200 3台;DN50 3台DN20 10台阀门
4.低加系统DN100 3台;DN150 12台;DN80 2台DN350 2 台600 1台;DN300 9台;DN200 2台;DN50 2台;DN20 7台;
5除氧器及其系统;DN150 8台;DN200 14台;DN250 5台
6.连排,辅汽联箱及其系统DN80 2台;DN200 5台;DN250 1台;DN150 2台DN25 8台
解体报告第一版共75页
#6汽轮机A级检修编码:PD2010-6A-QJ
7抽空其系统DN200 6台;DN100 2台阀门已解体
8.凝结水泵DN350 3台250 6台;DN50 3台阀门已解体
9给水泵组DN300 2台;DN50 6台;DN100 2台;DN225 2台;DN20 2台;
10凝结水系统DN150 4台DN300 3台;DN65 2台;DN50 1台已解体
11主汽,再热及一二级旁路,供热系统本体疏水31台;DN60---80 6台;高,低旁路各1台
以上阀门均已解体,现在还有中续水调门,调门前手动门,旁路电动门没有解体。
因系统内有水放不尽无法解体
#6汽轮机A级检修编码:PD2010-6A-QJ 1轴封,夹层加热,
阀门解体后发现其中
轴封联箱疏水排大气
J41H—25 DN
25的一台阀门。
阀芯断裂,建议更换
2高加系统
#2高加事故放水一二次门J961H—64 DN150阀杆划伤严重与填料室冲刷严重的问题;建议阀杆更换,填料室修复,高加疏水4台J41H—100 DN20阀门阀杆裂纹,建议阀门
#6汽轮机A级检修编码:PD2010-6A-QJ
3低加系统
阀门解体后发现A疏水泵出口逆止门H41H---25 DN150
导向套磨埙,建议加工导向套。
4除氧器及其系统;
阀门解体后发现三抽至高除逆止门H41H—25阀芯脱落,建议加工螺母及螺纹;辅汽至除氧器逆止门H41H—25阀杆断裂,建议更换。
#6汽轮机A级检修编码:PD2010-6A-QJ
5.连排,辅汽联箱及其系统
解体后发现辅汽疏水3个阀门
J41H---25DN25内漏严重,建议更换
6给水泵组
给水出口门轴承VZ 9—5 8220,丝母已磨埙建议更换丝母见图,B泵再循环门阀杆弯曲自密封压环断裂建议加工更换
解体报告第一版共75页
#6汽轮机A级检修编码:PD2010-6A-QJ 除氧器事故疏水电动门J941H—40 DN150阀座密封面冲刷严重,建议更
换
7主汽,再热及一二级旁路,供热系统本体疏水
阀门解体后发现低旁调门内漏,建议外委加工密封面
解体报告第一版共75页
#6汽轮机A级检修编码:PD2010-6A-QJ 第四部分:备品备件汇报;见附页。