超声检测讲义
- 格式:pdf
- 大小:1.37 MB
- 文档页数:20
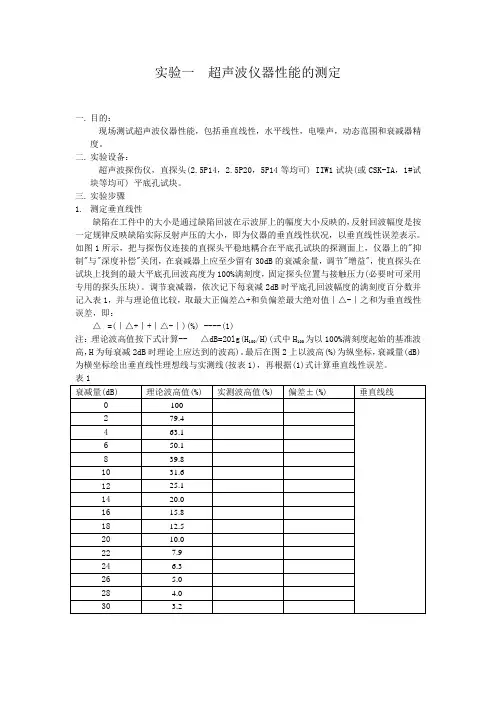
实验一超声波仪器性能的测定一. 目的:现场测试超声波仪器性能,包括垂直线性,水平线性,电噪声,动态范围和衰减器精度。
二. 实验设备:超声波探伤仪,直探头(2.5P14,2.5P20,5P14等均可) IIW1试块(或CSK-IA,1#试块等均可) 平底孔试块。
三. 实验步骤1.测定垂直线性缺陷在工件中的大小是通过缺陷回波在示波屏上的幅度大小反映的,反射回波幅度是按一定规律反映缺陷实际反射声压的大小,即为仪器的垂直线性状况,以垂直线性误差表示。
如图1所示,把与探伤仪连接的直探头平稳地耦合在平底孔试块的探测面上,仪器上的"抑制"与"深度补偿"关闭,在衰减器上应至少留有30dB的衰减余量,调节"增益",使直探头在试块上找到的最大平底孔回波高度为100%满刻度,固定探头位置与接触压力(必要时可采用专用的探头压块)。
调节衰减器,依次记下每衰减2dB时平底孔回波幅度的满刻度百分数并记入表1,并与理论值比较,取最大正偏差△+和负偏差最大绝对值|△-|之和为垂直线性误差,即:△=(|△+|+|△-|)(%) ----(1)注:理论波高值按下式计算-- △dB=20lg(H100/H)(式中H100为以100%满刻度起始的基准波高,H为每衰减2dB时理论上应达到的波高)。
最后在图2上以波高(%)为纵坐标,衰减量(dB)为横坐标绘出垂直线性理想线与实测线(按表1),再根据(1)式计算垂直线性误差。
表1图1 图22.测定水平线性缺陷在工件中的位置是通过缺陷回波在示波屏上的位置反映出来的,通过仪器有关旋钮调整能否使仪器示波屏上的水平扫描线按一定比例反映超声波在工件中所经过的距离,即为仪器的水平线性,以水平线性误差表示。
如图3所示,把直探头平稳地耦合在IIW1试块上厚度25mm的平面上(应离开边缘有一定距离以防止侧壁效应干扰),调节仪器上的"增益","衰减","水平"(或"零位","延迟"),"深度"(粗调与细调),当采用"五次底波法"时:应使示波屏上出现五次无干扰底波,在相同回波幅度(例如50%或80%满刻度)情况下,使第一次底波B1前沿对准水平刻度线的20mm刻度,第五次底波B5前沿对准水平刻度线的100mm刻度,然后依次将B2,B3,B4调节到上述相同幅度下读取第二,三,四次底波前沿与水平刻度线上的40mm,60mm和80mm刻度的偏差,填入表2,取最大偏差△max(以mm计)按下式计算水平线性误差:△=(|△max|/0。



超声波检测讲义(UT)超声波探伤是利用超声波在物质中的传播、反射和衰减等物理特性来发现缺陷的一种探伤方法。
与射线探伤相比,超声波探伤具有灵敏度高、探测速度快、成本低、操作方便、探测厚度大、对人体和环境无害,特别对裂纹、未熔合等危险性缺陷探伤灵敏度高等优点。
但也存在缺陷评定不直观、定性定量与操作者的水平和经验有关、存档困难等缺点。
在探伤中,常与射线探伤配合使用,提高探伤结果的可靠性。
超声波检测主要用于探测试件的内部缺陷。
1、超声波:频率大于20KH Z的声波。
它是一种机械波。
探伤中常用的超声波频率为0.5~10MHz,其中2~2.5MHz被推荐为焊缝探伤的公称频率。
机械振动:物体沿着直线或曲线在某一平衡位置附近作往复周期性的运动,称为机械振动。
振幅A、周期T、频率f。
波动:振动的传播过程称为波动。
C=λ*f2、波的类型:(1)纵波L:振动方向与传播方向一致。
气、液、固体均可传播纵波。
(2)横波S:振动方向与传播方向垂直的波。
只能在固体介质中传播。
(3)表面波R:沿介质表面传播的波。
只能在固体表面传播。
(4)板波:在板厚与波长相当的薄板中传播的波。
只能在固体介质中传播。
3、超声波的传播速度(固体介质中)(1) E:弹性横量,ρ:密度,σ:泊松比,不同介质E、ρ不一样,波速也不一样。
(2)在同一介质中,纵波、横波和表面波的声速各不相同 C L>C S>C R钢:C L=5900m/s, C S=3230m/s,C R=3007m/s4、波的迭加、干涉、衍射⑴波的迭加原理当几列波在同一介质中传播时,如果在空间某处相遇,则相遇处质点的振动是各列波引起振动的合成,在任意时刻该质点的位移是各列波引起位移的矢量和。
几列波相遇后仍保持自己原有的频率、波长、振动方向等特性并按原来的传播方向继续前进,好象在各自的途中没有遇到其它波一样,这就是波的迭加原理,又称波的独立性原理。
⑵波的干涉两列频率相同,振动方向相同,位相相同或位相差恒定的波相遇时,介质中某些地方的振动互相加强,而另一些地方的振动互相减弱或完全抵消的现象叫做波的干涉现象。
培训教材之理论基础第一章无损检测概述无损检测包括射线检测(RT)、超声检测(UT)、磁粉检测(MT)、渗透检测(PT)和涡流检测(ET)等五种检测方法。
主要应用于金属材料制造的机械、器件等的原材料、零部件和焊缝,也可用于玻璃等其它制品。
射线检测适用于碳素钢、低合金钢、铝及铝合金、钛及钛合金材料制机械、器件等的焊缝及钢管对接环缝。
射线对人体不利,应尽量避免射线的直接照射和散射线的影响。
超声检测系指用A型脉冲反射超声波探伤仪检测缺陷,适用于金属制品原材料、零部件和焊缝的超声检测以及超声测厚。
磁粉检测适用于铁磁性材料制品及其零部件表面、近表面缺陷的检测,包括干磁粉、湿磁粉、荧光和非荧光磁粉检测方法。
渗透检测适用于金属制品及其零部件表面开口缺陷的检测,包括荧光和着色渗透检测。
涡流检测适用于管材检测,如圆形无缝钢管及焊接钢管、铝及铝合金拉薄壁管等。
磁粉、渗透和涡流统称为表面检测。
第二章超声波探伤的物理基础第一节基本知识超声波是一种机械波,机械振动与波动是超声波探伤的物理基础。
物体沿着直线或曲线在某一平衡位置附近作往复周期性的运动,称为机械振动。
振动的传播过程,称为波动。
波动分为机械波和电磁波两大类。
机械波是机械振动在弹性介质中的传播过程。
超声波就是一种机械波。
机械波主要参数有波长、频率和波速。
波长λ:同一波线上相邻两振动相位相同的质点间的距离称为波长,波源或介质中任意一质点完成一次全振动,波正好前进一个波长的距离,常用单位为米(m);频率f:波动过程中,任一给定点在1秒钟内所通过的完整波的个数称为频率,常用单位为赫兹(Hz);波速C:波动中,波在单位时间内所传播的距离称为波速,常用单位为米/秒(m/s)。
由上述定义可得:C=λ f ,即波长与波速成正比,与频率成反比;当频率一定时,波速愈大,波长就愈长;当波速一定时,频率愈低,波长就愈长。
次声波、声波和超声波都是在弹性介质中传播的机械波,在同一介质中的传播速度相同。
超声检测超声检测
2006年11月13日
超声检测
产生和接收比较容易
2006年11月13日
超声检测
靠波型转换才能得到横波
2006年11月13日
超声检测
12
由波型转换产生
只能发现工件表面缺陷
超声检测
2006年11月13日
超声检测
17
半扩散角θ:θ=arcsin1.22 λ/D
近场区长度N :N=D 2/4λ
未扩散区b :b ≈1.64N
2006年11月13日
超声检测
18
2006年11月13日
超声检测
19
D/λ=6
D/λ=6.7
2006年11月13日
超声检测
超声波的声场特性
超声检测基础
t →δ
年11月13日超声检测22
γ
超声检测
s
晶粒度(不锈钢的探伤问题)
超声检测3536
超声检测
2006年11月13日超声检测40
2006年11月13日超声检测超声检测42超声检测43
超声检测
45面上产生折射的原理制成。
11月13日
超声检测
超声检测
472006年11月13日
超声检测
48
常用检测方法
2006年11月13日超声检测50超声检测51月13日超声检测
超声检测54
月13日超声检测
缺陷定位与判别
斜探头定位
11月13日超声检测60
13日超声检测
声束截面超声检测65
2006年11月13日超声检测67
超声检测日超声检测
超声检测712006年11月13日超声检测72
超声检测
控制器
2006年11月13日
超声检测
2006年11月13日
超声检测
扫描检测图像
13日
超声检测
年11月13日超声检测11月13日超声检测2006年11月13日超声检测。