GBT2828.1-2012计数抽样检验程序
- 格式:ppt
- 大小:350.50 KB
- 文档页数:32

日用电器2008.08www.qschina.comGB/T2828.1-2003计数抽样检验程序在
实际应用中常见问题总结及分析
文|中国电器科学研究院伍云山
目前我国已经颁布的以数理统计为基础的抽样检验
国家标准已有20多项,其中以GB/T2828.1-2003《计数抽样检验程序第1部分按接收质量限(AQL)检索的
逐批检验抽样计划》得到了最广泛的应用。采用抽样验
收的主要动力是经济性,既保证被接收批具有一定质量,又可显著节约检验工作量和检验费用。正确使用标准,
使供方和需方的风险降低,误判的概率减少,是企业在
制定产品标准中非常值得研究的课题。但是在实际应用中由于各种原因,常常存在着这样
或那样的问题。本文试将在企业审核中发现的一些常见
问题做一总结。
一、批的形成代表性不强
通常,每个批应由同型号、同等级、同类、同尺寸
和同成分,在基本相同的时段和一致的条件下制造的产品组成。有的企业在产品提交时将不同时间段、不同生
产条件下生产的产品形成批,容易将不同质量水平的产
品混在一起。当然,在质量水平相近的情况下,批量大时,检验
的样本量相对较小,有利于降低检验的成本。
二、抽样不随机
抽样检验是通过检验样本来推断总体的产品质量水
平的,要通过检验样本准确地推断总体产品质量,关键
是必须使用科学的抽样方法,具体来说就是要做到随机抽样。
许多企业在抽样时没有依据科学的方法,不是随机抽
样,而是“随意”抽样,使得样本的代表性不强。常用的抽样方法有简单随机抽样、系统抽样法(又
叫等距抽样法或机械抽样法)、分层抽样法、整群抽样法
等,各有优缺点,在此不再详述。为了产生随机数,随机数骰子(正20面体)、电子
随机数抽样器、随机数表、计算机随机数功能、抽签(号)等都可以根据实际情况加以应用。
三、仅规定AQL值,未规定其它要素(检验水平IL、
严格度、抽样方案类型)AQL值是抽样方案中的重要指标,通常企业都会在
有关规范中加以规定,但常常没有明确规定检验水平、严格度和采用一次、二次还是五次抽样等内容,可操作
第三层次文件
GB/T2828.1-2012一次抽样方案
文件编号:LH-WI-B-25
版 次:A.0
生效日期:2019-09-20
编制: 日期:
审核: 日期:
批准: 日期:
广东XXXX环境科技有限公司 广东XXXX环境科技有限公司 文件编号﹕LH-WI-B-25
版次﹕A.0
GB/T2828.1-2012一次抽样方案 页次﹕第1页,共5页
日期﹕2019-09-20
版 本 变 更 历 史
版 本 页次 变 更 内 容 简 单 描 述 生 效 日 期
A.0 5 新发行 2019/09/20
广东XXXX环境科技有限公司 文件编号﹕LH-WI-B-25
版次﹕A.0
GB/T2828.1-2012一次抽样方案 页次﹕第2页,共5页
日期﹕2019-09-20
1.0目的
本文件根据《GB/T2828.1-2012计数抽样检验程序》编制,以指导现场抽样的操作。
2.0使用范围
适用于原材料进料检验和成品出货检验。
3.0检查水平
通常采用一般Ⅱ级水平,特殊情况可在S-1、S-2、S-3、S-4级中选用。
4.0合格质量水平AQL值
检验轻微缺陷时,AQL=0.065;检验重要缺陷时, AQL=0.025。
5.0样本大小字码确定
根据来料批量大小,对照“表一”找到相应批量范围的所在行和规定的检验水平所在列相交处,查找出样本大小字码。
6.0抽样方案
6.1对照“表二”根据确定字码的所在行及规定AQL值的所在列相交处,读出判定数组(Ac,Re)。若相交处为箭头,则沿着箭头方向,读出箭头所指的第一个判定数组(Ac,Re),然后由此判定数组(Ac,Re)所在行向左读出相应的样本大小n(n-样本数;Ac-合格判定数;Re不合格判定数。见表二:正常检查一次抽样方案)
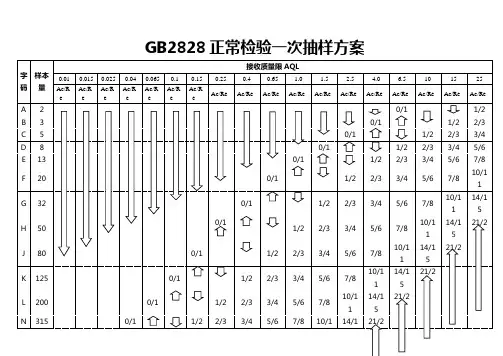
GB2828正常检验一次抽样方案
字码 样本量 接收质量限AQL
0.01 0.015 0.025 0.04 0.065 0.1 0.15 0.25 0.4 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25
Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re Ac/Re
A 2 0/1 1/2
B 3 0/1 1/2 2/3
C 5 0/1 1/2 2/3 3/4
D 8 0/1 1/2 2/3 3/4 5/6
E 13 0/1 1/2 2/3 3/4 5/6 7/8
F 20 0/1 1/2 2/3 3/4 5/6 7/8 10/11
G 32 0/1 1/2 2/3 3/4 5/6 7/8 10/11 14/15
H 50 0/1 1/2 2/3 3/4 5/6 7/8 10/11 14/15 21/22
J 80 0/1 1/2 2/3 3/4 5/6 7/8 10/11 14/15 21/22
K 125 0/1 1/2 2/3 3/4 5/6 7/8 10/11 14/15 21/22
L 200 0/1 · 1/2 2/3 3/4 5/6 7/8 10/11 14/15 21/22
N 315 0/1 1/2 2/3 3/4 5/6 7/8 10/11 14/15 21/22
M 500 0/1 1/2 2/3 3/4 5/6 7/8 10/11 14/15 21/22
应用技术
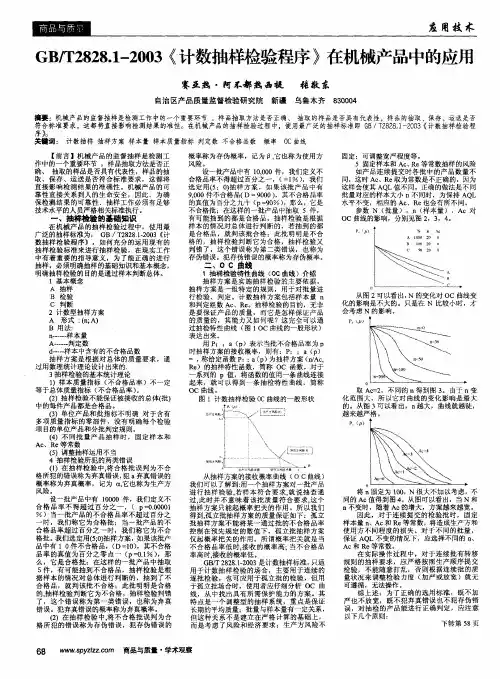
GB/1’2828.1—2003《计数抽样检验程序》在机械产品中的应用
赛亚热・阿不都热西提 张敬东
自治区产品质量监督检验研究院新疆乌鲁木齐830004
摘要:机械产品的监督抽样是检测工作中的一个重要环节,样品抽取方法是否正确、抽取的样品是否具有代表性,样品的抽取、保存、运送是否 符合标准要求,这都将直接影响检测结果的准性。在机械产品的抽样检验过程中,使用最广泛的抽样标准即GB/T2828.1—2003《计数抽样检验程
序》。 关键词: 计数抽样抽样方案样本量样本质量指标判定数不合格品数概率0C曲线
【前言】机械产品的监督抽样是检测工
作中的一个重要环节,样品抽取方法是否正
确、抽取的样品是否具有代表性,样品的抽 取、保存、运送是否符合标准要求,这都将
直接影响检测结果的准确性。机械产品的可 靠性直接关系到人的生命安全,因此.为确 保检测结果的可靠性.抽样工作必须有足够
技术水平的人员严格相关标准执行。
一、抽样检验的基础知识
在机械产品的抽样检验过程中,使用最
广泛的抽样标准为:GB/T2828.1-2003《计
数抽样检验程序》,如何充分的运用现有的
抽样检验标准来进行抽样检验,在现实工作
中有着重要的指导意义,为了能正确的进行
抽样,必须明确抽样的基础知识和基本概念, 明确抽样检验的目的是通过样本判断总体。
1基本概念 A抽样
B检验
c判断 2计数型抽样方案
A形式:(n;A) B用法:
n…一样本量 A……判定数
d…一样本中含有的不合格品数
抽样方案是根据对总体的质量要求,通
过用数理统计理论设计出来的.
3抽样检验的基本统计理论
1)样本质量指标(不合格品率)不一定 等于总体质量指标(不合格品率)。
(2)抽样检验不能保证被接收的总体(批)
中的每件产品都是合格品。
(3)单位产品和批指标不明确对于含有 多项质量指标的零部件,没有明确每个检验
项目的单位产品和分批判定规则。