理论工时计算器
- 格式:xlsx
- 大小:16.54 KB
- 文档页数:4

工作日计算器
工作日计算器说明:
一个非常实用的工作日计算器,为你提供工作日和工作日的精确计算。
你再也不需要掰着手指来计算了。
可以随时打开页面随时计算,快速知道离某个节日、纪念日等还有多少天。
,合理安排时间。
工作日是什么意思
工作日(Working Day/Workday)也称劳动日,是指在一昼夜内职工进行工作时间的长度(小时数)。
工作日是以日为计算单位的工作时间。
《中华人民共和国劳动法》第三十六条规定:“国家实行劳动者每日工作时间不超过八小时、平均每周工作时间不超过四十四小时的工时制度。
”1995年3月25日,《国务院关于职工工作时间的规定》对工时制度作了修改,规定为:“职工每日工作八小时,每周工作四十小时。
”因此,从1995年5月1日起,中国普遍实行每周工作5日(周一到周五)、每日工作8小时的工时制度。
工作日计算方法
1、工作时间的计算年工作日:365天-104天(休息日)-11天(法定节假日)=250天季工作日:250天÷4季=62.5天/季月工作日:250天÷12月=20.83天/月工作小时数的计算:以月、季、年的工作日乘以每日的8小时。
2、日工资、小时工资的折算按照《劳动法》第五十一条的规定,法定节假日用人单位应当依法支付工资,即折算日工资、小时工资时不剔除国家规定的11天法定节假日。
据此,日工资、小时工资的折算为:日工资:月工资收入÷月计薪天数小时工资:月工资收
入÷(月计薪天数×8小时)。
月计薪天数:(365天-104天)÷12月=21.75。

excel工时计算表格在Excel中,可以使用工时计算表格来记录和计算员工的工时情况,以便更好地管理和安排工作。
以下是一些参考内容,帮助你理解和使用工时计算表格。
1. 创建工时计算表格:- 打开Excel,新建一个表格。
- 第一列可以用来记录员工的姓名或员工编号。
- 第一行可以用来记录日期或星期。
- 从第二行第二列开始,可以用来填写每天的工时情况。
2. 记录工时:- 在相应的单元格中填写员工每天的工时数。
- 可以选择以小时为单位,也可以选择以分钟为单位。
- 使用格式化功能,将工时以时间格式进行显示,方便后续计算和查看。
3. 计算总工时:- 在每个员工的最后一列,计算该员工的工时总和。
- 使用SUM函数来计算工时的总和,例如"=SUM(B2:I2)"。
- 通过拖动选中的单元格公式,自动填充到其他员工的总工时单元格。
4. 统计每周工时:- 在每个星期的最后一行,计算该周所有员工的工时总和。
- 使用SUM函数来计算每周工时,例如"=SUM(B2:B8)"。
- 通过拖动选中的单元格公式,自动填充到其他星期的总工时单元格。
5. 统计每月工时:- 在每个月的最后一行,计算该月所有员工的工时总和。
- 使用SUM函数来计算每月工时,例如"=SUM(B2:B32)"。
- 通过拖动选中的单元格公式,自动填充到其他月份的总工时单元格。
6. 添加合计行和列:- 在最后一列,可以添加一个"合计"单元格,用来计算所有员工的总工时。
- 在最后一行,可以添加一个"合计"单元格,用来计算所有月份的总工时。
- 使用SUM函数来计算合计工时。
7. 使用条件格式化:- 可以使用条件格式化来对工时进行可视化处理。
- 可以为超时工时添加红色背景色,为正常工时添加绿色背景色。
- 可以设置阈值,根据工时高低来自动添加格式。
8. 数据分析:- 可以使用Excel的数据透视表功能,对工时数据进行进一步的分析和总结。

标准工时计算方法一、目的:规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。
二、名词定义:2.1、标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
2.2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。
包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间.2。
3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。
三、标准工时的构成:3.1、标准时间=正常时间+宽放时间=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率3.2、正常时间:3.2.1、主体作业时间:按照作业目的进行的作业。
指能创造价值的作业,如改变产品外形,改变产品性能等。
3。
2.2、副作业时间:与主体作业同步发生,起附属作用。
如取放工具、检查等。
正常时间设定方法如下:直接观测法:秒表观测法;摄影分析法;work sampling法.优点:比较简单;任何人都可以做。
缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定。
合成法:动作分析法、历史数据法。
优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。
缺点:需要教育和训练.3。
3、宽放时间:3.3.1、私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗。
3。
3。
2、疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间.3。
3.3、特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放。
作业宽放时间:补偿作业过程中发生不规则的要素作业。
如用处理不良品等。
3。
3。
4、集体宽放时间:集体作业时,对于个体差异产生损失的补偿。

工时计算公式范文
一般来说,工时计算公式由以下几个要素组成:
1.工作任务量:指完成一个具体工作任务所需的工作量或任务的详细描述。
2.工作效率:指员工在单位时间内完成工作的效率,也可以描述为每个小时或每天完成的任务量。
3.工作时间:指员工实际工作的时间,通常以小时为单位。
利用以上要素,我们可以得到以下几种常见的工时计算公式:
1.简单工时计算公式:
工时=工作任务量/员工工作效率
这个公式适用于工作任务相对简单的情况,不考虑其他影响因素。
2.线性工时计算公式:
工时=工作任务量/(员工工作效率*员工个数)
这个公式适用于工作任务量与员工个数成正比的情况,例如搬运工、装配工等。
3.复杂工时计算公式:
工时=工作任务量/(员工工作效率*(员工个数+考虑的其他因素))这个公式适用于工作任务量与员工个数不成正比的情况,需要考虑其他因素的影响,例如工作环境、技能要求等。
4.超时工时计算公式:
工时=(工作任务量/(员工工作效率*员工个数))+加班时间
这个公式适用于需要加班完成的工作任务,考虑了员工的加班时间。
需要注意的是,不同的工作任务和工作环境可能需要使用不同的工时计算公式,因此在实际应用中需要根据具体情况进行调整和优化。
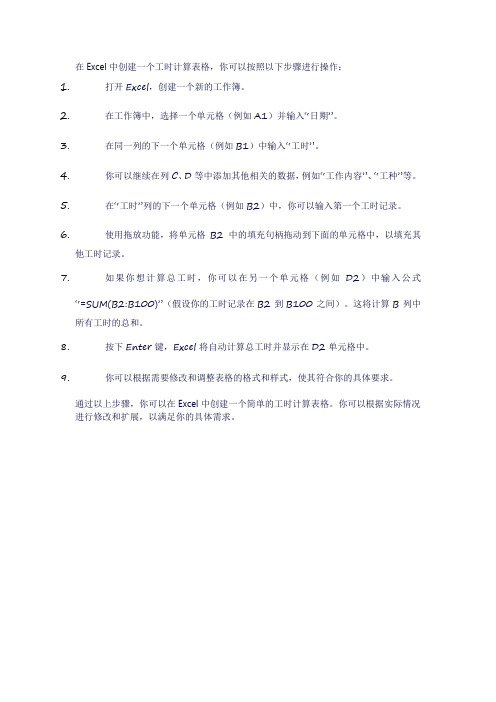
在Excel中创建一个工时计算表格,你可以按照以下步骤进行操作:
1.打开Excel,创建一个新的工作簿。
2.在工作簿中,选择一个单元格(例如A1)并输入“日期”。
3.在同一列的下一个单元格(例如B1)中输入“工时”。
4.你可以继续在列C、D等中添加其他相关的数据,例如“工作内容”、“工种”等。
5.在“工时”列的下一个单元格(例如B2)中,你可以输入第一个工时记录。
6.使用拖放功能,将单元格B2中的填充句柄拖动到下面的单元格中,以填充其
他工时记录。
7.如果你想计算总工时,你可以在另一个单元格(例如D2)中输入公式
“=SUM(B2:B100)”(假设你的工时记录在B2到B100之间)。
这将计算B列中所有工时的总和。
8.按下Enter键,Excel将自动计算总工时并显示在D2单元格中。
9.你可以根据需要修改和调整表格的格式和样式,使其符合你的具体要求。
通过以上步骤,你可以在Excel中创建一个简单的工时计算表格。
你可以根据实际情况进行修改和扩展,以满足你的具体需求。

工厂工时工资计算方法工厂工时工资计算方法对于企业来说,计件工资可以降低企业的经营风险,因为在生产任务不多的时候,企业的人力成本压力也不大。
大家不妨来看看小编推送的工厂工时工资计算方法,希望给大家带来帮助!一、制度工作时间的计算年工作日=365天-104天(休息日)-11天(法定节假日)=250天季工作日=250天÷4季=62.5天/季月工作日=250天÷12月=20.83天/月工作小时数=月、季、年的工作日×8小时/日二、日工资、小时工资的折算日工资=月工资收入÷月计薪天数小时工资=月工资收入÷(月计薪天数×8小时)。
月计薪天数=(365天-104天)÷12月=21.75天注:折算日工资、小时工资时不剔除国家规定的11天法定节假日。
用人单位在节假日安排劳动者加班的,应按照不低于劳动者本人日或小时工资的300%支付加班工资;休息日用人单位安排劳动者加班的,可以给劳动者安排补休而不支付加班工资,如果不给补休,应当按照不低于劳动者本人日或小时工资的200%支付加班工资计件工资制的类型和种类1、无限计件工资制不论完成定额多少,均直接按统一的计件单价计算工资,超额不受限制。
其计算公式为:实得计件工资=实际完成的合格产品数量×计件单价或实得计件工资=实际完成的定额工时×小时工资率。
比如,某工厂在一个月内共生产合格产品300件,每件产品规定的计件单价为3.50元,计算其实得计件工资。
根据公式则为:实得计件工资=300×元。
2、有限计件工资制指对实行计件工资的工人规定超额工资不得超过本人工资标准的一定比例或金额的限制。
超过限额不再计酬,也可采用计件单价累退办法。
超额越高,计件单价越低。
如超额10%以内,每件1元,超额10%~15%,每件0.5元,超过15%以上,每件0.2元(也叫累退计件工资制)。
实行这种形式,一般是由于管理水平低,定额不够先进,为防止超额过多而采取的一种限制办法。
工时计算材料:45钢,毛坯尺寸为Φ110x210工艺路线:车、铣、镗、热处理。
一、分析车工序加工内容本工序需要将除键槽外所有特征加工完成:1.装卸零件,因零件的两头都需要加工,因此要三爪装卸两次。
2.车图左端面3.车图Φ100外圆,长度554.倒角Φ100外圆处2*45度5.车图右端面,保证总长2006.车直径Φ80外圆,长度1507.倒角Φ80外圆处2*45度8.钻中心孔9.钻底孔10.扩底孔至Φ38mm二、分析铣工序加工内容1.装卸零件2.键槽铣刀铣键槽三、分析镗工序加工内容3.装卸4.镗孔至Φ40mm,深度50四、计算车工序工时1.装卸零件,因零件的两头都需要加工,因此要三爪装卸两次。
打开敬信工时定额管理系统,打开定额计算器。
选择卧车,C620,装卸工步标准。
输入零件大致重量、选择起吊方式、工件找正复杂程度和装卸方法。
原材料为已切断的棒料,因此选择无基面毛坯作为找正方式。
装夹时用三爪卡片即可。
如果零件装夹有其它需求,可根据零件实际情况选择。
另外因为本工序需要掉头装夹,为减少计算次数,可以将计算结果后的计算次数修改为2,点击累加时,将累加两次装卸。
2.车图左端面图中左端面没有特殊技术要求,因此我们选择C620标准的第5项车端面计算工时。
本工步中,选择材料为45#钢,材料系数为1。
因为是实心材料,径向加工长度为直径的一半。
单面加工余量为5=(210-200)/2。
粗糙度和端面类型按实际选择。
3.车图Φ100外圆,长度554.倒角Φ100外圆处2*45度5.车图右端面,保证总长2006.车直径Φ80外圆,长度1507.倒角Φ80外圆处2*45度8.钻中心孔9.钻底孔10.扩底孔至Φ38mm11.准结时间在单件小批量的生产模式中,准结时间通常占据工时不小的份额。
因此我们必须将准结时间计算在内。
敬信工时定额管了系统也提供各个工种的准结时间计算功能。
使用方法是选择对应工种下的准结工步标准,如下图,输入C620准结标准要求的复杂程度选项。
计算工作日小时数公式在日常生活和工作中,我们经常需要计算工作日的小时数,以便正确计算薪资、加班时间等。
下面提供了一种常用的计算公式。
首先,我们需要先确定一周有多少个工作日。
一般情况下,一周有5个工作日,即从周一到周五、但不同地区和行业可能存在差异,有些地方周六也被视为工作日。
接下来,我们需要确定每天的工作时间。
正常情况下,一天的工作时间为8小时,即8:00到17:00。
但同样地,也会存在不同地区或行业的差异,有些地方可能工作时间为9小时或更长。
根据上述信息,我们可以得出以下计算工作日小时数的公式:每周工作日小时数=一天的工作小时数*一周的工作日数例如,如果一天工作8小时,一周有5个工作日,那么每周的工作日小时数为:每周工作日小时数=8小时/天*5天/周=40小时/周这意味着每周的工作时间为40小时。
如果在特定的一段时间内需要计算工作日小时数,我们还需要考虑到这段时间内是否有公共假日或特殊假期。
对于这些假日,我们需要从总的工作日小时数中减去对应的小时数。
例如,如果在一段时间内有两个公共假日,每个假日为8小时,那么需要从总的工作日小时数中减去16小时。
最后,如果需要计算的时间段不能被整周整除,那么需要根据实际情况进行调整。
例如,如果需要计算从周一到周四的工作日小时数,那么只需要计算这四天的工作小时数即可。
如果需要计算从周一到下个月其中一天的工作日小时数,那么需要首先计算整周的工作日小时数,再根据具体情况计算剩余的天数的工作小时数。
总结起来,计算工作日小时数的公式如下:工作日小时数=每周工作日小时数*(周期总天数-假日天数)其中,周期总天数为所需计算的时间段的总天数,假日天数为这段时间内的公共假日天数。
需要注意的是,在实际应用中,可能会有更复杂的情况需要考虑,比如加班时间的计算、超时工作的计算等。
在这种情况下,需要根据具体情况进行进一步的调整和计算。
工时计算方法工时是指员工在工作中所花费的时间,是企业管理中一个非常重要的指标。
正确的工时计算方法对于企业的生产效率和员工的工作积极性都有着重要的影响。
下面我们将介绍几种常见的工时计算方法,希望能够帮助大家更好地管理和利用工时。
一、固定工时计算方法。
固定工时计算方法是指按照固定的时间来计算员工的工时,通常是每天8小时,每周40小时。
这种方法适用于那些工作内容比较固定,工作时间比较规律的岗位,比如生产线上的工人、行政人员等。
固定工时计算方法简单直观,易于操作,但是对于一些工作内容不太规律的岗位就不太适用了,容易导致工时的浪费。
二、弹性工时计算方法。
弹性工时计算方法是指在一定的时间范围内,员工可以根据工作需要自由地安排工作时间,只要保证达到规定的总工时即可。
这种方法适用于一些工作内容比较灵活,需要弹性安排的岗位,比如销售人员、客服人员等。
弹性工时计算方法能够更好地满足员工的个性化需求,提高工作效率,但是需要加强对工时的监督和管理,避免出现工时滥用的情况。
三、加班工时计算方法。
加班工时计算方法是指在员工超出正常工作时间范围内所工作的时间进行额外计算。
加班工时计算方法通常适用于一些需要应对突发情况或者工作量波动较大的岗位,比如技术支持人员、项目管理人员等。
加班工时计算方法能够更好地激励员工的积极性,提高工作效率,但是需要合理安排加班时间,避免员工过度加班对身体和工作质量造成影响。
四、考勤工时计算方法。
考勤工时计算方法是指通过考勤系统记录员工的上下班时间和请假情况,根据实际出勤时间来计算工时。
这种方法相对较为客观和公正,能够有效地监督和管理员工的工时情况,但是需要加强对考勤系统的维护和管理,避免出现漏打卡、打卡不准确等情况。
综上所述,不同的工时计算方法适用于不同类型的岗位和工作内容,企业需要根据实际情况选择合适的工时计算方法,并加强对工时的监督和管理,确保员工的工时合理有效地利用,提高生产效率和员工满意度。
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。