第四届全国数控大赛山东选拔赛数控铣工、加工中心操作工中职组操作试题-2
- 格式:doc
- 大小:5.36 MB
- 文档页数:9
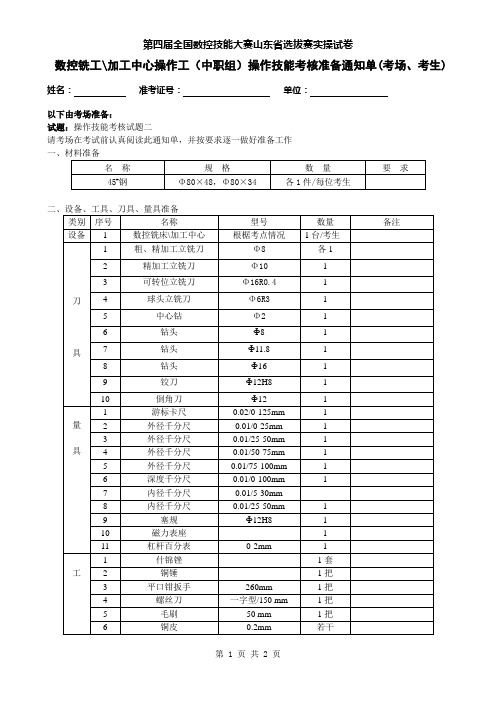
姓名:准考证号:单位:以下由考场准备:试题:操作技能考核试题二请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、材料准备二、设备、工具、刀具、量具准备姓名:准考证号:单位:三、考试时间300分钟四、说明:1、除上述型号的数控车床外,其它型号数控车床亦可。
2、若设备数量有限,考试可分批进行,但必须保证每位考生有一台。
3、首个场次的第一批考生可允许有0.5小时的准备时间。
4、每个工位应配有一个工具箱供考生摆放工、量、刀具。
5、考场应配有必须的清扫工具。
6、每个考场应配有工位编号及钢印字头、胶布等编号用品。
7、每位考生考前领取1件试件毛坯,10页A4复印纸。
五、人员要求1、监考人员的数量与考生人数之比1:5。
2、每个考场应配有机修工、电工、医护人员各一名。
监考人员、考试服务人员(机修工、电工、医护人员)必须于考试前30分钟到考场。
以下由考生准备:试题:操作技能考核试题二考生准备:工作服、计算器、铅笔、钢笔考件编号: 姓名: 准考证号:单位:试题:操作技能考核试题二本题分值:100分考核时间:300分钟考核形式:实操具体考核要求:a)按照所给图纸制定数控工艺路线,并编制正确的加工程序。
b)在机床上加工出合格的零件。
c)操作规范。
否定项说明:若因考生操作不当,造成设备损坏或人员伤亡,则应及时终止其考试,并取消其考试资格,考生本次考试成绩记为零分。
考件编号: 姓名: 准考证号:单位:考件编号: 姓名: 准考证号:单位:考件编号: 姓名: 准考证号:单位:考件编号: 姓名: 准考证号:单位:考件编号:姓名:准考证号:单位:试题名称:操作技能考核试题一考件编号:姓名:准考证号:单位:评分人:年月日核分人:年月日。

⒈准备要求:⑴考场准备:①试题名称:配合类零件加工②本题分值:100分③考核时间:300min④考核形式:机床操作⑤设备设施实施准备:①试题名称:零件加工②本题分值:100分③考核时间:300min④考核形式:机床操作⑤工具及其他准备:⒉⑴本题分值:100分⑵考核时间:300min⑶考核形式:机床操作⑷具体考核要求:根据零件图纸完成加工。
⑸否定项说明:①出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所致,考生该题成绩记零分。
②因考生操作失误所致,导致设备故障且当场无法排除将中止考试,考生该题成绩记零分。
因刀具、工具损坏而无法继续应中止考试。
`操作技能考核总成绩表序号项目名称配分得分备注1 现场操作规范 52 工件质量95合计100现场操作规范评分表序号项目考核内容配分考场表现得分1现场操作规范正确使用机床 12 正确使用量具 13 合理使用刃具 14 设备维护保养 2合计 5工件质量评分表序号考核项目扣分标准配分得分1 件一总长100 超差全扣 22 外径Φ48 超差全扣 23 外径Φ42 超差全扣 24 外径Φ每超差0.01扣2分;粗糙度超差扣2分 45 R28圆弧半径超差扣2分,粗糙度超差扣1分 36 长度65每超差0.01扣1分 67 锥面没有成形全扣,粗糙度超差扣2分 38 R3圆角没有成型全扣 19 R4圆角没有成型全扣 110 倒角没有成型全扣 111 件二总长60-0.03每超差0.01扣2分 512 外径Φ24 超差全扣 213 外径Φ27-0.025每超差0.01扣2分 514 外径Φ30 超差全扣 215 螺纹M24 1.5 螺纹环规检验,不合格全扣 416 锥面没有成型全扣,粗糙度超差扣1分317 2-C2倒角每缺少1处扣1分 218 221槽槽宽、底径、位置每-处超差扣1分 319 220槽槽宽、底径、位置每-处超差扣1分 320 2-长度16 每一个超差扣1分 221 件三总长49 超差全扣 222 外径Φ45-0.025每超差0.01扣2分;粗糙度超差扣2分 623 R28圆弧半径超差扣2分,粗糙度超差扣1分 424 螺纹M24 1.5 螺纹塞规检验,不合格全扣 4评分人:年月日核分人:年月日。

A-AB-BC-C1序号代号名称数量材料重量单件总计备注1JW0101基座1硬铝加工件2GB/T70.1-2008风道板固定螺钉6钢/不锈钢/有色金属3JW0102风道板145#加工件4JW0103风罩1硬铝加工件5GB/T70.1-2008内六角圆柱头螺钉M5×162钢/不锈钢/有色金属6JW0104风扇轮1硬铝加工件9GB/T276-1994深沟球轴承628型210GB/T819.1-2000十字槽沉头螺钉M2.5X1021Gr18Ni9Ti11标准部件小直流电机(12V3300转/分)1赛场提供12JW0106电机固定板145#加工件13GB/T70.1-2008内六角圆柱头螺钉M5×164钢/不锈钢/有色金属五轴装配图1:3第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
A-AB-BAABBCC向其余:3.2DD向旋转技术说明:未注倒角0.5X45°材料机床比例姓名基座硬铝1:2第四届全国数控技能大赛CNCC'2010中国佛山其余:3.2技术说明:未注倒角0.5X45°,棱边倒角0.2X45比例姓名1:1第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
XYZOOXYZ其余:3.2曲线注:曲线B是曲线A沿Z轴正向投影到SR52-0.03-0.104表面的型示意图扇形槽中线三维数学模内视图)曲线A俯视图(在XY平面风罩硬铝1:1.5第四届全国数控技能大赛CNCC'2010中国佛山技术说明:1、叶片为三个,由初始叶片绕Z轴均布圆形阵列生成。
A-AB-BC-C1序号代号名称数量材料重量单件总计备注1JW0101基座1硬铝加工件2GB/T70.1-2008风道板固定螺钉6钢/不锈钢/有色金属3JW0102风道板145#加工件4JW0103风罩1硬铝加工件5GB/T70.1-2008内六角圆柱头螺钉M5×162钢/不锈钢/有色金属6JW0104风扇轮1硬铝加工件9GB/T276-1994深沟球轴承628型210GB/T819.1-2000十字槽沉头螺钉M2.5X1021Gr18Ni9Ti11标准部件小直流电机(12V3300转/分)1赛场提供12JW0106电机固定板145#加工件13GB/T70.1-2008内六角圆柱头螺钉M5×164钢/不锈钢/有色金属五轴装配图1:3第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
A-AB-BAABBCC向其余:3.2DD向旋转技术说明:未注倒角0.5X45°材料机床比例姓名基座硬铝1:2第四届全国数控技能大赛CNCC'2010中国佛山其余:3.2技术说明:未注倒角0.5X45°,棱边倒角0.2X45比例姓名1:1第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
XYZOOXYZ其余:3.2曲线注:曲线B是曲线A沿Z轴正向投影到SR52-0.03-0.104表面的型示意图扇形槽中线三维数学模内视图)曲线A俯视图(在XY平面风罩硬铝1:1.5第四届全国数控技能大赛CNCC'2010中国佛山技术说明:1、叶片为三个,由初始叶片绕Z轴均布圆形阵列生成。

一、选择题(每题2分,共20分)1.在铣削工件时,若铣刀的旋转方向与工件的进给方向相反称为( B )。
A 、顺铣B 、逆铣C 、横铣D 、纵铣2.沿刀具前进方向观察,刀具偏在工件轮廓的左边是( B )指令。
A 、G40B 、G41C 、G42D 、G433.圆弧插补程序中,若采用圆弧半径R 编程时,当( D )时,用R-表示圆弧半径。
A 、圆弧小于或等于180°B 、圆弧大于或等于180°C 、圆弧小于180°D 、圆弧大于180°4.辅助功能中表示无条件程序暂停的指令是( A )。
A 、M00B 、M01C 、M02D 、M305.G18指令是用来选择圆弧插补的( C )平面。
A 、XYB 、YZC 、XZD 、XYZ6.刀具半径补偿值的地址用( A )。
A .DB .HC .RD .C7.在G43 G01 Z15. H15语句中,H15表示( B )。
A 、Z 轴的位置是15B 、刀具补偿表的地址是15C 、长度补偿值是15D 、半径补偿值是158.数控机床的F 功能常用( B )单位。
A 、m/minB 、mm/min 或 mm/rC 、m/r9.当加工一个外轮廓零件时,常用G41/G42来偏置刀具。
如果加工出的零件尺寸大于要求尺寸,只能再加工一次,但加工前要进行调整,而最简单的调整方法是( B )。
A 、更换刀具B 、减小刀具参数中的半径值C 、加大刀具参数中的半径值D 、修改程序10.欲改善工件表面粗糙度时,铣削速度宜( A )。
A 、提高B 、降低C 、时高时低D 、不变二、填空题(每空2分,共20 分)1. 在数控机床分类中,按控制方式分类可分为开环控制数控机床、闭环控制数控机床和半闭环控制数控机床。
2.加工中心的刀具补偿功能分为刀具半径补偿 和 刀具长度补偿两种。
3. 切削用量三要素包括切削速度、进给量和切削深度。
4. 自动编程又称为 计算机辅助 编程。

第四届全国数控技能大赛决赛(实操)试题征集样题第四届全国数控技能大赛决赛实操试题向全社会征集,要求应征者提供试题图纸(包括装配图、零件图、节点坐标图)、图纸分析、刀具清单、工艺分析与方案(关键部位和加工难点分析、装卡方案、刀具选择与加工参数、加工顺序、走刀路线、加工时间等)、加工程序编制和实物照片(经过试切后的零件和装配效果)等方面的内容。
现根据第一届全国数控技能大赛实操试题提出参考样式如下:一、题目:工种、组别实操竞赛试题及其工艺方案注:1。
请注明工种。
如数控车工、数控铣工、加工中心操作工2.请注明组别。
职工(学生)组二、试题图纸(以数控铣工职工组XB-11为例)工件加工图纸包括XB-11-00、XB-11-01、XB-11-02、XB-11-03、XB-11-04共五张,见附图。
三、图纸分析XB-11是一套以铣加工为主,并包括孔系加工等工序内容的试题。
材料为调质45#钢,硬度为HRC26~32,毛坯尺寸件一为180×180×42(长×宽×高),件二为180×180×19。
从装配示意图中可以看出本套试题由件一、件二、和两个圆柱销组成,三种零件装配后高度尺寸为48-0.1,技术要求:件一和件二配合后两个ø16h7圆柱销同时插入。
件一技术要求有两项:未注公差±0.1mm(不含180×180外形);D向外轮廓曲线形状公差-0.03mm,-0.06mm。
加工要素有平面、曲线、腔槽和孔类加工。
主要加工项目包括上下平面、D向视图壁厚0.8803.060.0--mm内外型腔、曲线b内腔槽、曲线c内腔槽、槽深550.0-mm、工件高度4150.0-mm、螺孔M42×1.5-7H、销孔2-ø16018.0+mm、位置尺寸150±0.02mm、主视图中腔槽60°上侧至D向外轮廓下侧13046.0300.0+-mm尺寸。
数控铣工(加工中心操作工)理论知识竞赛练习题(一)一、单项选择(第1题~第160题。
选择一个正确的答案,将相应的字母填入题内的括号中)1. 为了促进企业的规范化发展,需要发挥企业文化的(自律)功能。
2. 职业道德通过( 协调员工之间的关系),起着增强企业凝聚力的作用。
3. 正确阐述职业道德与人的事业的关系的选项是( 职业道德是人获得事业成功的重要条件)。
4. 在商业活动中,不符合待人热情要求的是( A )。
A、严肃待客,表情冷漠B、主动服务,细致周到C、微笑大方,不厌其烦D、亲切友好,宾至如归5. 下列事项中属于办事公道的是( D )。
A、顾全大局,一切听从上级B、大公无私,拒绝亲戚求助C、知人善任,努力培养知己D、坚持原则,不计个人得失6. 下列关于勤劳节俭的论述中,正确的选项是( B )。
A、勤劳一定能使人致富B、勤劳节俭有利于企业持续发展C、新时代需要巧干,不需要勤劳D、新时代需要创造,不需要节俭7. ( C )不属于压入硬度试验法。
A、布氏硬度B、洛氏硬度C、莫氏硬度D、维氏硬度8. 奥氏体冷却到( C )开始析出珠光体。
A、420o CB、148o CC、727o CD、127o C9. 在钢的编号中,65Mn表示平均含碳量为( B )。
A、0.0065%B、0.65%C、65%D、6.5%%10. 黄铜( C )。
A、又称纯铜B、是铜和硅的合金C、是铜与锌的合金D、包括铝青铜和硅青铜11. 黑色金属测疲劳极限时,应力循环周次应为( D )次。
A、1015B、1016C、1013D、10712. 奥氏体是碳溶解在( D )的间隙固溶体。
A、P—FeB、PC、SiD、γ—Fe13. 有色金属、不锈钢测疲劳极限时,应力循环周次应为( D )次。
A、1015B、1016C、1013D、10814. 加工中心按照功能特征分类,可分为复合、( C )和钻削加工中心。
A、刀库+主轴换刀B、卧式C、镗铣D、三轴15. 加工中心执行顺序控制动作和控制加工过程的中心是( A )。
全国数控技能大赛实操试题一、简答题1. 简述数控机床的操作流程。
2. 描述一下你对数控编程的理解。
二、实操操作题本次实操操作题目为数控铣削加工,需要加工一个圆形零件,要求如下:1. 材料为45号钢,直径为20mm,厚度为5mm。
2. 操作环境为FANUC Oi Mate-TC系统,铣削刀具为4mm的立铣刀。
3. 零件表面需要加工出螺纹,螺纹深度为2mm。
4. 加工完成后需要检测零件尺寸,确保其符合要求。
操作步骤:1. 打开数控机床,检查电源、气压、冷却液等是否正常。
2. 将45号钢材料放入工作台上,装夹固定好。
3. 根据图纸要求确定加工路径和参数,输入到数控系统中。
4. 开始运行程序,观察工件加工过程中的情况,调整参数和加工路径,保证加工质量。
5. 完成加工后,取出工件,检测其尺寸和表面质量。
6. 如果工件不符合要求,则根据检测结果调整参数和加工路径,重新加工。
7. 重复以上步骤,直到工件符合要求为止。
注意事项:1. 操作过程中要保持安全,避免发生意外事故。
2. 加工过程中要密切关注刀具磨损情况,及时更换刀具或调整切削参数。
3. 加工完成后要清理工作台和周边环境,保持整洁。
4. 在进行实操操作时,请严格按照操作规程进行,确保自身和他人的安全。
三、分析题1. 请分析数控机床加工中常见的故障原因及解决方法。
2. 描述一下数控机床与普通机床在操作过程中的区别。
3. 在实际工作中,如何根据图纸要求选择合适的数控机床和刀具?答案:一、简答题:1. 数控机床的操作流程主要包括开机、设置工件坐标系、装夹工件、输入加工程序、启动程序、观察加工过程、调整参数和刀具、完成加工、关机等步骤。
在操作过程中,需要注意安全问题,避免发生意外事故。
2. 数控编程是一种利用计算机技术对数控机床进行控制的过程,通过编写程序来控制机床的运动轨迹和切削参数,以达到加工出符合要求零件的目的。
我对数控编程的理解是,它是一种高效、精确的加工方法,需要结合零件图纸、工艺方案、刀具选择、切削参数等因素综合考虑,才能获得最佳的加工效果。
2015年全国职业院校技能大赛(中职组)“数控铣加工技术”赛项理论知识竞赛题(2号)赛区:赛位号:注意事项1.理论知识竞赛总时间:90分钟。
2.请首先按要求在赛卷上填写您的赛位号。
3.请仔细阅读各题目,在规定的位置填写您的答案。
4.不要在试卷上乱写乱画,不要填写无关的内容。
0.1分,共4分)1.能改善材料的加工性能的措施是( )。
A、增大刀具前角B、适当的热处理C、减小切削用量D、更换刀具2.下列关于基孔制的描述中,()是不正确的。
A、基孔制的孔是配合的基准件B、基准孔的基本偏差为上偏差C、基准孔的上偏差为正值D、基准孔下偏差数值为零3.普通螺纹的配合精度取决于()。
A、完全定位B、欠定位C、不完全定位D、过定位4.图纸中技术要求项中“热处理:C45”表示()。
A、淬火硬度HRC45B、退火硬度为HRB450C、正火硬度为HRC45D、调质硬度为HRC455.关于表面淬火,不正确的描述是()。
A、提高零件表面硬度和耐磨性B、保证零件心部原有的韧性和塑性C、特别适用于低碳钢D、用于高碳钢,容易淬裂6.高速铣削刀具的装夹方式不宜采用以下的哪一个()。
A、液压夹紧式B、弹性夹紧式C、侧固式D、热膨胀式7.通常依据后刀面的磨损尺寸来制定刀具允许磨损的( )A、最大限度B、最小限度C、标准限度D、时间8.影响刀具扩散磨损扩散速度的最主要原因是切削( )。
A、方向B、速度C、力D、温度9.专用刀具主要针对( )生产中遇到的问题,提高产品质量和加工的效率,降低客户的加工成本。
A、单件B、批量C、维修D、小量10.基准不重合误差由前后( )不同而引起。
A、设计基准B、环境温度C、工序基准D、形位误差11.在零件毛坯加工余量不匀的情况下进行加工,会引起( )大小的变化,因而产生误差。
A、切削力B、开力C、夹紧力D、重力12.毛坯的形状误差对下一工序的影响表现为( )复映。
A、计算B、公差C、误差D、运算13.选择定位基准时,应尽量与工件的( )一致。
姓名:准考证号:单位:
以下由考场准备:
试题:操作技能考核试题二
请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、材料准备
二、设备、工具、刀具、量具准备
姓名:准考证号:单位:
三、考试时间
300分钟
四、说明:
1、除上述型号的数控车床外,其它型号数控车床亦可。
2、若设备数量有限,考试可分批进行,但必须保证每位考生有一台。
3、首个场次的第一批考生可允许有0.5小时的准备时间。
4、每个工位应配有一个工具箱供考生摆放工、量、刀具。
5、考场应配有必须的清扫工具。
6、每个考场应配有工位编号及钢印字头、胶布等编号用品。
7、每位考生考前领取1件试件毛坯,10页A4复印纸。
五、人员要求
1、监考人员的数量与考生人数之比1:5。
2、每个考场应配有机修工、电工、医护人员各一名。
监考人员、考试服务人员(机修工、电工、医护人员)必须于考试前30分钟到考场。
以下由考生准备:
试题:操作技能考核试题二
考生准备:工作服、计算器、铅笔、钢笔
考件编号: 姓名: 准考证号:单位:
试题:操作技能考核试题二
本题分值:100分
考核时间:300分钟
考核形式:实操
具体考核要求:
a)按照所给图纸制定数控工艺路线,并编制正确的加工程序。
b)在机床上加工出合格的零件。
c)操作规范。
否定项说明:
若因考生操作不当,造成设备损坏或人员伤亡,则应及时终止其考试,并取消其考试资格,考生本次考试成绩记为零分。
考件编号: 姓名: 准考证号:单位:
考件编号: 姓名: 准考证号:单位:
考件编号: 姓名: 准考证号:单位:
考件编号: 姓名: 准考证号:单位:
考件编号:姓名:准考证号:单位:试题名称:操作技能考核试题一
考件编号:姓名:准考证号:单位:
评分人:年月日核分人:年月日。