国产立磨减速机油站控制和调试总结
- 格式:doc
- 大小:146.00 KB
- 文档页数:7
立磨油站装置操作6.1控制柜具有现场手动、现场自动、远方自动控制方式。
现场手动是电机调试或紧急调试时操作位,现场自动是调试时的试用位,而远方自动是设备运行时的操作位。
6.2 操作顺序:若油箱油温低,首先应启动加热器,待温度达到一定值 (42℃)时,应将其加热器停止;再启动低压油泵,待低压油压达到一定值(0.12MPa)时,才能启动两台高压油泵,待油系统运行达到要求时,控制才会发出允许主机启动的信号。
正常情况下一台低压油泵工作,两台高压油泵一直在工作。
6.3 现场手动:将SA1开关置于左侧,SA2开关置于中间位。
SB2启动、SB1停止1号低压油泵,HL1指示运行;SB4启动、SB3停止2号低压油泵,HL2指示运行;SB6启动、SB5停止1号高压油泵,HL3指示运行;SB8启动、SB7停止2号高压油泵,HL4指示运行;SB10启动、SB9停止加热器,HL5指示运行。
正确操作步骤是启动时先启动低压油泵,后启动高压油泵;断开时先断开高压油泵,后断开低压油泵。
若油箱温度太低时,应先启动加热器,再启动油泵。
6.4 远方程控:将SA1开关置于右侧,SA2开关置于开1备2或开2备1位。
合上所有小型断路器,电控发出允许远程启动信号(备妥),中控收到信号,待中控启动油站的信号(01—021) 闭合时,低压油泵首先启动,低压压力满足要求,自动启动高压油泵,待高压出口压力正常后,无任何预报警、停车报警信号、出口油温满足要求(不低于下限设定值)时,电控柜发出允许主机启动的信号,中控收到信号,待主机运行信号发出(01-023)至稀油站电控柜联锁,高压油泵一直工作,低压油泵仍在继续运行。
待主机停止后,低压油泵和两台高压油泵还继续运行,油站的停止时间由用户根据现场的需要确定。
6.5 在油泵运行之前,若油箱油温低于下限值(35℃)时,加热器自动工作;油箱油温高于上限值(42℃)时,加热器自动关闭。
6.6 在运行过程中,低压供油压力低于下限设定值(0.12MPa)时,备用油泵自动工作,当出口压力达到设定值(0.3MPa)时,备用泵自动停止。
立磨主减油站工作原理及注意事项讲义本次课程主要以立磨稀油站工作原理及巡检注意事项为目的,是培训稀油站工作原理及巡检注意事和应对技巧的一门课程。
加强安全教育,旨在树立员工安全意识,培养员工在现场巡检情况下的技巧和处理问题能力。
课程的基本内容由以下几部分组成:首先,我们简述稀油站工作原理以及结构;在主机启动前,先启动低压泵,当低压供油压力正常后,启动吸口联于低压管道上的高压油泵,高压油经高压单向阀送往静压轴承,当高压达一定值时,主机就可启动、低速运行或停止,主机正常后,就可以停止高压泵(低速运行除外)但低压油泵必须正常供油,低压泵从油箱吸油后经单向阀、双筒网式过滤器、冷却器后亦送往静压轴承,维护主机正常运行;若主机停机后,尚要定时由高压泵和低压泵供油,则由时间继电器进行控制其向润滑点断续供油。
高、低压力的具体数值分别由系统中高低压安全阀控制。
主机正常运行时,低压泵一台工作,一台备用,若系统压力下降到某值时,备用泵启动投入运行,达到正常压力时备用泵停止。
若备用泵启动手压力仍下降到某一更低值时,就应发出报警讯号,考虑主机停车。
高压柱塞泵有故障时,可由备用手动油泵供油。
MLS3626稀油站主要由油箱(其内装有磁网过滤器)、低压油泵装臵、高压油泵装臵、双筒网片式过滤器、冷却器、手动高压油泵、管道、阀门、仪表盘及电控柜等组成。
工作时,油液由齿轮泵从油箱吸出,经单向阀、双筒网式油滤器、列管式油冷却器,被直接送到设备的润滑点。
油站的最高供油压力为0.4mpa,最低供油压力为0.1mpa,根据润滑点的要求,通过调节安全阀确定使用压力,当油站的工作压力超过安全阀的调定压力时,安全阀将自动打开,多余的油液即流回油箱。
正常工作时,油泵一台工作、一台备用。
有时设备耗油量由于某种原因需要增加时,则系统压力下降,当降到调定值时,通过压力控制器调节,备用泵自动开启,与工作泵一起工作,直到压力正常时,备用泵自动停止。
若油压继续下降到另一调定值时,则通过另一压力控制器调节,发出事故警报。
一、前言减速器是机械传动中常用的装置,广泛应用于工业生产、交通运输、农业机械等领域。
为了提高学生的动手能力和实践技能,培养具备一定减速器装调能力的技术人才,我校组织了减速器装调实训。
本次实训旨在使学生掌握减速器的装调方法、技巧和注意事项,提高学生对减速器性能的理解和应用能力。
二、实训目的1. 熟悉减速器的结构、原理及特点;2. 掌握减速器的装调方法、技巧和注意事项;3. 培养学生的团队协作能力和动手操作能力;4. 提高学生对减速器性能的理解和应用能力。
三、实训内容1. 减速器的基本结构及原理(1)减速器的类型:圆柱齿轮减速器、圆锥齿轮减速器、蜗杆减速器等;(2)减速器的传动比计算;(3)减速器的效率及损耗分析;(4)减速器的选型原则。
2. 减速器的装调方法(1)减速器的拆卸:按照拆卸顺序和方法,拆卸减速器各部件;(2)减速器的清洗:采用适当的清洗剂和方法,清洗各部件;(3)减速器的装配:按照装配顺序和方法,装配减速器各部件;(4)减速器的调试:调整减速器的间隙、紧固力矩等,确保减速器正常工作。
3. 减速器的装调技巧(1)拆卸时注意顺序,防止零件丢失;(2)清洗时注意保护零件表面,避免划伤;(3)装配时注意配合间隙,确保零件安装到位;(4)调试时注意观察减速器的运行状态,及时调整。
四、实训过程1. 准备工作(1)学生分组,每组选一名组长;(2)明确每组实训任务及要求;(3)准备实训所需的工具、设备、材料等。
2. 实训实施(1)每组按照实训任务进行减速器的拆卸、清洗、装配和调试;(2)学生在实训过程中遇到问题,及时向指导教师请教;(3)指导教师对学生的实训过程进行监督和指导。
3. 实训总结(1)每组对实训过程进行总结,分析存在的问题和不足;(2)指导教师对学生的实训成果进行评价,指出优点和不足;(3)学生根据指导教师的评价,总结实训经验,提高自身技能。
五、实训心得1. 通过本次实训,我对减速器的结构、原理及特点有了更深入的了解,提高了自己的专业素养;2. 在实训过程中,我学会了减速器的装调方法、技巧和注意事项,提高了自己的动手操作能力;3. 实训过程中,我与同学们互相配合、共同进步,培养了团队协作能力;4. 通过实训,我认识到理论知识与实际操作相结合的重要性,为今后的学习和工作打下了坚实基础。
矿渣立磨润滑系统的调试摘要近年来,随着国家“节能减排、废物循环利用”等政策的出台,国内各地采用立式磨机来粉磨矿渣日趋广泛。
立磨生产矿渣微粉集烘干、粉磨、选粉为一体,有着效率高、电耗低(约40kW/t~50kW/t)的显著优点。
目前国内公认的成熟磨机主要是莱歇、宇部的LM磨、川崎的CK磨等国外品牌。
本文是一篇关于国产矿渣磨调试的文章。
唐山曹妃甸盾石新型建材有限公司在首钢京唐钢铁公司1号高炉和2号高炉水渣堆场位置各建两条年产60万吨矿渣微粉生产线,可将京唐钢铁公司一期全部水渣就地完成深加工处理,工艺流程紧凑。
磨机采用了由冀东发展集团自主研发的JLMK1-46.2.2X立磨,4条生产线设计产能240万吨/年,已于2011年全部调试完毕,现稳定运行3年。
本人参与了全部生产线的安装、调试,现就矿渣立磨润滑系统调试的要点和调试中出现的问题及解决方法与大家分享。
关键字矿渣立磨;润滑系统;调试1 润滑系统安装、调试过程的要点1.1保证润滑管路中清洁的润滑油洁净的润滑油是保证润滑系统特别是液压系统工作可靠性和元件使用寿命的关键。
所以只有在安装中保证润滑管路酸洗、冲洗的质量,才能保证调试的顺利进行。
1.1.1 管道酸洗的技术要求在酸洗过程中建议采用槽式酸洗法,当管路安装完毕后,然后拆下,放入酸洗槽酸洗,合格后回装。
具体操作规程为:脱脂―水冲洗―酸洗―水冲洗―中和―钝化―水冲洗―干燥―喷防锈油(剂)―封口。
所需溶液见下表:管道经过脱脂―水冲洗―酸洗―水冲洗―中和―钝化―水冲洗―干燥―喷防锈油(剂)后开始回装,在回装过程中每个管接头都用塑料布和包皮布包好,保持清洁。
1.1.2 循环冲洗的要点回装完毕后管路必须进行循环、串油冲洗。
1)液压管路循环冲洗用加油机做为泵头,用液压油为清洗介质。
用软管把油缸进出油口短接,形成一个完整回路。
在进出油口放置200目滤网。
连续冲洗时间为72小时,冲洗过程中通过对焊接处和管子反复进行敲打、振动等方法加强冲洗效果;每隔1小时查看清洗滤网;2)主减速机润滑管路的循环冲洗:方法是把16路高压管道从进油口卸下并用120目滤网包裹插入附近的主减速机观察门中,然后开启主减速机低压油泵、高压油泵,使16路高压管路的油直接流到减速机下壳体上,避免铁渣等杂质进入16块推力瓦,损坏工作面。
XGD-B-120-350高低压稀油站使用说明书贵州黔沪水泥有限责任公司2013年2月26日整理缪维纲注意事项1、安装、使用前,请仔细阅读说明书。
2、油箱和电柜外壳必须可靠接地,以确保人身安全。
3、现场手动通常用于调试或应急运行。
此时,备用泵不能自动启动,加热器不能自动恒温,操作人员不得离开现场。
4、本装置及电控柜不能露天使用,如需露天使用,请在订货时说明。
5、海拨高度小于1500米、无振动、无腐蚀性气体、无明火、无爆炸的环境。
6、、环境温度0-40℃,相对湿度:≤90%(25℃时)7、电压波动小于10%,冷却水温度≤32℃,压力0.2-0.3MPa,8、不得将220V及以上的电源线接入控制柜的信号回路,否则会烧坏PLC.目录概述 (1)主要性能参数 (1)工作原理 (3)试运转、调试 (4)维护和安全技术 (5)概述:本高低压稀油站,主要用于立磨减速机,对静压油膜与齿轮箱提供润滑。
稀油站主要由齿轮泵(低压两台)、柱塞泵(高压两台)、双筒网片式过滤器(两台)、油冷却器、油箱、阀门、管道等组成,稀油站为分体式结构。
本润滑装置由稀油站、仪表盘、补偿装置、电控柜组成。
1、主要参数XGD-C120/350参数型号参数型号低压齿轮泵2台CB-BM 公称压力1MPa公称流量L/MIN 350 电机功率11KW电机转速r/min 1450 低压工作压力0.2-0.4MPa低压过滤精度mm 0.08 高压柱塞泵4台63SCY14-1D高压公称流量l/min 2×60 高压公称压力MPa 25高压电机功率KW 22 电机转速r/min 9700.04高低压工作压力MPa 14(暂定可调节)高压油过滤精度mm冷却面积为m228 冷却水耗量m3/h 31油箱外形尺寸mm 2700×1500×1290 油站外形尺寸mm 2950×2150×2400 油站重量kg 4000 工作介质N220-N320工作温度℃38-422、工作原理:2.1油站为整体式结构(见外型图),油站工作原理见(系统图),油站由低压供油系统与高压系统组成,低压油出口除直接提供齿轮润滑外,同时以高压泵吸油口供油,两台高压泵形成分十六路高压,供油系统直接将高压油输送至主机各供油点。
磨煤机减速机检修工作总结英文回答:The overhaul work of the coal mill reducer is an important task in the maintenance of the coal mill. It involves disassembling, inspecting, repairing, and reassembling the components of the reducer to ensure its normal operation. In this summary, I will share my experience and observations during the overhaul work.During the disassembly process, I encountered a problem with the tightness of the bolts connecting the components. Some bolts were difficult to remove due to corrosion and rust. I had to use a wrench and apply force to loosen them. This reminded me of the saying "tight as a nut," which means something is extremely tight and difficult to loosen. It was a challenging task, but with perseverance, I managed to remove all the bolts.After disassembling the reducer, I carefully inspectedeach component for any signs of damage or wear. I noticed that the gear teeth had some signs of pitting, which is a common issue in gear systems. This could lead to reduced efficiency and increased noise during operation. To address this problem, I had to grind the gear teeth to remove the damaged surface and restore their smoothness. It was atime-consuming process, but it was necessary to ensure the proper functioning of the reducer.During the repair phase, I encountered a conflicting situation. While replacing the worn bearings, I realized that the new bearings I had were of a different size than the original ones. This posed a challenge as I needed to find a solution to accommodate the size difference. After consulting with my colleagues and researching online, I found a suitable adapter sleeve that allowed me to use the new bearings without any issues. This experience taught me the importance of adaptability and problem-solving skills in maintenance work.After completing the repairs, I reassembled the components of the reducer. This process required carefulalignment and tightening of the bolts. I had to ensure that all the components were properly aligned to prevent any misalignment issues during operation. It reminded me of the phrase "dotting the i's and crossing the t's," which means paying attention to small details and ensuring everythingis done correctly. This meticulous approach was crucial to ensure the reliability and performance of the reducer.Finally, I conducted a thorough test to verify the effectiveness of the overhaul work. I monitored the temperature, vibration, and noise levels during operation to ensure they were within acceptable limits. I also checked the lubrication system to ensure proper oil flow to all the components. This step is essential to prevent premature wear and ensure the longevity of the reducer.In conclusion, the overhaul work of the coal mill reducer requires attention to detail, problem-solving skills, and adaptability. It involves disassembling, inspecting, repairing, and reassembling the components to ensure the proper functioning of the reducer. Despite encountering challenges and conflicting situations, I wasable to overcome them and successfully complete the overhaul work.中文回答:磨煤机减速机的检修工作是磨煤机维护中的一项重要任务。
减速机分厂工作总结及计划经过一年的努力,我们减速机分厂取得了一定的成绩,同时也发现了一些问题和不足。
在新的一年里,我们将继续努力,不断提升工作质量和效率,为公司的发展贡献更大的力量。
一、工作总结。
在过去的一年里,我们减速机分厂全体员工团结一心,共同努力,取得了一些成绩。
首先,我们在生产方面取得了一定的进展,完成了公司下达的生产任务,并且保质保量地完成了客户订单。
其次,在质量管理方面,我们加强了质量控制,及时发现和解决了一些质量问题,提高了产品的合格率。
同时,我们还加强了团队合作,提高了员工的工作效率和积极性。
二、存在的问题。
虽然我们取得了一些成绩,但也存在一些问题和不足。
首先,我们在技术创新方面还存在一定的欠缺,需要加强技术研发,提高产品的竞争力。
其次,在管理方面,我们需要进一步完善管理制度,加强对员工的培训和考核,提高员工的整体素质。
另外,我们在市场开拓方面也需要加大力度,拓展新的客户资源,提高市场占有率。
三、工作计划。
在新的一年里,我们将继续努力,不断提升工作质量和效率。
首先,我们将加强技术创新,提高产品的质量和性能,增强产品的市场竞争力。
其次,我们将加强管理,完善管理制度,提高员工的工作积极性和责任心。
另外,我们将加大市场开拓力度,拓展新的客户资源,提高市场占有率。
同时,我们还将加强团队合作,提高员工的整体素质和工作效率。
总之,我们减速机分厂将以更加饱满的热情和更加务实的作风,全力以赴,不断提升工作质量和效率,为公司的发展贡献更大的力量。
相信在全体员工的共同努力下,我们的减速机分厂一定会取得更加辉煌的成绩!。
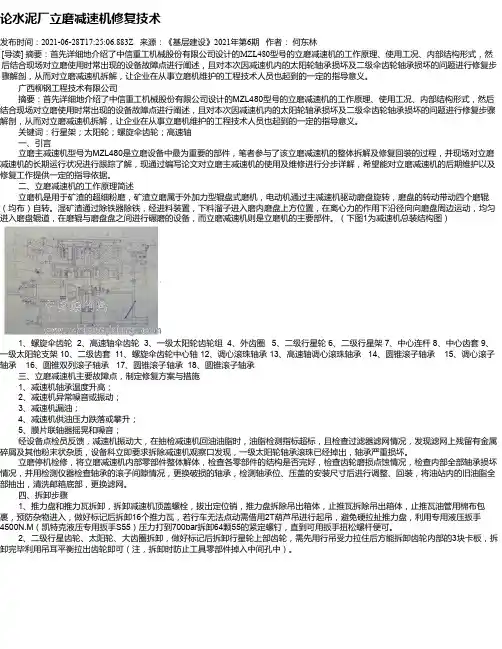
论水泥厂立磨减速机修复技术发布时间:2021-06-28T17:25:06.883Z 来源:《基层建设》2021年第6期作者:何东林[导读] 摘要:首先详细地介绍了中信重工机械股份有限公司设计的MZL480型号的立磨减速机的工作原理、使用工况、内部结构形式,然后结合现场对立磨使用时常出现的设备故障点进行阐述,且对本次因减速机内的太阳轮轴承损坏及二级伞齿轮轴承损坏的问题进行修复步骤解剖,从而对立磨减速机拆解,让企业在从事立磨机维护的工程技术人员也起到的一定的指导意义。
广西柳钢工程技术有限公司摘要:首先详细地介绍了中信重工机械股份有限公司设计的MZL480型号的立磨减速机的工作原理、使用工况、内部结构形式,然后结合现场对立磨使用时常出现的设备故障点进行阐述,且对本次因减速机内的太阳轮轴承损坏及二级伞齿轮轴承损坏的问题进行修复步骤解剖,从而对立磨减速机拆解,让企业在从事立磨机维护的工程技术人员也起到的一定的指导意义。
关键词:行星架;太阳轮;螺旋伞齿轮;高速轴一、引言立磨主减速机型号为MZL480是立磨设备中最为重要的部件,笔者参与了该立磨减速机的整体拆解及修复回装的过程,并现场对立磨减速机的长期运行状况进行跟踪了解,现通过编写论文对立磨主减速机的使用及维修进行分步详解,希望能对立磨减速机的后期维护以及修复工作提供一定的指导依据。
二、立磨减速机的工作原理简述立磨机是用于矿渣的超细粉磨,矿渣立磨属于外加力型辊盘式磨机,电动机通过主减速机驱动磨盘旋转,磨盘的转动带动四个磨辊(均布)自转。
湿矿渣通过除铁器除铁,经进料装置,下料溜子进入磨内磨盘上方位置,在离心力的作用下沿径向向磨盘周边运动,均匀进入磨盘辊道,在磨辊与磨盘盘之间进行碾磨的设备,而立磨减速机则是立磨机的主要部件。
(下图1为减速机总装结构图)1、螺旋伞齿轮2、高速轴伞齿轮3、一级太阳轮齿轮组4、外齿圈5、二级行星轮6、二级行星架7、中心连杆8、中心齿套9、一级太阳轮支架 10、二级齿套 11、螺旋伞齿轮中心轴 12、调心滚珠轴承 13、高速轴调心滚珠轴承 14、圆锥滚子轴承 15、调心滚子轴承 16、圆锥双列滚子轴承 17、圆锥滚子轴承 18、圆锥滚子轴承三、立磨减速机主要故障点,制定修复方案与措施1、减速机轴承温度升高;2、减速机异常噪音或振动;3、减速机漏油;4、减速机供油压力跌落或攀升;5、膜片联轴器摇晃和噪音;经设备点检员反馈,减速机振动大,在抽检减速机回油油脂时,油脂检测指标超标,且检查过滤器滤网情况,发现滤网上残留有金属碎屑及其他粉末状杂质,设备科立即要求拆除减速机观察口发现,一级太阳轮轴承滚珠已经掉出,轴承严重损坏。

立磨控制系统说明立磨控制系统由立磨本体电控系统,减速器液压站电控系统,选粉机控制系统,慢驱控制系统,喷水控制系统等组成。
立磨本体电控系统,减速器液压站电控系统各设有一套S7-300PLC,两套电控系统都支持PROFIBUS-DP通讯。
立磨本体电控系统控制范围包括以下内容:磨辊液压站,两个磨辊润滑站,密封系统,选粉机辅机,摆臂干油润滑,回转阀进料系统等。
该控制柜为立磨本体控制的核心,其控制采用PLC控制,为了实现人机对话该系统配置了触摸屏。
立磨本体电控系统设有现场-本柜-远控选择开关,当系统选择现场操作时磨辊液压站,两个磨辊润滑站,密封风机,选粉机辅机,摆臂干油润滑,回转阀进料系统等部分的的相应动作可以在现场操作箱上完成,该状态一般情况下在调试、检修时使用。
本柜操作在触摸屏上完成,当磨辊液压站,两个磨辊润滑站,密封系统有备妥信号后,通过触摸屏启动相应部分。
此时磨辊液压站,两个磨辊润滑站,密封系统将会启动并产生运行信号。
上述部分运行正常,且选粉机辅机,摆臂干油润滑系统有备妥信号后,系统会自动产生允许主电机启动信号,允许选风机启动信号。
主电机运行后,系统允许进料信号将会出现,此时可以启动进料信号。
进料系统运行延时,系统允许研磨信号出现,此时可以给出研磨开始信号。
系统进入研磨。
远控操作为中控操作方式:当磨辊液压站,两个磨辊润滑站,密封系统有备妥信号后,中控可以启停上述系统。
此时磨辊液压站,两个磨辊润滑站,密封系统将会启动并产生运行信号至中控。
上述部分运行正常,且选粉机辅机,摆臂干油润滑系统有备妥信号后,系统会自动产生允许主电机启动信号。
主电机运行后,系统允许进料信号将会出现,此时中控可以启动进料信号。
进料系统运行延时,系统允许研磨信号出现,此时中控可以给出研磨开始信号。
系统进入研磨。
当系统出现故障时,若允许信号消逝,中控应作出相应动作停止有关设备及动作。
减速器液压站电控系统其控制采用PLC控制,为了实现人机对话系统配置了触摸屏。
磨煤机减速机检修工作总结英文回答:Summary of Overhaul Work on Coal Mill Reducer.During the overhaul work on the coal mill reducer, several important tasks were completed to ensure its proper functioning and prolong its lifespan. In this summary, Iwill discuss the key activities carried out during the overhaul process and provide examples to illustrate the challenges faced and solutions implemented.Firstly, a thorough inspection of the coal mill reducer was performed to identify any potential issues or damage. This involved dismantling the reducer and examining its components, such as gears, bearings, and lubrication system. For instance, I discovered that one of the gears had worn out due to excessive friction. To address this issue, the worn gear was replaced with a new one, and the lubrication system was improved to prevent future wear.Next, the cleaning and maintenance of the reducer components were conducted. This included removing any dirt, debris, or rust that had accumulated over time. For example, I encountered a significant amount of rust on the bearings, which could have led to their failure. To resolve this, I used a rust remover and carefully cleaned the bearings to restore their functionality.After the cleaning process, the reassembly of the coal mill reducer took place. This involved carefully fittingthe components back together and ensuring proper alignment. During this stage, I encountered a challenge with aligning the gears correctly. However, with the help of aspecialized tool and the assistance of my colleagues, we were able to align the gears accurately, ensuring smooth operation of the reducer.Furthermore, the lubrication system of the coal mill reducer was upgraded to enhance its performance and reduce the risk of failure. This included replacing the old lubricant with a high-quality one and installing additionallubrication points to ensure proper lubrication of all components. As a result, the reducer now operates more efficiently and has a longer service life.Lastly, a comprehensive testing and inspection process was carried out to verify the effectiveness of the overhaul work. This involved running the coal mill reducer under different operating conditions and monitoring its performance. For instance, we conducted a load test to assess the reducer's ability to handle varying loads. Based on the test results, we made further adjustments to optimize its performance.中文回答:磨煤机减速机检修工作总结。
SLM5600立磨主减速机的使用与维护一、使用1.安装调试:在进行安装前,应仔细阅读产品说明书,了解立磨主减速机的结构和工作原理。
在安装过程中,应注意以下事项:-确保传动轴与立磨主轴平行,并且定位销能够完整插入定位孔,防止因错位而产生振动。
-检查传动部件的装配质量,确保传动链条、联轴器等装配正确,紧固螺栓牢固。
-在开机前,应按照产品说明书的要求进行调试,保证传动系统能够正常运转。
2.正常运行:-在正常使用过程中,应注重立磨主减速机的负载情况。
过高的负载可能导致传动部件的损坏,过低的负载可能导致传动不良。
-保持机器的平稳运行。
在操作过程中,应避免突然开关减速机或调整速度,以免产生冲击负荷。
-定期检查减速机的工作温度,确保其在可接受范围内。
如果温度过高,应及时查找原因并采取相应措施。
-定期检查传动部件的润滑情况,确保润滑油充足,减少磨损和摩擦。
-在工作过程中,应定期检查立磨主减速机的噪音和振动情况。
如果超出正常范围,应及时排除故障。
3.关机与保养:-在关机前,应先将负载卸除,避免继续受力。
-关闭电源之前,应将减速机切换为空负荷运行一段时间,以便冷却和减少磨损。
-定期进行减速机的保养工作,包括清洁外表面、检查螺丝紧固情况、更换润滑油等。
二、维护1.定期检查和更换润滑油。
立磨主减速机的正常运行依赖于足够的润滑。
定期检查润滑油的质量和量,并及时更换。
根据产品说明书的要求,选择适合的润滑剂。
2.检查和紧固螺丝。
由于长期震动和运行,立磨主减速机上的螺丝可能会松动。
定期检查螺丝紧固情况,并及时紧固。
3.清洁定期清理减速机的外表面,防止灰尘和杂物进入内部,影响正常工作。
4.定期检查传动部件。
检查链条、联轴器等传动部件的磨损情况,如有磨损或断裂应及时更换。
5.故障排除。
如果立磨主减速机出现异常噪音、振动等情况,应及时排除故障。
可以通过检查传动部件、润滑情况、负载情况等逐一排除。
总之,SLM5600立磨主减速机的使用与维护,关乎设备的正常运行和寿命延长。
水泥是高耗能工业.其中粉磨约占水泥工厂电耗的2/3以上.近年来随着我国大中型干法生产线的纷纷上马.立磨以其电耗低.工艺流程简单而备受业主喜爱。
2003年9月我厂2500 t/d熟料干法生产线破土动工。
该项目在生料粉磨、煤粉制备中选用了沈阳重型机械厂制造的MLS3626生料立磨、MPFl 8 14煤立磨。
虽然我们首次接触立磨,经过调试.很快掌握了立磨的维护和操作.至今运行正常。
1 系统工艺流程原料调配站设置4个库,分别用于储存石灰石、型砂、粉煤渣和硫酸渣。
石灰石库φ8m储量560 t:型砂库φ6m储量340t;粉煤渣库φ6m储量195t;硫酸渣库φ6m储量350t。
每种物料均由定量给料机按一定比例从各调配库中卸料.并经胶带输送机送至磨内。
在入磨胶带输送机上设有除铁装置和金属探测器.如果经过除铁后仍探测有金属件,则将物料排至外部.以保护立磨。
原料立磨基本参数是:当人磨物料粒度≤90mm.入磨水分≤12%,出磨生料细度为0。
08mm筛筛余12%,水分为0.5%时,原料磨系统产量为190 t/h。
原料在磨内进行粉磨、烘干后,经选粉机分选,粗粉返回磨盘重新粉磨.合格成品随出磨气流经细粉分离器收集。
收集下来的成品经空气输送斜槽、斗式提升机人生料均化库储存、均化,出旋风分离器的气体经循环风机,一部分气体作为循环风人磨.其余气体则通过电收尘器净化后.经风机和炯囱排人大气。
电收尘器收下的粉尘经螺旋输送机输送.汇同出磨生料一起经空气输送斜槽、斗式提升机人生料均化库,当原料磨正常生产时,来自窑系统的废气经高温风机、增湿塔后,进入原料磨作为烘干热源,从原料磨排出的废气由循环风机送入废气处理系统。
2 调试中出现的问题2.1 立磨频繁振停调试初期对立磨“风扫磨”的特性认识不足.用风偏小,立磨在前6天共开32次.每次开启仅运行1min即振停。
针对生料立磨振动我们从以下几个方面人手:(1) 检查三角形压力框架中心和主减速机中心两者是否重合,两心最大允差为5mm,如超过此值。
立磨主减速机油站操作规程为保证减速机的正常运行,同时也要保护板式冷却器,现将矿渣立磨减速机油站的操作规范如下:1、压力要求:①低压泵出口压力0.45-0.6Mpa;②低压供油口压力0.28-0.3Mpa;③减速机箱体侧供油压力0.18-0.20Mpa;④输入轴供油压力0.12-0.14Mpa。
2、油站阀门(共计7个阀门):1#阀门-低压泵出口溢流阀门(常开开度0%);2#阀门-板式冷却器进口阀门(常开开度100%);3#阀门-板式冷却器出口阀门(常开开度100%);4#阀门-板式冷却器进口和出口间供油阀门(常开开度0%);5#阀门-高压油过滤器进口阀门(常开开度100%);6#阀门-低压供油出口阀门(调节正常时开度75%-100%);7#阀门-内循环回油阀门(调节正常时开度20%-25%);3、操作规范:①长期检修后开磨需用内循环加热至35℃,(现场手动操作,只开低压泵,开泵前将7#阀门开度至100%,关闭6#阀门至0%。
)达到温度后打开6#阀门,关闭7#阀门,开车后根据供油情况调节阀门开度,使供油压力达到规定要求。
②油站停车后再启动时,中控启动,将6#阀门开度开至100%,低压泵启动后,调节7#、6#阀门关至低压泵出口压力0.6Mpa,油站管路出口压力为0.4MPa左右,等待高压泵启动,高压泵启动后将7#阀门关至20%,6#阀门关至25%(开车后油站油箱温度超过42℃时6#阀门关至20%),观察各点压力是否在要求的范围,如果有不符合的压力,再微调6#阀门直至正常。
③调节时先调节7#阀门,然后再调节6#阀门。
调节阀门时必须缓慢调节。
4、注意事项:①注意油站油位(已做标记);②注意油箱温度(50℃报警,60℃跳停);③减速机供油温度(45℃报警,50℃跳停);④注意输入轴温度(70℃报警,80℃跳停);⑤注意减速机瓦温(60℃报警,65℃跳停)。
精心做好控制和调试工作确保国产立磨减速机安全运转-5000t/d原料立磨国产减速机油站控制及调试总结集团自动化所:王书信一、概述2007年元月5日,芜湖海螺C线原料磨带负荷成功,标志着首台国产5000t/d原料立磨减速机成功投运,为集团后续国产立磨减速机的调试运行开了个好头。
自动化所承担了整个减速机及稀油站控制程序的设计和调试,现对首台国产5000t/d原料立磨减速机油站的控制和调试情况进行总结,希望能够对后续项目的国产立磨减速机的调试和运行有所帮助。
二、结构特点:立磨减速机润滑油站在磨机工作中起到润滑,冷却主减速机和轴承。
同时对止推滑块产生主油压,形成油膜,减小磨盘与减速机之间的摩擦。
润滑系统包括齿轮箱中的油池,预热系统,低压回路,过滤器,冷却水循环系统和高压系统。
1.预热系统包括三组(注:考虑电源三相负载,故分为三组)供电电压为220VAC的电加热器,当回油温度低于35度并且油箱液位充足时,油箱温度低于35度三组(可选,但至少有一组被选择)加热器自动启动,加热后的油随后进入齿轮上的(包括所有的齿轮啮合处与轴承)各润滑点,当油箱温度高于42度或回油温超过45度,加热器停止工作。
2.低压回路包括两个低压泵(M01、M02),当油温超过25度,低压泵从油池中吸出油液,送入齿轮上的不同润滑点(包括所有齿轮啮合部位和轴承),同时将油提供给高压回路。
3.高压回路包括四个高压泵(M03,M04,M05,M06),可以将油挤入相应轴承上的润滑点。
4.低压泵的出口,以及高压泵入口设有过滤器清洁油液和冷却水系统电磁水阀(YV01)便于在需要时降低油温。
三、控制原理:润滑系统的控制分为以下部分:预热系统的控制,润滑各轴承和齿轮啮合部位的低压回路与润滑齿轮部位的高压回路控制。
1.预热系统控制:预热系统在油箱出口温度低于35度时,加热器开始加热,当油温超过42度,加热器停止工作,如果油温再次低于35度,加热器再次启动。
立磨运行控制点1、配料站:1.1不混料;1.2不断料(各仓中有足够的料位(≥7M),下料溜子畅通,板喂机下部小仓中保证有半仓料,使物料不会直接冲击称体),保证中控各喂料曲线的平稳;1.3托辊运转正常(特别是称重托辊)无杂物;1.4各喂料秤皮带不跑偏、不打滑;1.5板喂机链条润滑,裙板是否开焊、变形;1.6电机的油位、振动情况、有无异音等;1.7皮带有无刮伤,接头起合,磨损情况1.8入磨平均粒度:≤75mm合格率>95%,最大粒径不能超过100mm入磨原料水份:≤20%2、磨本体:2.1入磨溜子、进、出口软连接是否漏风;2.2磨机振动:<3.0mm/s;正常时1.0mm/s2.3入磨气体温度:180~-220℃2.4烘磨时入磨温度:≤200℃2.5入磨负压:-0.4~-0.7kpa2.6磨机差压:5.0~5.8 kpa2.7喂料量:380~450t/h2.8磨出口负压:-6.5~-7.5 kpa2.9出磨温度:85~95℃3、回转下料器:3.1回转下料器的运行状况(开车时关注回转下料器的电流变化情况3.0±0.5A,停车时检查刀口、内衬、端面等磨损状况);3.2电机的油位、振动情况、有无异音等4、选粉机:4.1电机和减速机的油位、振动情况、有无异音等;4.2选粉机轴承的振动、润滑情况(关注轴承温度<100℃,检查干油泵注油时间(20,油脂是否按正常油路排出);4.3导流叶片的开度(55±5mm),是否变形,转子是否变形,磨损情况,转子密封是否完好4.4选粉机启动转速≥50%,正常运行时的选粉机转速必须保证出磨生料细度≤12%(0.08mm筛筛余)4.5出磨生料水份:≤0.5%,最大不能超过0.7%5、磨内:5.1定期检查、记录磨辊与磨盘的磨损量5.2磨内喷水管路是否堵塞、断裂、漏水等,喷水量:10.4~19.4m3/h5.3磨内有无异音5.4喷口环盖板有无开焊、脱落,喷口环的间隙(8—12mm)5.5倒风锥?、倒风叶片(45°)的磨损情况5.6磨辊是否漏油5.7拉杆、水平扭力杆有无磨损,拉杆方箱,扭力杆的护套磨损情况5.8磨机主轴承,轴承温度,参数值60℃,极限值75℃5.9主减速机稀油站,油泵压力参数值0.20---1.5Mpa;供油压力0.25----1.0 Mpa;油箱温度参数值18℃~60℃;推力瓦温度:<85℃;减速机供油压力压差参数值≤0.1 Mpa,极限值<0.15 Mpa,减速机供油压力>2.4 Mpa;油位在油标运行时高于最低油位;冷却器回水压力0.2Mpa;冷却器回水温度参数值<40℃。