全检检验作业指导书
- 格式:doc
- 大小:17.00 KB
- 文档页数:2
生效日期年月日办公室卫生管理制度一、主要内容与适用范围1.本制度规定了办公室卫生管理的工作内容和要求及检查与考核。
2.此管理制度适用于本公司所有办公室卫生的管理二、定义1.公共区域:包括办公室走道、会议室、卫生间,每天由行政文员进行清扫;2.个人区域:包括个人办公桌及办公区域由各部门工作人员每天自行清扫。
1. 公共区域环境卫生应做到以下几点:1)保持公共区域及个人区域地面干净清洁、无污物、污水、浮土,无死角。
2)保持门窗干净、无尘土、玻璃清洁、透明。
3)保持墙壁清洁,表面无灰尘、污迹。
4)保持挂件、画框及其他装饰品表面干净整洁。
5)保持卫生间、洗手池内无污垢,经常保持清洁,毛巾放在固定(或隐蔽)的地方。
6)保持卫生工具用后及时清洁整理,保持清洁、摆放整齐。
7)垃圾篓摆放紧靠卫生间并及时清理,无溢满现象。
2. 办公用品的卫生管理应做到以下几点:1)办公桌面:办公桌面只能摆放必需物品,其它物品应放在个人抽屉,暂不需要的物品就摆回柜子里,不用的物品要及时清理掉。
2)办公文件、票据:办公文件、票据等应分类放进文件夹、文件盒中,并整齐的摆放至办公桌左上角上。
3)办公小用品如笔、尺、橡皮檫、订书机、启丁器等,应放在办公桌一侧,要从哪取使用完后放到原位。
4)电脑:电脑键盘要保持干净,下班或是离开公司前电脑要关机。
5)报刊:报刊应摆放到报刊架上,要定时清理过期报刊。
6)饮食水机、灯具、打印机、传真机、文具柜等摆放要整齐,保持表面无污垢,无灰尘,蜘蛛网等,办公室内电器线走向要美观,规范,并用护钉固定不可乱搭接临时线。
7)新进设备的包装和报废设备以及不用的杂物应按规定的程序及时予以清除。
3. 个人卫生应注意以下几点:1)不随地吐痰,不随地乱扔垃圾。
2)下班后要整理办公桌上的用品,放罢整齐。
3)禁止在办公区域抽烟。
4)下班后先检查各自办公区域的门窗是否锁好,将一切电源切断后即可离开。
5)办公室门口及窗外不得丢弃废纸、烟头、倾倒剩茶。
文件名称:
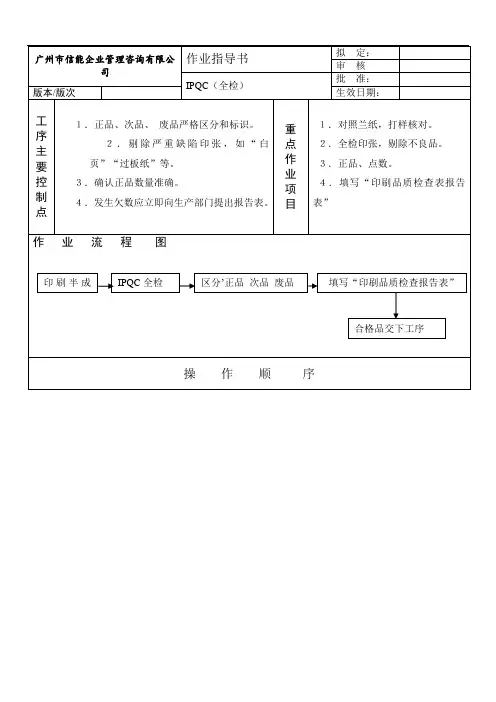
全检作业指导书文件编号:NBX-WI-40 文件版本:A/0
文件页码:1/1 制定部门:工程部
制定日期:2013-02-21 生效日期:2013-02-21
一.目的
为使本公司所有生产之产品,以全面保证满足客户预期所期盼的要求,特制定本文件。
二.范围
本公司所有出货之产品检验、测试与判定本文件均适用。
三.职责
使用单位参照此标准。
四.全检步骤
1:查货前先将地面、全检台清理干净。
全检台上只允许摆放一个不良品盒和一个可重工产品盒(不良品盒为红色,可重工产品盒为黄色)。
2:将产品倒入工作台,将选出的不良品放入不良品盒,可重工的放入可重工产品盒。
OK产品可用包装袋或纸箱装好,放到包装区包装。
3:全检完后将不良品统一放到不良品区,注意黑白产品必须分开。
挑出的可重工产品用手工装配或用其它方式重工后变为OK品。
4:全检完后将地面、台面清理干净。
台面上不良品盒和可重工产品盒必须为空盒状态方算完成工作。
五.全检重点
1:目视外观,印字不清晰、颜色不一致、有缺胶、破裂、油
污等均为不良品。
2:将产品拿到手上,在耳旁晃动,如果能听见五金弹片在灯
座内摆动,此产品为不良品。
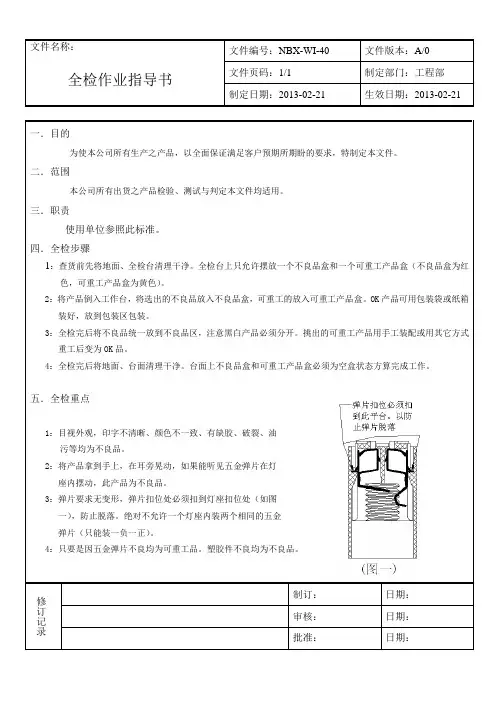
3:弹片要求无变形,弹片扣位处必须扣到灯座扣位处(如图
一),防止脱落。
绝对不允许一个灯座内装两个相同的五金
弹片(只能装一负一正)。
4:只要是因五金弹片不良均为可重工品。
塑胶件不良均为不良品。
修订记录制订:日期:审核:日期:批准:日期:。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==检验科作业指导书篇一:检验作业指导书检验作业指导书1.目的:对进厂的原材料及过程、产品等进行规定的检验和试验,确保产品符合规定的要求。
2.范围:适用于直接用在本厂产品上的原材料、及产品、半成品进行检验。
3..职责:质量部负责对原材料及产品的验证及检验。
4.程序: 4.1原材料的检验4.1.1. 原材料采购进厂后,采购员按定货合同及相关采购文件,对实物规格、型号、等级、数量、重量等验证无误后,通知质检员进行检验。
4.1.2. 质检员核实交检内容和质量证件齐全后方可进行检验。
4.1.3. 检验和验证a) 对客户有特殊要求的,按要求进行检验。
b) 按国家标准进行抽样检验,具体见《原材料检验卡》。
c) 质检员按照工艺文件进行检验,填写相关检验记录。
4.2. 4.3. 楚。
4.3.2. 首检合格,质检员通知操作工继续生产。
4.3.3. 在首检合格的基础上,质检员和班组长人员应做好中间抽检,发现问题,采取措施及时处理,把发现的质量问题向工人交待清楚。
质检员及时填写相关检验记录《不合格生产整改通知单》。
4.3.4. 经质检员检验出的不合格品应填写《不合格品评审单》,经主管人员签字后方可回用。
4.3.5. 质检员按照产品加工工艺进行检验,填写相关检验记录。
4.4.最终产品出厂检验4.4.1. 全性能检测委托检验;4.4.2. 本公司能进行检验的项目及时检测,结果填写在检验报告单上。
5. 相关文件 5.1.《不合格品控制程序》6. 记录不合格品处置过程产品检验4.2.1. 经检验和试验确定为不合格品的原辅料,按《不合格品控制程序》规定执行。
4.3.1. 操作工必须在自检合格的基础上,质检员及时进行首件检验;并将检验结果向操作者交待清篇二:全检检验作业指导书篇三:检验类作业指导书模板篇四:临床检验作业指导书临床检验作业指导书编码:QXY2A/Z7.5.1-991.目的规范操作,保证临床检验质量。
检验作业指导书1.进料检验1.1 定义进料检验又称来料检验,是制止不良物料进入生产环节的首要控制点。
进料检验由IQC执行。
1.2 检测要项IQC在对来货检验前,首先应清楚该批货物的品质检测要项,不明之处要向本部门主管问询,直到清楚明了为止。
在必要时,IQC验货员可从来货中随机抽取两件来货样,交IQC主管签发来货检验临时样品,并附相应的品质检测说明,不得在不明来货检验与验证项目、方法和品质允收标准的情况下进行验收。
1.3 检验项目与方法1.3.1 外观检测一般用目视、手感、限度样品进行验证。
1.3.2 尺寸检测一般用卡尺、千分尺、塞规等量具验证。
1.3.3 结构检测一般用拉力器、扭力器、压力器验证。
1.3.4 特性检测如电气的、物理的、化学的、机械的特性一般采用检测仪器和特定方法来验证。
1.4 检验方式的选择1.4.1 全检方式适用于来货数量少、价值高、不允许有不合格品物料或公司指定进行全检的物料。
1.4.2 免检方式适用于低值、辅助性材料或经认定的免检厂来料以及生产急用而特批免检的,对于后者IQC应跟进生产时的品质状况。
1.4.3 抽样检验方式适用于平均数量较多、经常性使用的物料。
样本大小:批量的10%(不少于20件),允收数AC=0,拒收数RE=1。
1.5 检验结果的处理方式1.5.1 允收经IQC验证,不合格品数低于限定的不合格品个数时,则判为该批来货允收。
IQC应在验收单上签名,盖检验合格印章,通知货仓收货。
若不合格品数大于限定的不良品个数,则判定该送检批为拒收。
IQC应及时填制《IQC退货报告》,经相关部门会签后,交仓库、采购办理退货事宜。
同时在该送检批货品外箱标签上盖“退货”字样,并挂“退货”标牌。
1.5.3 特采特采,即进料经IQC检验,品质低于允许水准。
IQC虽提出“退货”的要求,但由于生产的原因,而做出的“特别采用”的要求。
若非迫不得已,公司应尽可能不启用“特采”。
“特采”必须由总经理批准,可行时还必须征得客户的书面许可。

全检作业指导书模板全检作业指导书模板一、概述全检作业是指对某一项工作、设备或系统进行全面检查和评估的过程。
全检作业的目的是确保工作、设备或系统的安全性、可靠性和高效性,并及时发现和解决潜在问题。
本指导书旨在提供一套全检作业的具体指导和流程,以确保全检作业的顺利进行。
二、全检作业的准备工作1. 确定全检作业的目标和范围。
2. 制定全检作业的时间表和计划。
3. 配置必要的检测设备和工具。
4. 分配全检作业所需的人员和资源。
5. 提供全检作业所需的培训和教育。
三、全检作业的具体流程1. 开展前期准备工作,包括准备检测设备、检查工具和相关资料。
2. 进行全面检查,包括对工作、设备或系统的外观、性能和功能进行检测和评估。
3. 记录和整理检查结果,包括问题的描述、原因的分析和解决方案的提出。
4. 提出全检报告,总结全检作业的结果和建议。
5. 实施解决方案,及时处理检查中发现的问题和隐患。
6. 进行后期跟踪和评估,确保问题得到有效解决。
四、全检作业的注意事项1. 严格按照全检作业的流程和要求进行操作,确保全检作业的准确性和可靠性。
2. 注意安全,采取必要的安全措施和防护措施,防止事故和伤害的发生。
3. 注意保密,全检作业涉及的信息和数据应严格保密,避免泄露和滥用。
4. 注意沟通,与相关人员和部门保持良好的沟通和协调,共同完成全检作业的目标。
五、全检作业的评估和改进1. 定期评估全检作业的效果和效率,及时发现和解决存在的问题和不足。
2. 不断改进全检作业的流程和方法,提高全检作业的质量和效果。
3. 建立全检作业的数据库和知识库,积累和分享相关经验和教训。
六、结论全检作业是确保工作、设备或系统安全可靠的重要工作,本指导书提供了一套全检作业的具体指导和流程,希望能够对相关工作人员有所帮助。
在实际应用过程中,需要根据实际情况进行调整和改进,以适应不同工作环境和要求。
品名
客户
料号
(一) 1.保持台面清洁材质
作 2.作业员应参照《检验项目》所列外观进行选别制表
业 3.高度检测按专用模具检测管控。
审核
步 4.为防止混料,作业台上不可同时有几种产品版本
骤 5.经挑选好的产品放在待检区,经品检确认OK后,日期
方可包装出货。
检测 6.不良品应填好流程卡,按品名,规格,不良原因
等分别放置在不良品区,经QA确认后,方可作出处理.
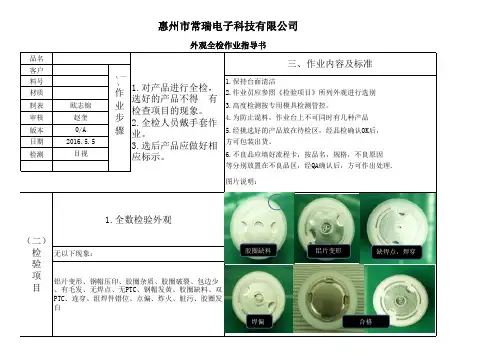
图片说明:(二)
检
验
项
目三、作业内容及标准无以下现象:铝片变形、钢帽压印、胶圈杂质、胶圈破裂、包边少
、有毛发、无焊点、无PTC、钢帽发黄、胶圈缺料、双
PTC、连穿、组焊件错位、点偏、炸火、脏污、胶圈发
白
1.全数检验外观
1.对产品进行全检,选好的产品不得 有检查项目的现象。
2.全检人员戴手套作业。
3.选后产品应做好相应标示。
欧志锦赵奎0/A 2016.5.5目视惠州市常瑞电子科技有限公司
外观全检作业指导书
铝片变形胶圈缺料缺焊点,焊穿焊偏合格。
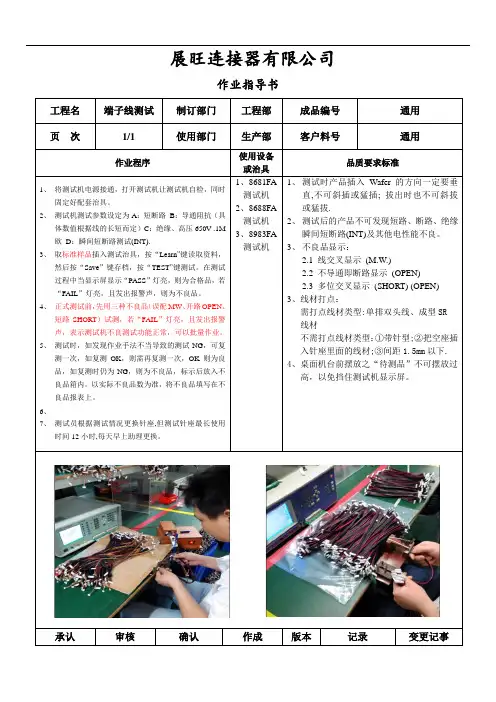
展旺连接器有限公司作业指导书工程名 端子线测试制订部门 工程部 成品编号 通用 页 次1/1使用部门生产部客户料号通用作业程序使用设备或治具 品质要求标准1、 将测试机电源接通,打开测试机让测试机自检,同时固定好配套治具。
2、 测试机测试参数设定为A :短断路 B :导通阻抗(具体数值根据线的长短而定)C :绝缘、高压650V .1M 欧 D :瞬间短断路测试(INT).3、 取标准样品插入测试治具,按“Learn ”键读取资料,然后按“Save ”键存档,按“TEST ”键测试。
在测试过程中当显示屏显示“PASS ”灯亮,则为合格品,若“FAIL ”灯亮,且发出报警声,则为不良品。
4、 正式测试前,先用三种不良品(误配MW 、开路OPEN 、短路SHORT )试测,若“FAIL ”灯亮,且发出报警声,表示测试机不良测试功能正常,可以批量作业。
5、 测试时,如发现作业手法不当导致的测试NG ,可复测一次,如复测OK ,则需再复测一次,OK 则为良品,如复测时仍为NG ,则为不良品,标示后放入不良品箱内。
以实际不良品数为准,将不良品填写在不良品报表上。
6、7、 测试员根据测试情况更换针座,但测试针座最长使用时间12小时,每天早上助理更换。
1、8681FA 测试机2、8688FA 测试机3、8983FA 测试机1、 测试时产品插入Wafer 的方向一定要垂直,不可斜插或猛插; 拔出时也不可斜拔或猛拔.2、 测试后的产品不可发现短路、断路、绝缘瞬间短断路(INT)及其他电性能不良。
3、 不良品显示:2.1 线交叉显示 (M.W.)2.2 不导通即断路显示 (OPEN)2.3 多位交叉显示 (SHORT) (OPEN) 3、线材打点:需打点线材类型:单排双头线、成型SR 线材不需打点线材类型:①带针型;②把空座插 入针座里面的线材;③间距1.5mm 以下. 4、桌面机台前摆放之“待测品”不可摆放过 高,以免挡住测试机显示屏。
作業代號設備名稱工序名稱車間/部門作業序號作業名稱1作業目的12注意事項 4.2 同一機種產品檢難完成33全檢作業指導書Work instruction 發行日期/Edit Date :Shun On Electronic机密等級/Class :一般/Normal Co.,LTD頁 數/Page :1/1品管部Quality Department 文件編號/File No.:SOETQC-版 本 號/Version :1.0淳安電子股份有限公司工藝簡圖(僅供參考) 現象﹐再向內180度旋轉后檢查反面及其它特性﹐(如圖1、2)如出PIN 偏位及KEY 偏位無法3.1 清潔工作台面﹐帶好手指套;3.5 檢查方法﹕雙手拿片材的兩端﹐從左到右檢查﹐先檢查正面外觀有無折傷及污染不良成品外觀檢驗永鉅品管部 3.4 檢查項目﹕混料.沖偏.漏貼加強片/保護膜.碎片堵 孔.毛邊.雜質.污染.Rubber 破損.脫落.偏位.出Pin 漏銀.....等.具體詳見外觀檢驗規范銀批准: 審核: 制定:周麗 2005/07/084 4.1 檢驗時工作台上只可放同一規格產品;(避免混料)2作業前准備 3.9 不良品處置﹕檢驗出各項不良依類別標識分開﹐交由組長根據不良情形判定處置; 放于右手邊不良品架上;3.7 判定標准﹕依外觀檢驗規范執行.放大鏡.無塵紙.去漬水.藍色膠框.指套.不良品放置架.物料狀態標識牌. 擦拭溶劑3.3 將待檢材料放于工作台面前端;作業方法 3.2 在待檢區拿取待檢材料﹐雙手拿片材兩端﹐平放于檢驗台上﹐每次拿取片材不得超過 約200PCS.避免折傷;作 業 內 容全面檢查產品品質﹐防止不良流入客戶處 3.6 在外觀檢驗時若發現片材上有污染.雜質等不良時.則用無塵布沾溶劑后擦拭干淨.如圖33.8 已檢台面上片材放置位置﹕待檢品放桌子中間﹐已檢品放于左手邊良品盒內﹐不良品 目視檢測判定的﹐可用放大鏡量測確認。
精品文档为保证印刷工序的作业品质,提高效能,特制定本作业指导书2.范围:凡公司内之印刷工序及印刷操作工均适用。
3权责:3.1品质部主管:制定本作业指导书,贯彻执行。
3.2品质部QC :执行本指导书。
4. 定义:无5. 作业内容::5.1印件全检:5.1.1印刷部印好之印件(彩纸、书页、),待干后由全检QC 实施全检。
5.1.2全检过程中要注意印件之品质,轻拿轻放,防止拖 /刮花,检验标准参考各产 品之检验标准。
5.1.3经检验后之彩纸发现不良可以返工化妆成为良品时 ,要尽量返工化妆。
5.1.4检查后之彩纸,每一板堆放数量250G-350G ,单板不超过2550张,双板不超 过5000张,400G-450G 单板不超过1500张,双板不超过3000张,并在半 成品标示卡上填写实际数量并签名确认。
5.1.5全检完成后将不良品标示放置,并填写报废单,报废单中需阐述批量数、全 检数、不良分类数,不良率交组长确认后交主管审核。
5.2说明书全检:5.2.1经钉装加工成为成品的说明书,由品质部全检,判定标准参考样板及相关检 验标准。
5.2.2经品质部检验合格之说明书交包装组包装入库,且要在全检标签上写上检验 员的姓名方便追溯。
包装好的说明书检验员须在包装纸上贴上“PASSED ”标签作为检验合格依据。
5.2.3检验完毕后需将检验结果写于检查单里,特别需填写清楚不良分类数,不良 率等交主管审核。
5.3咭牌、彩盒全检:5.3.1经手工部加工成为成品的,由手工部将货品摆放于成品待检区。
5.3.2品质部全检组根据生产排单到待验区将货品拉出进行检验(检验方法及判定 标准参考样板及相关检验标准)。
5.3.3经品质部检验合格之彩盒交手工部包装组包装入库,包装好的彩盒检验员须 在包装纸上贴上合格证作为检验合格之依据。
5.3.4检验完毕后需将结果填写于 QC 日报里,特别需填写清楚不良分类数,不良 率等交主管审核。
5.3.5检验过程中有不良发现时,需将不良品拣出标示隔离,当标准不清楚或不能 判定时,须上报主管处理。
产品型号
全检作业指导书文号版次
检查类型岗位页次
检验项目检验方法说明图示检验注意事项及判定标准
1.按键功能确认1.1.用大拇指正常力度,按下开机键,正常
开机启动产品运行。
1.2.L键按下功能正常切换。
1.3.按键手感良好。
□不可用指甲按压按键,
□按键无卡顿,
□回弹正常,
□按力正常,
□触感正常舒服。
2.工作状态确认2.1.产品正常启动时候,依照产品使用说明
书进行操作。
2.2.依照档位进行调整测试。
□档位功能OK,
□档位切换顺畅OK,
□切换档位功能正常,
□震动力正常,
□触感正常舒服。
3.语音指示确认3.1.开机放耳边倾听语音。
3.2.切换档位模式观察指示灯工作。
□语音清洗,字句完整,无卡顿,音
量正常。
□指示灯颜色正常,亮度正常。
□档位指示灯工作正常。
4.工作效果确认4.1.产品工作时贴近皮肤。
4.2.启动电流脉冲功能。
4.3.测试产品振动功能档位。
□皮肤感知正常舒服,按摩功能正
常。
□电流脉冲功能感知如说明书描述
一样正常。
□振动功能感知档位明显,工作正常
5.外包装确认5.1.外包装坠落测试。
5.2.外包装拉扯测试。
5.3.外包装堆压测试。
□坠落测试无不符合的破损现象。
□拉扯测试无不符合的破损现象。
□堆压测试无不符合的破损现象。
端子全检作业指导书引言:一、作业准备1.确定端子全检作业的目的和要求。
2.确定检测设备和工具,并进行使用培训和操作示范。
3.准备检测样品,并进行标识。
4.清理和整理工作区域,确保操作环境整洁有序。
二、作业步骤1.端子外观检查:-检查端子外观是否完整,是否存在划痕或变形等缺陷。
-检查端子表面的镀层是否平整且均匀,是否有白斑或氧化现象。
-检查端子的焊接牢固性和连接状态。
2.端子尺寸检查:-使用量具测量端子的外径、长度、高度等尺寸,与设计要求进行比对。
-检查端子的接触面是否平整,无脱落或变形现象。
-检查端子和母线的连接面是否完全贴合。
3.端子电性能检查:-使用多用表或专用测试仪器检测端子的电阻值、电流容量、电压等电性能指标。
-检查端子的绝缘性能和耐压指标。
-检查端子的接触强度和导通状态。
4.端子环境适应性检查:-在特定环境条件下,检测端子的工作性能,如耐高温、耐湿度、耐震动等。
-检查端子在不同温度下的导通状态和接触可靠性。
-根据环境适应性测试结果,评估端子的可靠性和稳定性。
5.检测数据记录与报告撰写-撰写端子全检的详细报告,包括检测结果、不合格项和处理措施等内容。
-对于不合格的端子,进行详细的原因分析,提出改进方案,并进行记录和追踪。
三、作业注意事项1.严格按照操作规程进行作业,不得随意组织、修改操作步骤。
2.在作业过程中,遵守安全操作规范,确保人员和设备的安全。
3.检测设备和工具要进行定期校准和维护,确保其准确性和可靠性。
4.保持良好的工作态度和工作环境,减少人为因素对检测结果的干扰。
5.准确记录所有的检测数据和操作过程,确保追溯性和可靠性。
结语:端子全检作业是电子设备生产过程中一项重要的检测步骤,要求操作人员熟悉作业流程、掌握检测方法,并严格按照操作规程进行作业。
本指导书对端子全检作业进行了详细规范和指导,希望能够帮助操作人员正确高效地完成检测任务,确保产品质量的稳定性和可靠性。