弧焊机器人焊接工艺参数与焊缝质量的关系
- 格式:pptx
- 大小:5.03 MB
- 文档页数:30

论焊接工艺参数对焊接质量的影响论焊接工艺参数及工艺因素对产品质量的影响概述: 本文通过各种焊接方法的工艺参数及工艺因素对焊接后产品质量的影响,详细论述了我厂所采用的焊接方法—手工电弧焊、二氧化碳气体保护焊、点焊、凸焊焊接工艺参数及工艺因素与产品质量之间的关系。
1、手工电弧焊简称手弧焊,是利用焊条与工件间建立起来的稳定燃烧的电弧使焊条和工件熔化来形成焊接接头的一种焊接方法。
其工艺参数主要包括焊接电流、焊条直径、焊缝层数、电源种类和极性等。
工艺因素包括坡口尺寸及间隙大小、工件斜度、工件厚度和工件散热条件等。
1.1 焊接电流其它条件不变时,随着焊接电流的增大焊缝的熔深、熔宽及余高,其中熔深的增大最明显,而熔宽仅略有增大。
这是因为:1.1.1随电流增大,工件上的热输入和电弧力均增大,热源位置下移,固熔深增大。
1.1.2 随电流增大,电弧截面增加,同时电弧进入工件深度也增加,使电弧斑点移动范围受限,因此实际熔宽增大较小。
1.1.3 随电流增大,焊条熔化量近于成比例增加,而熔宽增大较小,所以余高增大。
焊接电流过大易产生咬边、焊瘤等缺陷。
咬边会减小焊缝有效截面,产生应力集中,降低接头强度和承载能力。
焊瘤使焊缝截面突变,形成尖角,产生应力集中,降低接头疲劳强度。
焊接电流过小易产生气孔、未焊透、夹渣等缺陷。
气孔会减少接头有效截面,降低接头致密性,减小接头承载能力和疲劳强度。
未焊透会形成尖锐的缺口,形成应力集中,严重影响接头的强度和疲劳强度。
夹渣会减少接头的有效截面,减低接头强度和冲击韧性。
1.2 焊条直径焊条直径的大小主要取决于焊件厚度、接头形式、焊缝位置、焊道层次等因素。
焊件厚度较大时,应选择较大直径的焊条;平焊时,允许用较大电流进行焊接,焊条直径可以大些;立焊、仰焊及横焊宜选择较小直径的焊条;多层焊的第一层焊缝,为防止产生未焊透缺陷,应采用小直径焊条。
焊条直径选择不当易产生焊缝尺寸偏差。
尺寸过小焊缝强度降低;尺寸过大,易产生应力集中,降低接头疲劳强度。
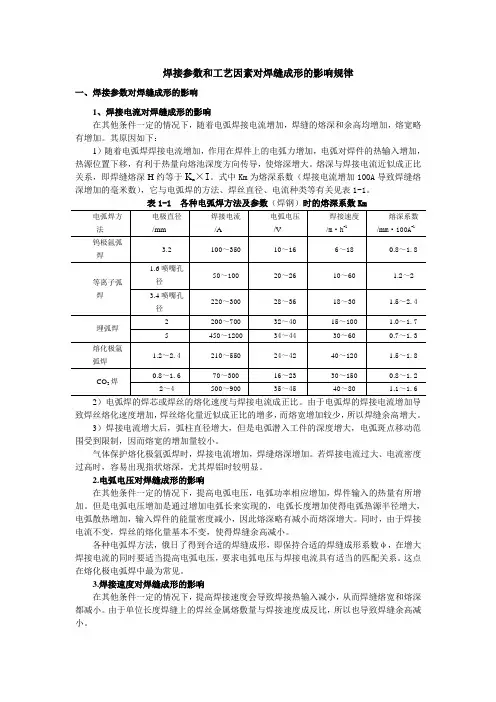
焊接参数和工艺因素对焊缝成形的影响规律一、焊接参数对焊缝成形的影响1、焊接电流对焊缝成形的影响在其他条件一定的情况下,随着电弧焊接电流增加,焊缝的熔深和余高均增加,熔宽略有增加。
其原因如下:1)随着电弧焊焊接电流增加,作用在焊件上的电弧力增加,电弧对焊件的热输入增加,热源位置下移,有利于热量向熔池深度方向传导,使熔深增大。
熔深与焊接电流近似成正比关系,即焊缝熔深H约等于K m×I。
式中Km为熔深系数(焊接电流增加100A导致焊缝熔深增加的毫米数),它与电弧焊的方法、焊丝直径、电流种类等有关见表1-1。
2)电弧焊的焊芯或焊丝的熔化速度与焊接电流成正比。
由于电弧焊的焊接电流增加导致焊丝熔化速度增加,焊丝熔化量近似成正比的增多,而熔宽增加较少,所以焊缝余高增大。
3)焊接电流增大后,弧柱直径增大,但是电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而熔宽的增加量较小。
气体保护熔化极氩弧焊时,焊接电流增加,焊缝熔深增加。
若焊接电流过大、电流密度过高时,容易出现指状熔深,尤其焊铝时较明显。
2.电弧电压对焊缝成形的影响在其他条件一定的情况下,提高电弧电压,电弧功率相应增加,焊件输入的热量有所增加。
但是电弧电压增加是通过增加电弧长来实现的,电弧长度增加使得电弧热源半径增大,电弧散热增加,输入焊件的能量密度减小,因此熔深略有减小而熔深增大。
同时,由于焊接电流不变,焊丝的熔化量基本不变,使得焊缝余高减小。
各种电弧焊方法,俄日了得到合适的焊缝成形,即保持合适的焊缝成形系数φ,在增大焊接电流的同时要适当提高电弧电压,要求电弧电压与焊接电流具有适当的匹配关系。
这点在熔化极电弧焊中最为常见。
3.焊接速度对焊缝成形的影响在其他条件一定的情况下,提高焊接速度会导致焊接热输入减小,从而焊缝熔宽和熔深都减小。
由于单位长度焊缝上的焊丝金属熔敷量与焊接速度成反比,所以也导致焊缝余高减小。
焊接速度是评价焊接生产率的一项重要指标,为了提高焊接生产率,应该提高焊接速度。
弧焊机器人焊接过程中常见问题分析霍厚志;黄程;张号;张元;齐俊滕【摘要】为了使弧焊机器人能实现稳定、高效、优质的焊接,从焊接工艺和焊接设备两个方面对机器人使用过程中常见的问题进行了分析.分析认为,人为、设备、物料、方法以及环境等因素均对焊接质量有一定的影响.在使用弧焊机器人焊接时,做好各工序环节的控制,严格执行焊接工艺参数,保持焊接设备运行正常,可以有效预防焊接尺寸不符合要求(形状缺陷)、焊偏、焊穿、气孔、咬边、飞溅严重等焊接缺陷的产生.%In order to make the arc welding robot achieve stable,high efficient and high quality welding,the common problems in the process of using were analyzed from two aspects of the welding process and welding equipment.The results indicated that people,equipment,material,method and environment factors all have certain effects on welding quality.When using arc welding robot welding,controlling well each working procedure,strictly performing welding process parameters,keeping the welding equipment normal operation,can effectively prevent welding defects,such as welding size not conforming to the requirements(shape defects),deviation,weld penetration,stoma,undercut,serious splash and so on.【期刊名称】《焊管》【年(卷),期】2017(040)001【总页数】4页(P50-53)【关键词】焊接;弧焊机器人;焊接缺陷;焊接工艺【作者】霍厚志;黄程;张号;张元;齐俊滕【作者单位】山东省智能机器人应用技术研究院,山东邹城273500;山东沃林重工机械有限公司,山东济宁272000;山东省智能机器人应用技术研究院,山东邹城273500;山东省智能机器人应用技术研究院,山东邹城273500;山东省智能机器人应用技术研究院,山东邹城273500【正文语种】中文【中图分类】TG409Abstract:In order to make the arc welding robot achieve stable,high efficient and high quality welding,the common problems in the process of using were analyzed from two aspects of the welding process and welding equipment.The results indicated that people,equipment,material,method and environment factors all have certain effects on welding quality.When using arc welding robot welding,controlling well each working procedure,strictly performing welding process parameters,keeping the welding equipment normal operation,can effectively prevent welding defects,such as welding size not conforming to the requirements(shape defects),deviation,weld penetration,stoma,undercut,serious splash and so on.Key words:welding;arc welding robot;welding defects;welding process截止到2015年底,我国焊接机器人保有量83 081台,其中弧焊机器人占80%以上。
124研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2023.11 (上)1 实验过程选用的焊丝信息如下:牌号:ESAB OK 69;型号:AWS A5.28M/ASME SFA-5.28:ER100S-GEN ISO 16834-A G Mn3Ni1CrMo;焊丝化学成分详见表1;焊丝机械性能详见表2;母材S700MC(EN10149)化学成分详见表3;保护气体:80%Ar+20% CO 2,保护气体流量:25L/min;机器人使用:Motoman NX100,Motoman 焊接机器人是世界先进的焊接机器人,本实验使用的型号为:NX100,图1为Motoman 焊接机器人待机时的整体图片,图2是Motoman 焊机机器人的铭牌,详细说明了工作时的参数;电源使用:TransPlus Synergic 5000。
浅谈焊接机器人使用MAG 焊接不同工艺参数对焊缝熔深的影响吕忙忙,纪晓琦(科乐收农业机械(山东)有限责任公司,山东 高密 261500)摘要:随着我国工业化的进程,近年来,我国的自动化技术越来越成熟,而焊接机器人是工业自动化应用很广泛的领域,焊接机器人的广泛使用代替了部分传统手工焊,但焊接机器人与手工焊接的工艺参数存在一定的差别,不同的机器人焊接参数和焊枪姿态对于焊缝有着不同的影响。
机器人的焊接工艺目前并没有形成标准统一的焊接工艺数据库,从而在生产实践活动中,需要工艺人员对机器人进行多次重复的焊接实验,获得合适的焊接参数,才能完成高质量的焊缝。
本文主要讨论电流、电压和焊接角度对焊缝熔深的影响,所以焊接速度等焊接参数控制不变。
关键词:焊接电流;焊接电压;焊枪角度;焊缝熔深中图分类号:TG457.11;TD528.32 文献标识码:A 文章编号:1671-0711(2023)11(上)-0124-03本实验选用的焊材为ESAB 品牌的焊丝,其化学成分如表1所示,符合EN ISO 16834-A 标准要求,其机械性能如表2所示。
内燃机与配件0引言自2010年起我院开设焊接机器人应用与维护专业以来,培养焊工7000多人,焊接机器人操作大约5000多人,目前在校生焊工400多人。
为服务地方经济发展,培养以徐工集团为核心的制造型企业,探索一种高效、快捷、低成本的教学途径,提升学生焊接工艺参数设置能力,提高焊接机器人教学质量,本文研究将Simufact 焊接仿真应用到焊接机器人应用与维护专业教学中,以达到期望效果。
在焊接领域用于仿真模拟工具有许多,由于焊接加工过程是与温度、应力变形和冶金组织状态相互作用和影响、常会发生较为复杂的物理变化。
如果利用仿真模拟再现整个焊接过程对学生来说,不仅焊接工艺参数对焊缝成形影响有直观的感受,且能掌握建立焊接工艺各参数相互影响关系。
因此,在技工院校焊接机器人应用与维护专业教学过程中,运用Simufact welding 仿真软件对焊缝成形过程进行模拟教学有着重要的意义。
1Simufact 焊接有限元建立Simufact 焊接有限元焊接仿真通过导入焊接组件的网格化零件,构建有限元焊件模型;设置合理的环境参数和焊接参数对整个焊接过程进行高度模拟;最后,对Simufact 导出的数据和图像进行分析。
在导入网格化焊接组件时,建议运用多种网格方式,在焊缝周边较细的网格可以准确地获得高梯度温度。
如果出现网格的划分算法不太兼容的现象,建议对焊件进行独立网格划分的处理,这样会避免了不兼容现象的干涉和影响。
通常焊接件对兼容的网格设计既费时又有难度,所以,一般采用不兼容网格划分算法。
运用Solidworks三维软件建模后再Hypermesh 划分网格,最后保存。
建立仿真模型的建立是否合理直接关系到预处理时间,直观的用户界面对模拟过程起到事倍功半的效果。
在建立焊接结构时,可以用三维软件自行绘制焊接组件,如装夹夹具可以预定义组。
在运用有限元软件分析时,需要对焊件定义求解器、焊枪数量、设置跟踪点、加载焊件组件以及边界条件的设置。
弧焊机器人焊接工艺参数与焊缝质量的关系弧焊机器人是一种通过操控焊枪进行自动焊接的设备,其工艺参数对焊缝质量有着直接影响。
下面将介绍几个常见的焊接工艺参数,并讨论它们与焊缝质量之间的关系。
1. 电流电压参数:电流和电压是影响焊缝质量的重要参数。
电流的大小决定了焊接时所提供的热量,而电压则影响焊弧的稳定性和渗透性。
通常情况下,较高的电流和电压可造成较深的焊透和更好的焊缝形态。
然而,过高的电流和电压也容易引起焊瘤和开裂等缺陷问题。
2. 焊接速度参数:焊接速度指焊接过程中焊枪在工件上的移动速度。
焊接速度的选择直接影响到焊接焦点的停留时间和焊缝的形状。
过快的焊接速度会导致焊接不充分,焊透不深,从而影响焊缝质量;而过慢的焊接速度则可能造成过大的热输入,导致焊缝过宽、形状变形以及熔渣残留。
3. 气体保护参数:气体保护在弧焊过程中起到防止氧气和其他杂质对焊接区域的污染作用。
常用的气体保护剂包括惰性气体(如氩气、氦气)和活性气体(如二氧化碳)。
选择合适的气体保护参数可以有效地防止气孔、焊渣夹杂等缺陷问题的发生。
4. 电极间距参数:电极间距是指焊枪电极(焊条)的露出长度。
电极间距的选择直接影响到焊接焦点的大小和热输入。
通常情况下,较小的电极间距可以提供较集中的热量,适用于焊接较细小的焊缝;而较大的电极间距则适用于焊接较大的焊缝。
需要注意的是,以上工艺参数的选择应根据具体的焊接材料、焊接位置和焊接要求来进行调整,以求得最佳的焊缝质量。
同时,焊接工艺参数的稳定性和一致性也是保证焊缝质量的关键。
因此,在实际操作中,需要确保焊机设备的可靠性和精确性,并严格控制焊接过程中的温度、环境和材料等因素,以确保焊缝质量的稳定性和一致性。
弧焊机器人是一种自动化焊接设备,它具备高效、精确、稳定的焊接能力,在工业生产中被广泛应用。
焊接工艺参数是控制焊接过程的关键因素,直接影响着焊缝质量。
首先,电流电压参数是弧焊机器人的基本工艺参数,它们是控制焊接过程中电弧的能力和热量输入的主要因素。


焊接机器人的工程应用本文介绍了我国焊接机器人的应用状况、应用焊接机器人的意义和焊接机器人应用工程几个方面的情况,同时介绍了焊接机器人的4种最新的应用技术。
国焊接机器人技术的发展我国开发工业机器人晚于美国和日本,起于20世纪70年代,早期是大学和科研院所的自发性的研究。
到80年代中期,全国没有一台工业机器人问世。
而在国外,工业机器人已经是个非常成熟的工业产品,在汽车行业得到了广泛的应用。
鉴于当时的国外形势,国家“七五”攻关计划将工业机器人的开发列入了计划,对工业机器人进行了攻关,特别是把应用作为考核的重要容,这样就把机器人技术和用户紧密结合起来,使中国机器人在起步阶段就瞄准了实用化的方向。
与此同时于1986年将发展机器人列入国家“863”高科技计划。
在国家“863”计划实施五周年之际,同志提出了“发展高科技,实现产业化”的目标。
在国市场发展的推动下,以与对机器人技术研究的技术储备的基础上,863主题专家组与时对主攻方向进行了调整和延伸,将工业机器人与应用工程作为研究开发重点之一,提出了以应用带动关键技术和基础研究的发展方针,以后又列入国家“八五”和“九五”中。
经过十几年的持续努力,在国家的组织和支持下,我国焊接机器人的研究在基础技术、控制技术、关键元器件等方面取得了重大进展,并已进入使用化阶段,形成了点焊、弧焊机器人系列产品,能够实现小批量生产。
我国焊接机器人的应用状况我国焊接机器人的应用主要集中在汽车、摩托车、工程机械、铁路机车等几个主要行业。
汽车是焊接机器人的最大用户,也是最早用户。
早在70年代末,电焊机厂与电动工具研究所,合作研制的直角坐标机械手,成功地应用于牌轿车底盘的焊接。
“一汽”是我国最早引进焊接机器人的企业,1984起先后从KUKA公司引进了3台点焊机器人,用于当时“红旗牌”轿车的车身焊接和“解放牌”车身顶盖的焊接。
1986年成功将焊接机器人应用于前围总成的焊接,并于1988年开发了机器人车身总焊线。
焊接参数对焊接质量的影响及注意要点随着我国经济的快速发展,工业制造领域也获得了长足的进步。
焊接是在工业生产领域中应用较多的一种加工技术,做好工业生产中的焊接质量对于提高产品的生产效率,降低企业生产成本、提高产品质量有着十分重要的意义。
在焊接的过程中,焊接工艺参数及焊接工艺因素对焊接质量有着十分重要的影响。
文章将在分析焊接工艺参数的基础上对焊接过程中的各项工艺参数规范等进行分析阐述。
标签:焊接工艺参数;焊接质量;工艺因素前言焊接是制造工业中的重要生产技术之一,其应用涵盖军工、民用产品制造、建筑施工等各行各业之中,具有工艺简单、生产效率高等特点。
做好焊接过程中的工艺规程、技术参数的选用和制定对确保工件的焊接质量有着十分重要的意义。
1 焊接质量与焊接工艺参数、规程之间的关系焊接工艺参数、规程的制定是在大量试验的基础上对焊接材料的物理性能和化学成分进行分析,从而制定出在焊接的过程中所使用的方法、设备以及结构特性等,对于焊接的质量有着十分重要的意义。
在焊接工艺参数、规程的制定过程中,各企业需要结合待焊接工件的材料和结构性能的不同,制定出符合实际要求的焊接工艺和焊接参数。
总的来说,焊接工艺规程是在满足产品设计规程要求的前提下,经过焊接工艺评定进行制定,是生产过程重要的技术文件之一。
焊接工艺规程的完全执行,是控制焊接产品质量行之有效的程序和方法。
2 焊接工艺参数、规程对焊接质量的影响焊接工艺参数是指在焊接结构、材料已知的情况下,对焊接过程中的参数(如焊接材料、焊接时的接头形式、焊接时所使用的电流、焊接电压、保护气流量、保护气的纯度、坡口形式等)进行划定。
在焊接的过程中如果参数选取不合理或是焊接时参数波动范围过大将会对焊接质量产生非常重要的影响,例如:焊缝尺寸超差、焊缝存在裂纹、夹渣、焊瘤等,严重的还会导致产品报废。
2.1 做好焊接时电流的控制在焊接的过程中会在焊缝的周围产生大量的热,焊缝区域的温度会随着焊条的移动而发生变化,从而导致工件受热不均匀,这种受热不均匀将会在工件的内部形成一定的热应力从而影响焊接的质量。
(下转第33页)表1焊接层次打底层盖面层焊接电流120A 110A焊接电压21V 20V焊接速度20cm/min 11cm/min摆动频率2.0Hz 1.0Hz摆动幅度2.4mm 4.0mm左右停留时间0.15s 0.5s焊丝干伸长15mm 12mm焊枪角度80°~90°80°~90°气体流量CO 218L/min 中厚板T 形接头机器人焊接工艺研究与应用冶维财(甘肃钢铁职业技术学院,甘肃嘉峪关735100)摘要:在焊接行业中,产业转型升级日益明显,弧焊机器人发挥出重大作用[1],不仅提高了焊接效率,还能有效降低工人劳动强度,提高产品质量。
在中厚板T 形接头焊接中,由于材料厚度大,导致人工焊接作业困难,效率低,通过应用机器人自动化焊接,可以减少人工,提高焊接效率。
文章主要介绍了机器人焊接设备及试件情况;阐述了中厚板T 形接头机器人焊接工艺参数、焊接过程注意事项、应用及焊接参数对焊接质量的影响。
关键词:T 形接头;机器人焊接;工艺;FANUC M-10iA 型机器人Metallurgy and materials作者简介:冶维财(1992-),男,青海民和人,大学本科,研究方向:焊接技术与自动化。
1焊接工艺研究1.1焊接工艺设备本次研究内容所使用到的主要设备:FANUC M-10iA 型号机器人:在焊接行业中,主要应用在搬运、码垛、弧焊、点焊等方面,最大负重7~12kg ,最大动作范围1.42m ,具有较高的生产能力,可在高密度、狭窄的空间内进行生产活动。
POWER WAVE 455M 型号焊机:其适用焊接方法有MAG 焊、TIG 焊、MIG 焊、脉冲电弧焊、STT 焊等等,最大的优势在于通过波形控制技术选择最合适的波形,焊接波形模式数量超过60种以上,所以在应用范围上比较广,满足各种焊接作业的要求。
1.2中厚板T 形接头试件试件为尺寸为250*100*20mm 的Q235钢板两块,焊前对底板表面和立板端面20mm 范围内进行打磨清理,清除铁锈、油污等,直至露出金属光泽;装配时立板和底板之间必须要实现无间隙,定位焊时采用与正式焊缝相同的焊接方法先在试件两端点固,然后在焊缝背面位置进行加固焊接,长度不超过15mm 。
机器人焊接工艺相关要点一·焊接起弧速度(焊接节拍):影响焊接节拍的因素有很多,从两方面来说:1.从系统侧:①焊接工艺参数设置:电弧检测确认时间--该参数直接影响起弧速度,当设置的该参数生效后会经过改设置时间后才会认为起弧成功再进行下一步动作。
建议对起弧速度有要求的场合将此参数设置为0。
②焊丝的处理:由于在焊接中焊丝接触到母材需要一定的时间,这段时间其实也是起弧慢的一个原因,如果能控制焊丝干伸长在焊接点刚好接触到母材,这时就能省掉焊机吐丝的一些时间,对焊接的节拍影响还是比较大的。
(可参考松下的提升起弧、飞行起弧功能)2.从焊机侧:(以麦格米特焊机焊接时序为例,见下图:)可以看到提前送气和空载电压(慢送丝)是影响起弧时间的关键因素,这两个时间可以在焊机端设置参数为0来屏蔽掉。
将这两个参数尽可能的设置为最小值(0),在起弧时,速度会有明显的提升。
3.环境的搭建:送丝不畅会导致焊接起弧的成功率和效率,一般来说焊枪的管长和导电嘴的通畅以及送丝机的压力和送丝管的弯曲程度都会影响到送丝的通畅与否。
1.焊枪的管长大多数情况下焊枪的长度取决于机器人本身的结构,焊枪供应商可以根据机器人的连杆和法兰定制适合机器人的焊枪,焊枪在假设时应避免前端送丝管的弯曲和折扭,正确的送丝长度可以明显的改善因送丝不畅导致的焊接效果不良,正确的送丝长度如下图所示:2.导电嘴的通畅:导电嘴作为弧焊作业中的易损件,是影响焊接质量的重要因素,由于在焊接中可能会出现爆燃使焊丝粘住导电嘴,以至于导致送丝不畅,应该定期检查导电嘴的通畅性。
若在爆燃后,导电嘴被堵住,应及时清理或更换新的导电嘴。
用小段焊丝插入导电嘴中反复推送抽回,与新的导电嘴进行比较,如果有发涩或是堵住出不来的情况,就应该更换导电嘴了,在碳钢焊接时导电嘴的选型尽量选松下焊丝尽量选择质量好的如大西洋等口碑较好的品牌。
3.送丝机的压力这是一个很容易被人忽视的问题,实际上也是很能直接影响送丝通畅的条件。
弧焊机器人焊接姿态与焊接工艺参数联合规划南昌航空工业学院硕士学位论文弧焊机器人焊接姿态与焊接工艺参数联合规划姓名:王晓峰申请学位级别:硕士专业:材料加工工程指导教师:陈焕明20060601 南昌航空工业学院硕士学位论文弧焊机器人焊接姿态与焊接工艺参数联合规划摘要焊接规划就是利用计算机技术对焊接工艺问题进行求解。
焊接规划属于计算机辅助工艺设计的范畴。
焊接机器人领域中焊接规划可分为焊接任务规划、焊接参数规划、机器人路径规划和机器人轨迹规划四类。
在普通焊接应用领域焊缝位姿和焊枪姿态的规划问题很少考虑,只是凭借操作者的经验处理空间焊缝的焊接问题。
焊接机器人建立在现有计算机技术基础上,它的运动是由各关节位姿和工件空间几何位置的实际数据支撑起来的。
所以焊接姿态(包括焊缝位姿和焊枪姿态)与焊接工艺参数联合规划在机器人自动化焊接过程中具有重要的实际意义。
本课题研究目的就是联合规划焊接姿态参数和焊接工艺参数,为机器人离线编程提供技术支持。
本文将焊缝位姿和焊枪姿态统称为焊接姿态,在国标定义基础上对焊接姿态参数的定义作了修改,使其更适合弧焊机器人领域的研究和实践。
利用现有 Motoman UP20 弧焊机器人系统,采用 CO2 焊方法,对 2mm厚低碳钢板进行大量的焊接姿态工艺实验,采集了不同焊接姿态和工艺参数下的焊缝成形参数值。
将人工神经网络技术成功地应用于弧焊机器人焊接姿态与焊接工艺参数联合规划中,定量描述焊接姿态,利用 MATLAB神经网络工具箱对实验数据进行训练和仿真。
人工神经网络训练误差达到设定要求,仿真误差也控制在要求范围内。
创建密集的焊接姿态和工艺参数输入矩阵,利用人工神经网络仿真出相应的焊缝成形参数矩阵。
整理输入和输出矩阵数据,建立了焊接姿态与焊接工艺参数联合规划 Access数据表,利用此数据表指导试焊验证工作。
对马鞍形焊缝进行几何建模,采用新的焊缝坐标系计算方法提取焊缝几何信息,简化了焊缝位姿运算公式。
焊接机器人的发展现状和机器人焊接质量控制全文共四篇示例,供读者参考第一篇示例:焊接机器人作为现代制造业中不可或缺的重要设备,已经在生产线上发挥着重要作用。
随着科技的不断进步和人工智能的应用,焊接机器人的发展也呈现出日益壮大的趋势。
本文将从焊接机器人的发展现状和机器人焊接质量控制两个方面进行探讨。
一、焊接机器人的发展现状1.技术水平不断提升随着科技的不断发展,焊接机器人的技术水平也在不断提升。
传统的焊接机器人主要采用固定程序进行焊接,而现代的焊接机器人已经具备了自主学习和自主调整的能力,可以根据焊接件的形状和材质进行智能焊接,大大提高了焊接质量和效率。
2.应用领域不断拓展焊接机器人已经广泛应用于汽车制造、航空航天、电子设备等多个领域。
在汽车制造中,焊接机器人可以实现车身焊接、焊点检测等工作,大大提高了生产效率和产品质量。
在航空航天领域,焊接机器人可以实现对航天器具体部件的精准焊接,确保了飞行安全和性能。
3.发展趋势多样化随着市场需求的不断增加,焊接机器人的发展趋势也愈加多样化。
除了传统的气体保护焊、电弧焊等技术外,激光焊、等离子焊等新兴技术也正在逐渐应用于焊接机器人中,为焊接行业带来了更多的选择和可能性。
二、机器人焊接质量控制1.焊接参数实时监控在机器人焊接过程中,焊接参数的控制对焊接质量至关重要。
实时监控焊接电流、电压、速度等参数,可以及时发现焊接过程中的异常情况,并进行调整,保证焊接质量。
2.焊接质量检测机器人焊接完成后,需要对焊缝进行质量检测。
传统的方法是通过X射线检测、焊缝断面检测等方式对焊缝进行检测,但这些方法往往需要耗费大量的人力和时间。
现代技术可以利用机器视觉和人工智能技术,实现对焊缝的自动检测和分析,大大提高了检测效率和准确性。
3.质量控制标准化为了提高机器人焊接质量的稳定性和一致性,需要建立完善的质量控制体系。
制定标准化的焊接工艺和操作规程,对焊接机器人进行定期维护和检修,培训操作人员,建立焊接质量档案等措施都是保证焊接质量的重要手段。