过程控制论文
- 格式:doc
- 大小:74.50 KB
- 文档页数:9
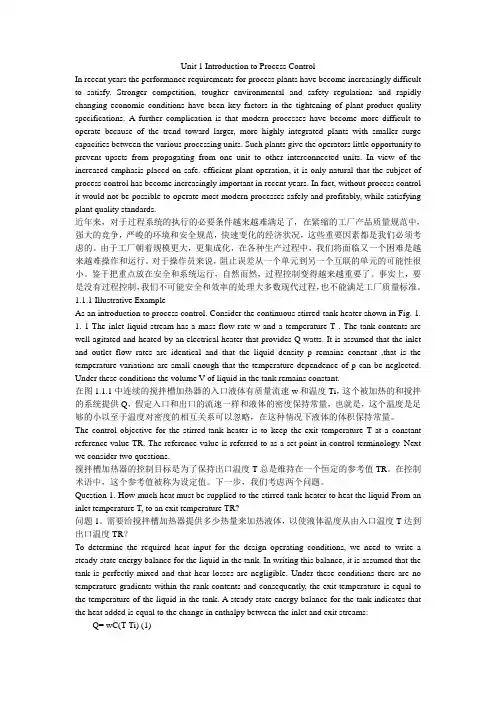
Unit 1 Introduction to Process ControlIn recent years the performance requirements for process plants have become increasingly difficult to satisfy. Stronger competition, tougher environmental and safety regulations and rapidly changing economic conditions have been key factors in the tightening of plant product quality specifications. A further complication is that modern processes have become more difficult to operate because of the trend toward larger, more highly integrated plants with smaller surge capacities between the various processing units. Such plants give the operators little opportunity to prevent upsets from propagating from one unit to other interconnected units. In view of the increased emphasis placed on safe. efficient plant operation, it is only natural that the subject of process control has become increasingly important in recent years. In fact, without process control it would not be possible to operate most modern processes safely and profitably, while satisfying plant quality standards.近年来,对于过程系统的执行的必要条件越来越难满足了,在紧缩的工厂产品质量规范中,强大的竞争,严峻的环境和安全规范,快速变化的经济状况,这些重要因素都是我们必须考虑的。
过程控制管理提升采油效益[摘要]在稠油热采开发过程中,克服了稠油粘度大带来的重重困难,形成了富有自身特色的管理办法,即“地质、工艺、注汽、作业、采油”五位一体过程精细管理法,达到了以下目的:一是优化措施方案运行,确保开发更合理,更科学;二是保证注汽质量,实现周期效益最大化;三是提高作业质量,保证作业井一次成功率,延长油井免修期,降低因油井停产造成的产量损失;四是在保证措施方案、注汽质量和作业质量的前提下,加强油井的采油管理工作,积极培养高效长寿油井,努力提高采油时率。
使油藏开发管理过程中的各项工作紧密结合在一起,实现油井产能和效益的最大化。
[关键词]原油粘度,地质工艺,注汽质量,作业,采油管理中图分类号:f406.7 文献标识码:a 文章编号:1009-914x (2013)04-0076-031 前言现河采油四矿所辖的六个稠油单元,总含油面积43.16km2,地质储量5608万吨。
主要有馆陶和古潜山两套开发层系,馆陶层系埋藏深度在880-960m,岩性以砂岩为主,原油粘度一般在20000-40000mpa.s,边水发育;潜山层系以风化后的灰岩为主,原油粘度一般在50000mpa.s左右,底水活跃,易形成锥进。
自89年投入开采以来已有22年开发历程,先后采用过蒸汽吞吐、蒸汽驱、火烧油层(试验)三种开采方式,以蒸汽吞吐为主。
共经历了四个开发阶段,(89-96年)产能建设上产阶段,(97-99年)相对稳产阶段,(00年-06年)产量递减下降阶段,(07年-目前)产量恢复上升阶段。
开发初期,随着稠油储量的陆续投入开发,每年平均投产油井105口,年平均新建产能25万吨,产量逐年上升,达到96年的产量最高峰128.6万吨。
截止到目前,采油四矿共投产油井580口(批准报废219口),累计注汽1167万吨,累计产油632万吨,累计产水4576万吨,采出程度11.3%,开创了以乐安油田为代表的薄层砂砾岩稠油油藏成功开采的先河。
毕业论文过程控制过程控制是指将传感器、执行器和计算机等设备组合在一起,实现工业生产过程或其他过程中对各个环节的控制。
在这样的系统中,将被控制过程称为对象,而控制对象的状态叫做控制量,控制器根据控制量来发出指令以改变对象的状态,以达到所要求的目标。
过程控制的主要目的是自动实现生产过程的控制,并能够使生产过程实现持续、安全和高效的运行。
过程控制的实现方法:1. 反馈控制反馈控制是通过传感器实时检测被控制对象的状态,并将检测结果反馈给控制器。
控制器根据反馈信息对控制量进行调整,控制被控制对象的状态来达到预期目标。
2. 前馈控制前馈控制是一种预测控制方法,它根据被控制对象的性质、过程规律和受控参数,通过计算得到未来必须采取的控制量,以达到目标。
3. 预测控制预测控制是一种更高级的过程控制方法,它可以考虑多变量和不确定性因素,并尽可能减小误差和成本,实现系统优化控制。
过程控制系统有以下几个要素:1. 控制器控制器是过程控制系统中最核心的部分,它负责测量控制量、计算和执行控制指令等操作,最终控制被控制对象的状态。
依据控制器的不同,控制系统分为模糊控制、PID控制、神经网络控制等。
2. 传感器传感器会将被控制对象的状态转换成电气信号,用于传输和处理。
3. 执行器执行器负责控制物理运动,根据控制器发出的指令将电能转化为机械能,改变被控制对象的状态。
4. 人机界面人机界面是用于人与控制系统之间进行交互的工具,包括显示器、键盘、鼠标等。
过程控制的具体应用:1. 生产过程自动化控制在生产过程中,过程控制可以使得制造流程自动化,实现连续、高效和安全的生产,提高产量和品质,并降低成本。
2. 环境安全监测在环境监测中,过程控制可以通过传感器、控制器和执行器实时监测和调整环境参数,保障人类和自然环境的安全和健康。
3. 药剂生产和制造工业在药剂生产和制造工业中,过程控制可以自动化生产过程,确保药剂质量稳定,避免误差和批次之间的差异,提高工作效率。
浅谈工程项目实施过程控制与管理摘要:作为工程项目全过程的重要环节,工程项目实施过程的控制与管理尤为重要。
本文从工程项目实施过程的主要目标:工程进度管理、工程质量管理、工程安全及成本管理四个方面进行研究,提出工程项目实施过程控制与管理的对策。
关键词:进度管理质量管理安全管理成本管理中图分类号: f253.3文献标识码:a 文章编号:工程进度、工程质量、工程安全及成本管理是工程项目实施过程中主要的管理内容,需要对各个环节进行有效的控制,做好工程项目管理,保证企业经济效益最大化。
下面将从工程项目实施过程中的进度、质量、安全和成本的管理进行阐述:一、工程进度管理与控制作为实施工程的重要环节之一,工程项目进度管理是不可缺少的。
工程进度管理是指在工程实施过程中按照审批的施工进度计划,对工程实施进度进行定期跟踪、监督,并将工程实际实施进度与预定的施工进度计划进行对比分析并找出差异,对产生差异的因素进行分析及对工程进度目标影响程度进行评估,督促相关单位及时采取应对措施,调整施工进度计划,并不断循环重复至工程完成,保证工程按期完成。
为此,做好工程进度管理,我们应着力于以下几个方面:1、做好工程实施的准备工作施工前做好技术、物资、劳动组织、施工现场三通一平及场外准备,确保工程实施过程的资源供应充分合理,提高施工速度等作用。
2、做好工程实施的进度计划工作在工程项目实施之前,基于对施工图纸的熟悉与了解,按照合同要求编制工程进度计划。
工程项目进度计划,需要分阶段编制。
首先依照工程合同的要求,编制总进度,再根据总进度计划制定各阶段的进度计划,用计划制定计划。
同时,在满足工程项目合同的要求的前提下,兼顾工程项目的成本收益分析,适当的调整计划的工期及施工人员、施工材料及机器设备的安排,避免不必要的浪费。
二、工程质量管理与控制工程项目的质量管理主要是确保工程项目实施周期内质量符合工程合同及规范要求。
项目质量管理也是贯穿与项目实施的全过程。
过程装备与控制工程论文4300字_过程装备与控制工程毕业论文范文模板过程装备与控制工程论文4300字(一):基于专创教科融合的过程装备与控制工程专业建设研究摘要:针对传统过程装备与控制工程专业培养方案不适应工程认证要求,通过课程体系及实践教学体系建设、学生专业学习与创新教育相融合、教师教学与科研相融合的教学改革,提高了人才培养质量。
关键词:过程装备与控制工程;专创教科融合;工程教育认证;专业建设;教学改革引言轉变经济发展方式、创新发展模式的国家战略及“创新驱动、质量为先、绿色发展、结构优化、人才为本”的教育方针,要求我国高等学校培养大量具有较宽国际视野、具有较强创新能力和竞争能力、能够对多学科工程问题开展研究和生产、能够适应时代发展的过程装备与控制工程专业的技术人才。
本研究以我校国内唯一培养粮食机械的过程装备与控制工程专业为对象,以工程认证对专业建设要求为标准,进行了培养模式及教学方式的实验教学改革,着重培养学生的工程能力、创新能力,并取得了丰硕成果。
一、传统过程装备与控制工程专业建设存在问题分析受各种因素影响,近几年我国设置过程装备与控制工程专业的高校,每年高考第一志愿报考本专业的学生人数在逐年减少。
据不完全统计,近3年开设过程装备与控制工程专业的学校大多数第一志愿都录不满,包括一些211、985院校第一志愿也达不到录取任务[1]。
同时,基于目前部分高校培养方案不能完全适应素质教育的原因,普遍存在毕业生工程实践能力不强、创新能力弱、理论和实践脱节等问题。
人才培养结构和质量难以适应经济结构调整和产业升级的要求,尤其是目前许多高校正在进行的以OBE为理念的现代教学改革,更加突出学生工程实践创新能力的培养成效。
因而,高等院校过程装备与控制工程专业的培养模式及教学方式改革势在必行。
二、工程教育认证背景下过程装备与控制工程专业改革思路2016年我国正式成为国际本科工程学位《华盛顿协议》的成员国,标志着我国工程教育专业的国际化。
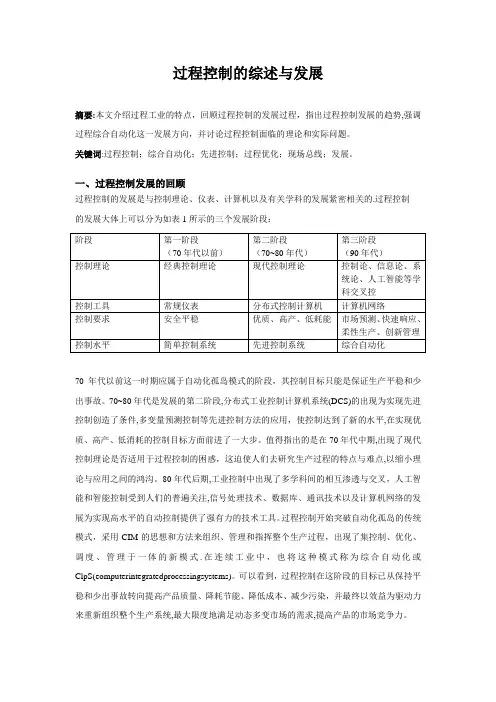
过程控制的综述与发展摘要:本文介绍过程工业的特点,回顾过程控制的发展过程,指出过程控制发展的趋势,强调 过程综合自动化这一发展方向,并讨论过程控制面临的理论和实际问题。
关键词:过程控制;综合自动化;先进控制;过程优化;现场总线;发展。
一、过程控制发展的回顾过程控制的发展是与控制理论、仪表、计算机以及有关学科的发展紧密相关的.过程控制 的发展大体上可以分为如表1所示的三个发展阶段:70年代以前这一时期应属于自动化孤岛模式的阶段,其控制目标只能是保证生产平稳和少出事故。
70~80年代是发展的第二阶段,分布式工业控制计算机系统(DCS)的出现为实现先进控制创造了条件,多变量预测控制等先进控制方法的应用,使控制达到了新的水平,在实现优质、高产、低消耗的控制目标方面前进了一大步。
值得指出的是在70年代中期,出现了现代控制理论是否适用于过程控制的困惑,这迫使人们去研究生产过程的特点与难点,以缩小理论与应用之间的鸿沟。
80年代后期,工业控制中出现了多学科间的相互渗透与交叉,人工智能和智能控制受到人们的普遍关注,信号处理技术、数据库、通讯技术以及计算机网络的发展为实现高水平的自动控制提供了强有力的技术工具。
过程控制开始突破自动化孤岛的传统模式,采用CIM 的思想和方法来组织、管理和指挥整个生产过程,出现了集控制、优化、调度、管理于一体的新模式.在连续工业中,也将这种模式称为综合自动化或ClpS(eomputerintegratedprocessingsystems)。
可以看到,过程控制在这阶段的目标已从保持平稳和少出事故转向提高产品质量、降耗节能、降低成本、减少污染,并最终以效益为驱动力来重新组织整个生产系统,最大限度地满足动态多变市场的需求,提高产品的市场竞争力。
阶段第一阶段 (70年代以前) 第二阶段 (70~80年代) 第三阶段 (90年代) 控制理论经典控制理论 现代控制理论 控制论、信息论、系统论、人工智能等学科交叉控 控制工具常规仪表 分布式控制计算机 计算机网络 控制要求安全平稳 优质、高产、低耗能 市场预测、快速响应、柔性生产、创新管理 控制水平简单控制系统 先进控制系统 综合自动化二、发展方向——智能控制智能控制的特点:(1)学习能力。
过程控制系统范文过程控制系统是一个广泛应用于工业生产中的自动化系统。
它通过监控、调节和控制工艺过程中的各种参数和变量,实现对工艺过程的自动化控制。
过程控制系统在工业生产中起到了至关重要的作用,对于提高生产效率、保障产品质量、降低生产成本具有重要的意义。
过程控制系统通常由以下几个主要组成部分构成:传感器与执行器、控制器、人机界面和通信网络。
其中,传感器与执行器用于监测、采集和控制工艺过程中的各种参数和变量,控制器用于对传感器和执行器进行控制和调节,人机界面用于显示和操作控制系统的相关信息,通信网络用于实现各个组成部分之间的数据传输和通讯。
过程控制系统的工作过程通常包括三个阶段:测量与采集、控制与调节、显示与记录。
在测量与采集阶段,传感器通过测量和采集工艺过程中的各种参数和变量,将其转换为电信号,并传送给控制器进行处理。
在控制与调节阶段,控制器根据测量与采集的数据进行计算和判断,并通过输出控制信号,控制执行器对工艺过程进行调节和控制。
在显示与记录阶段,人机界面将控制系统的运行状态、参数和变量信息进行显示和记录,供操作人员进行观察和分析,以及进行实时的监控和控制。
1.自动化控制:过程控制系统能够实现对工艺过程的自动化调节和控制,减少人工干预,提高生产效率和产品质量。
2.实时监控:过程控制系统能够实时监测工艺过程中的各种参数和变量,并及时采取相应的措施进行调整和控制,以保证工艺过程的稳定性和可靠性。
3.精确度高:过程控制系统具有高精度的测量、控制和调节能力,能够对工艺过程中的各种参数和变量进行准确的测量和控制,提高产品质量和生产效率。
4.灵活性强:过程控制系统能够根据不同的工艺要求和生产需求进行灵活的设置和调整,以适应不同产品的生产过程的变化和调整。
过程控制系统的应用广泛,在各个工业领域都有所涉及。
例如,石油化工、电力、冶金、制药、食品等行业都需要使用过程控制系统进行生产过程的监控和控制。
过程控制系统还广泛应用于环境保护和安全监测领域,用于监测和控制大气污染、废水处理、排放浓度等环境因素,以实现对环境的保护和管理。
浅议对工程造价过程控制的若干措施中图分类号: tu723.3 文献标识码:a文章编号:摘要:施工企业对工程成本造价的控制就是在满足项目合理的质量标准的前提下,在建设项目实施阶段把工程项目成本造价控制在准许的限额内,力求合理使用人力、物力、财力,取得较好的投资效益和社会效益。
本文从施工企业角度,探讨施工企业对工程造价的有效控制,认为主要应从工程投标决策入手,勘察现场,熟悉设计图纸,及时掌握市场价格行情,制定施工方案,加强施工合同及施工现场管理,并做好竣工结算,以提高施工企业工程造价管理的水平,使企业获得较好的经济和社会效益。
关键词: 施工企业, 工程造价, 投标决策, 合同管理abstract: construction enterprise to engineering cost control is in reasonable quality standards to meet program, under the precondition of the construction project implementation in the stage of the project cost control in licensing cost within the limit, and strive to reasonable use human, material and financial resources, achieve better investment benefit and social benefit. this paper, from the angle of construction enterprise, this paper discusses the construction enterprise to the project cost effective control, think that the primary should from the engineering bidding decision-making of the survey, familiar with design drawings,to grasp the market price market and make the construction plan and strengthen the construction contract and the construction management, and do the completion and settlement, in order to improve the construction enterprise project cost management level, causes the enterprise to get better economic and social benefits.key words: construction enterprise, construction cost, bidding decision-making, contract management随着市场经济体制的逐渐完善,中国建筑市场改革深入,施工企业工程造价管理将决定企业的经济效益,并贯穿于施工运作的全过程。

过程装备与控制工程论文题目:煤焦油加氢的工艺条件研究院系:化工学院专业:过程装备与控制工程摘要针对我省陕北地区“富煤缺油少气”的真实现状,本文通过对煤焦油加工国内外发展现状和应用前景的调研,同时借助于现代加氢技术及其工艺条件使用,采用合理的研究思路,科学合理的寻找及制定合理的工艺条件,通过催化加氢技术制取汽柴油。
加氢技术通常是在高温.高压.等苛刻的条件下平稳进行,如何保证整套装置的安全运行一直是从事化工设备行业的重要课题,本文通过对工艺条件的研究及设计,以此来保证实验正常运行以及其工艺的经济型。
本文重点介绍的是加氢装置工艺流程的工艺条件。
它的合理与否直接影响原油加氢性能及最终影响到其收率。
关键字:煤焦油;加氢技术;加氢技术的工艺条件目录第一章文献综述 .......................................................................................................................... 11.1煤焦油加工的现状与前景..................................................................................... 11.1.1 世界能源现状................................................................................................. 11.1.2 煤焦油加工的发展现状................................................................................. 11.1.3 世界煤焦油加工业......................................................................................... 31.2煤焦油深加工的发展现状..................................................................................... 51.2.1 煤焦油加氢技术............................................................................................. 61.2.2 几种典型技术对比分析................................................................................. 71.2.3 几种工艺路线对比......................................................................................... 91.3选题的目的和研究内容..................................................................................... 101.3.1 选题目的..................................................................................................... 101.3.2 选题内容..................................................................................................... 10第二章煤焦油加氢工艺条件................................................................................................... 112.1煤焦油固定床加氢处理的化学反应................................................................. 112.1.1 煤焦油的加氢脱硫反应............................................................................. 112.1.2 煤焦油的加氢脱氮反应............................................................................. 112.1.3 煤焦油的加氢脱金属反应......................................................................... 122.1.4 煤焦油的芳烃加氢饱和反应..................................................................... 132.1.5 加氢脱氧反应(HDO) ................................................................................... 132.2工艺条件对煤焦油加氢处理的影响................................................................. 132.2.1 反应温度对煤焦油加氢处理过程的影响 ................................................. 142.2.2 反应压力对煤焦油加氢过程的影响......................................................... 142.2.3 体积空速对煤焦油加氢过程的影响......................................................... 152.2.4 循环气油比对煤焦油加氢过程的影响..................................................... 16第三章中低温煤焦油加氢改质工艺实验简介................................................................... 183.1实验部分............................................................................................................. 183.1.1 实验原料..................................................................................................... 183.1.2 实验催化剂................................................................................................. 193.1.3 实验装置及方法......................................................................................... 193.2结果和讨论......................................................................................................... 203.2.1 反应条件对加氢结果的影响..................................................................... 203.2.2 加氢产品的性质......................................................................................... 263.3结论................................................................................................................. 28第一章文献综述1.1煤焦油加工的现状与前景1.1.1世界能源现状资料来源:中国国土资源部2007年数据针对上述我国富煤贫油的资源现状和市场对焦炭的大量市场需求,一大批大型、环保型的焦化企业应运而生,正是由于焦化企业存在,生产过程中将副产大量的焦油产品。
浅议水质检验的过程控制管理中图分类号:tu 文献标识码:a 文章编号:1007-0745(2011)10-0195-01摘要:随着经济的高速发展,人们对城市供水水质的要求不断提高,水质的检验工作显得更加突出和关键,本文从如何加强水质检验的过程控制管理入手,提出了全过程的控制管理,确保了检测结果的准确性、可靠性、科学性和公正性。
关键词:水质检验过程管理水在国民经济和人民日常生活中有着十分重要的地位,而水质的检验工作更是一项非常重要的工作,在进行水质分析测量时,通过在整个实验室工作中建立和实施的标准操作和克服质量影响环节的一种体系,对分析质量保证有影响的可能因素进行分析,同时针对各因素采取一系列相应的预防措施,能够有效地提高水质检测的质量。
一、水质检验的目的及方法水质检验的目的主要是考察环境质量、研究水质是否合宜或合用、考察水的污染性或受污染的程度、检查水处理过程的效率等。
水样的检验项目(可称水质参数)随检验目的和水样的性质而定,所得数据应作综合性评价以说明水质。
一般水质参数的测定方法基本上属于物理和化学检验,依据的原理和采用的仪器与操作来自一般的分析化学方法,近来趋向于采用快速、灵敏和准确的仪器分析方法,如溶解氧、生化需氧量、总需氧量、化学需氧量、总有机碳等参数都用专用的分析仪器测定。
生物检验包括常用的细菌检验和显微镜检验、检验水的毒性的鱼类毒性检验、反映水的毒性及其对环境的影响的机体中残留毒物检验和生态检验。
水质检验是一个过程,这个过程包括水样的采集、运送、处理、保存等,也包括检测人员和设备的管理等,其中各个环节都需要技术控制和全方位的管理,因此,加强对水质检验的过程控制管理具有重要的现实意义。
二、如何加强水质检验的过程控制管理(一)水质检验的动态过程管理这个过程可以分为:水质样品采集、运输、送检、处理、保存等。
样品的采集是实验室质量管理中重要的一环,在采集的同时还应根据所采集样品的类别和检测指标的不同,采用不同的方法以保证水质样品的代表性、客观性和均匀性。
项目过程控制范文项目过程控制是指在项目实施过程中,对项目进行有效管理和监控,以确保项目按时、按质、按量完成预期目标的一系列活动。
它包括项目计划控制、进度控制、成本控制、质量控制和变更控制等方面的管理。
本文将从项目过程控制的目的、方法和实施过程等方面进行详细阐述。
项目过程控制的目的是确保项目能够按照计划进行,达到既定的目标。
通过有效的过程控制,可以及时发现问题和风险,采取相应的措施进行调整,从而减少项目偏离目标的可能性。
同时,项目过程控制还可以提高项目的可预测性和可控性,使项目管理更加规范和科学化。
项目过程控制的方法主要包括计划编制、进度管理、成本管理、质量管理和变更管理等。
首先,项目过程控制需要制定详细的项目计划,包括目标、范围、资源分配和时间安排等,以确保项目在可接受的限制条件内进行。
其次,通过进度管理,对项目进展情况进行跟踪和监控,及时调整进度安排,以保证项目按时完成。
成本管理则主要关注项目成本的控制和分析,通过对成本的管理与控制,实现项目成本的最优化。
质量管理的目标是确保项目交付的产品或服务符合质量标准,通过制定质量计划、检查和测试等方式,对项目的质量进行控制和保证。
最后,变更管理是指对项目变更进行管理和控制,确保变更能够合理、有效地影响项目的时间、成本和质量等方面。
项目过程控制的实施过程主要包括三个阶段,即计划阶段、执行阶段和控制阶段。
在计划阶段,项目经理需要进行项目范围和资源的规划,制定详细的项目计划和进度安排。
在执行阶段,项目经理需要按照计划进行项目实施,并指导项目团队成员按照计划完成各项任务。
同时,项目经理还需要进行风险管理和团队管理,确保项目按照预期进行。
在控制阶段,项目经理需要进行项目进度和成本的跟踪和监控,及时发现问题,采取相应的措施进行调整。
同时,项目经理还需要对项目变更进行管理,确保变更能够合理影响项目。
在整个过程中,项目经理需要与团队成员和相关利益相关者进行有效的沟通和协调,以确保项目的顺利进行。
过程控制中的故障分析及处理办法该厂采用dcs系统对转化、合成、精馏等主要生产工序实现实时监测和集中控制,并对其故障情况进行报警及必要的联锁停车保护,提高了甲醇生产过程中的自动化控制水平,确保了甲醇装置安全可靠运行。
近期dcs在运行过程中出现了几个问题,故障发生比较频繁,给装置的安全平稳运行带来隐患。
一、转化汽包的液位显示不准转化汽包是甲醇装置中的关键设备,转化汽包的液位显示不准,容易使操作人员误操作,甚至会引发干锅事故,其后果不堪设想。
1.故障现象测量转化气包液位的变送器lt1203,是 honeywell的str93d系列的远传式耐高温的差压变送器,使用一个月之后表头显示值比实际液位要高出几个百分点,于是将高的部分迁掉,仪表显示正常。
之后同样的现象每隔一段时间又会发生。
2.原因分析2.1变送器的远传部分中靠近法兰处的毛细管由于受到高温的影响密封受到破坏、法兰外膜片鼓泡变形或者毛细管内的硅油中有汽泡都有可能降低硅油的传导能力导致测量不准。
2.2安装双法兰变送器时用的是旧根部阀,随着使用时间的增长变送器的引压处的根部阀可能有堵塞,因节流可导致测量不准。
2.3变送器的表头可能有问题。
在变送器表头内部的差压传感器上集成了温度传感器,随时修正过程温度引起的误差,可提高测量精度和稳定性。
转化汽包的温度通常在250℃左右,若表头的温度传感器有问题,介质温度很高的情况下也可能造成零点漂移。
3.处理方法首先与工艺操作工联系通知停止变送器的使用,将双法兰变送器的正、负压侧法兰连接处拆开,发现负压侧的外法兰膜片有明显的鼓包,基本失去弹性,表明变送器的零点反复漂移确实与高温对膜片的影响有关。
将远传式双法兰变送器拆下,换上普通的变送器,负压侧装隔离罐,并且加长了引压管线,经过计算后对量程做了正确的迁移,到目前为止,变送器运行正常。
经过这次故障的处理,我觉得变送器的安装和维护时应注意下面几个问题:3.1计算变送器量程的迁移量时应查阅资料,将该温度和压力状况下对应的介质的密度查清楚,需要提供准确的参数进行严格的计算后做正确的迁移。
生产过程控制制度范文一、综述生产过程控制是企业保证产品质量和生产效率的重要环节,为了规范生产过程,确保产品的一致性和可追溯性,我们制定了以下生产过程控制制度。
二、生产计划制度1. 生产计划的制定(1)生产计划由生产部门按照销售部门的需求量、交期等因素制定。
(2)生产计划应考虑设备、人力资源、原材料、空间等资源的合理配置。
(3)生产计划应通过会议形式确认,以确保各部门的共识和沟通。
2. 生产计划的调整(1)生产计划调整应由生产部门负责人提出,并经过生产部门会议讨论后确定。
(2)生产计划调整时应充分考虑生产能力、原材料供应等外部因素的影响。
(3)生产计划调整后,必须及时通知相关部门,以确保各部门能够及时做出调整。
三、产品质量控制制度1. 原材料采购控制(1)原材料必须符合国家和行业标准,且具备合格证书。
(2)原材料采购前必须进行验收,并记录相关信息,包括供应商、数量、质量等。
(3)原材料的贮存必须符合规定的环境要求,避免受潮、变质等情况的发生。
2. 生产过程监控(1)生产线必须安装相关监控设备,实时监测生产过程中的关键参数。
(2)生产过程监控数据必须进行记录,并进行定期的数据分析,及时发现问题并采取合理的控制措施。
3. 产品质量抽检(1)产品出厂前必须进行抽检,抽检规模和标准由质量管理部门制定。
(2)产品抽检应严格按照规定的操作流程进行,抽检结果必须有记录并追溯到具体的生产批次。
四、生产设备保养制度1. 设备保养计划(1)设备保养计划由设备管理部门按照设备使用情况和厂家的要求制定。
(2)设备保养计划应包括保养时间、保养内容、保养人员等信息,并无缺陷记录。
2. 设备保养记录(1)设备保养人员必须按照保养计划进行设备保养,并记录相关信息。
(2)设备保养记录应包括保养时间、保养内容、保养结果等信息,并交由设备管理部门进行存档。
五、紧急事件处理制度1. 紧急事件的定义(1)紧急事件是指在生产过程中突发的、可能对产品质量和生产计划造成影响的事件。
统计过程控制在生产过程质量控制中的应用摘要:根据统计过程控制理论,运用控制图可以分析和判断生产过程中某种质量特性值是否处在受控状态,并通过分析受控状态,采取有效措施,达到保证生产过程中质量稳定的目的。
介绍了较常用的单值-移动极差控制图应用于生产过程中质量控制的应用实例。
关键词:统计过程控制、控制图、单值-移动极差、生产过程在市场经济的不断发展和技术的不断革新中,企业面临的竞争将更加激烈,企业间的竞争实质上就是产品质量的竞争。
如果不从产品质量入手去赢得市场,企业就会陷入发展的困境。
统计过程控制是一种有效的质量管理工具【1】,它广泛用于各种生产领域,在欧美等西方发达国家中得到了成功的应用和发展。
在企业生产中成功实施统计过程控制,在质量控制中将起到积极的预防作用,从而为提高产品质量、降低生产成本、为企业带来丰厚的利润,为企业的发展起到事半功倍的效果。
统计过程控制技术是美国休哈特博士在20世纪20年代创造的理论。
经过几十年的探索与发展,特别是日本于20世纪50年代引入并运用后带来了令人瞩目的成绩。
使该技术在20世纪80年代被西方企业列为高科技之一,目前已在世界范围得到了广泛运用【2】。
近十年来我国的许多企业也开始采用统计过程控制技术,随着iso9001质量管理体系的引入,企业质量管理基础逐渐深入,在现在环境和条件下找到一种适合国内中小企业的统计过程控制技术应用方法是非常迫切和必要的。
本文的应用研究对发挥统计过程控制在生产过程中的作用,推广统计过程控制应用具有重要的现实意义。
统计过程控制是应用统计技术对过程中各个阶段进行评估和监控,建立并保持过程处于可接受的并且稳定的水平。
从而保证产品与服务符合规定的要求的一种质量管理技术。
它是过程控制的一部分,从内容上主要有两个方面,一是利用控制图分析过程的稳定性,对过程存在的异常因素进行预警;二是计算过程能力指数分析稳定的过程能力满足技术要求的程度,对过程质量进行评估【3】。
试析过程控制中的质量过剩关于试析过程控制中的质量过剩的论文报告一、引言在现代制造业中,过程控制是保证生产质量的重要手段之一。
过程控制的目的是确保生产的产品符合相关的质量标准,尽可能降低生产中的质量过剩。
然而,在实践中,质量过剩问题依然时有发生。
因此,本文将以经济专家的视角,从理论和实践两个方面,对过程控制中的质量过剩进行分析和探讨。
二、理论分析(一)质量过剩的定义和影响质量过剩是指在生产过程中,产品的质量超过顾客所需的最高标准,占用了过多的资源成本,导致质量成本增加,利润下降。
因此,质量过剩的主要影响是浪费成本和时间,降低企业生产效率和利润,同时也对企业形象和品牌形象造成了负面影响。
(二)过程控制的原则和流程目前,过程控制主要采用统计过程控制(SPC)方法来控制生产质量。
其主要原则为:明确质量策略和目标、监控生产过程、纠正偏差、分析原因、控制过程变异、持续改进。
具体操作流程为:确定过程要素、稳定过程、优化过程、监控过程、纠正偏差、分析过程数据、实施改进。
(三)造成质量过剩的原因导致质量过剩的原因很多,其中主要的包括:制造过程中的变异、生产工艺流程不合理、生产设备和工具的损坏、操作人员技能不足、供应商供应质量差、原材料质量差等。
(四)合理控制生产质量的措施针对质量过剩问题,需要采取一系列措施,如:认真落实质量控制,优化生产工艺流程、加强员工培训、设备定期检查和维修、更换零部件和动力设备、严格执行供应商管理等。
同时,还需要持续改进,并加强数据分析,及时发现问题。
三、实践案例(一)三星Note7手机爆炸事件2016年,三星公司推出的Note7手机因电池质量问题而引发爆炸和起火事故,导致三星公司遭受巨大经济损失和品牌形象受损。
这一事件的主要原因是生产过程中对电池的质量控制不足,同时也关乎到管理层在企业资金和质量控制等方面的决策失误。
(二)苹果公司生产线苹果公司在生产线上对质量的控制非常重视,通过自主研发的质量管理系统,对产品进行全流程控制。
建设工程造价的全过程控制摘要:建筑工程造价在我国长期存在概算超估算、预算超概算、决算超预算的”三超”现象,严重困扰着建设工程投资效益管理。
随着我国建设事业的发展,如何加强工程造价管理,采取有效措施,把建设投资控制在批准的概算内,已成为我们每个造价管理人员的主要任务。
全过程控制是一个动态控制过程,它贯穿于项目的全过程,即项目的决策阶段、项目设计阶段、项目实施阶段、项目竣工结算阶段。
工程全过程控制,就是要合理确定和有效控制工程造价,其目的不仅在于把项目投资控制在批准的概算之内,更在于合理使用人力、物力、财力,提高项目投资效益。
这是工程造价全过程控制的最终目的。
关键词:建筑工程工程造价有效控制造价。
一、决策阶段工程造价的控制过去工程造价控制的重点一直在项目的实施阶段,而实践证明项目的投资决策和初步设计阶段对投资的影响程度最大,而过去所着重的施工阶段对投资的影响只有10%左右。
因此,工程建设的决策阶段和设计阶段是决定工程造价的关键阶段,项目建设地点和标准水平的确定,工艺、设备、方案一经确定,直接影响项目后期各个建设阶段工程造价是否合理、科学的问题。
1、投资估算是项目决策阶段的重点投资估算是一个项目投资决策阶段的主要内容,它也是项目建议书和可行性研究报告的组成部分。
建设单位委托咨询单位编制可行性研究报告,并编制投资估算,该投资估算经审批后将作为此项目工程造价的最高限额。
投资估算对项目的决策成败具有十分重要的意义,投资估算应考虑充分、合理,尽可能的做到完全、合理、准确。
2、投资估算方案优化是决策阶段控制工程造价的关键目前在项目建议书阶段,通常由建设单位提出投资估算。
由于建设单位经常无专业投资估算和造价人员,缺乏对工艺流程和工程方案研究,同时本阶段工程量不明确,有的建设单位为了所报项目能被批准,在投资估算时有意低估,致使本阶段的投资估算准确性较差。
工程专业咨询人员应同设计人员密切配合,做好基础资料的收集、市场研究,用动态分析方法进行多方案技术经济比较,在降低工程造价上下功夫。
加热炉温度控制系统
08级自动化2班李梦
学号:20081523209
摘要
加热炉在工业生产中是非常重要的换热设备,在炉膛内将燃料燃烧释放的热量通过热辐射方式传递给被加热的工艺介质。
加热炉控制的主要任务就是保证工艺介质最终温度达到并维持在工艺要求范围内,由于其具有强耦合、大滞后等特性,控制起来非常复杂。
同时,近年来能源的节约、回收和合理利用日益受到关注。
加热炉是冶金、炼油等生产部门的典型热工设备,能耗很大。
因此,在设计加热炉控制系统时,在满足工艺要求的前提下,节能也是一个重要质量指标,要保证加热炉的热效率最高,经济效益最大。
另外,为了更好地保护环境,在设计加热炉控制系统时,还要保证燃料充分燃烧,使燃烧产生的有害气体最少,达到减排的目的。
加热炉简介
1、加热炉分类
在冶金工业中,加热炉习惯上是指把金属加热到轧制成锻造温度的工业炉,包括有连续加热炉和室式加热炉等。
金属热处理用的加热炉另称为热处理炉。
初轧前加热钢锭或使钢锭内部温度均匀的炉子称为均热炉。
广义而言,加热炉也包括均热炉和热处理炉。
2、加热炉的结构
按炉温分布,炉膛沿长度方向分为预热段、加热段和均热段;进料端炉温较低为预热段,其作用在于利用炉气热量,以提高炉子的热效率。
加热段为主要供热段,炉气温度较高,以利于实现快速加热。
均热段位于出料端,炉气温度与金属料温度差别很小,保证出炉料坯的断面温度均匀。
用于加热小断面料坯的炉子只有预热段和加热段。
习惯上还按炉内安装烧嘴的供热带划分炉段,依供热带的数目把炉子称为一段式、二段式,以至五段式、六段式等。
3、加热炉工作方式
在锻造和轧制生产中,钢坯一般在完全燃烧火焰的氧化气氛中加热。
采用不完全燃烧的还原性火焰(即“自身保护气氛”)来直接加热金属,可以达到无氧化或少氧化的目的。
这种加热方式称为明火式或敞焰式无氧化加热,成功地应用于转底式加热炉和室式加热炉。
4、加热炉节能方式
加热炉对钢锭进行加热时的温度高,烟气带走了大量的高温热量,造成白白浪费,热利用率较低,如果使用蜂窝陶瓷蓄热体可以达到余热回收的目的,但一次性投入大,切换机构多,维修成本高;另外在切换过程中也带走了相当多被烧嘴吹出但未燃烧的燃气,造成能源严重流失。
而使用换热器则可弥补蜂窝陶瓷这方面的不足,且投资少、无切换机构、免维修。
控制系统的设计思想
串级控制系统采用两套检测变送器和两个调节器,前一个调节器的输出作为后一个调节器的设定,后一个调节器的输出送往调节阀。
前一个调节器称为主调节器,它所检测和控制的变量称主变量(主被控参数),即工艺控制指标;后一个调节器称为副调节器,它所检测和控制的变量称副变量(副被控参数),是为了稳定主变量而引入的辅助变量。
整个系统包括两个控制回路,主回路和副回路。
副回路由副变量检测变送、副调节器、调节阀和副过程构成;主回路由主变量检测变送、主调节器、副调节器、调节阀、副过程和主过程构成。
控制系统的设计方案
一、加热炉控制系统的基本组成
1、炉膛压力自动控制
炉膛压力直接影响钢坯的加热质量、炉温分布、燃料消耗及炉体寿命。
一般加热炉控制炉膛为微正压状态,以使炉子既不吸入冷空气,炉气也不外溢。
炉膛压力控制是靠控制器升降烟道闸板,即改变烟囱抽力来实现的,系统串入阻尼器以提高其稳定性,又由于炉膛压力数值小,故取压管用较粗的管子,且从取压装直至变送器之间的导压管设置了补偿导管。
有些加热炉在烟道中设置两组调节翻版,其中一组有比值设定器,可根据数值来调节比值,保证烟道内气流均匀。
2、热风温度自动控制系统
采用控制放风量的方法以保持热风温度在以最大限制范围内。
系统还设有废气温度控制系统,他用热电偶测量废气温度,通过控制器动作冷风阀向烟囱里加入冷风以保证废气温度不高于换热器允许温度,和防止烧坏炉子设备。
3、燃料、空气流量比例自动控制
在加热炉操作中,保证燃烧在最佳空燃比条件下进行是必不可少的,空燃比过高使钢坯表面氧化,损失增加,空燃比过低,燃料不完全燃烧,产生黑烟,浪费燃料和污染环境。
燃烧控制有三种方式:一是并列方式。
即温度变化时,同时改变燃料和空气流量,这种方式能防止温度变化时产生的黑烟;二是燃料先行方式,这种方式当燃料控制回路出现扰动时,空气能随动修正,防止黑烟的产生,但当温度低时,控制的瞬间燃料增加,空气尚代跟上时,这将产生黑烟;三是空气先行方式。
这种方式则刚好相反。
目前使用性能最佳的是交叉限制式串级燃烧控制系统。
其特点是利用最大、最小值选择器,当炉温低于设定值时,使系统为空气先行方式,而炉温高于设定值则为燃料先行方式,他可有效防止黑烟的产生。
二、设计方案
1、燃料控制系统流程
以炉内温度为主被控对象,燃料油流量为副被控对象的串级控制系统。
该控制系统的副回路由燃料油流量控制回路组成,因
此,当扰动来自燃料油上游侧的压力波动时,因扰动进入副回路,所以,能迅速克服该扰动的影响。
由于炉内温度的控制不是单一因素所能实现的,所以,还要对空气的流量进行控制。
空气的控制直接影响炉内燃烧的状况,不仅影响炉温,还直接影响了能源的利用率和环境的污染。
所以,对空气的控制很有必要,其原理和燃料控制相同
调节规律的确定
在串级控制系统中,主,副调节器起的作用不同。
主调节器起定值控制作用,副调节器起随动控制作用,这是选择调节器规律的基本出发点。
主被控参数是工艺操作的主要指标,允许波动范围很小,一般要求无静差。
又由于温度的控制有明显的滞后性,因此,主调节器应选PID调节规律。
副被控参数的设置是为了克服主要干扰对主参数的影响,因而可以允许在一定范围的变化,并允许有静差。
为此,副调节器选择P调节规律。
主、副调节器正、反作用方式的确定
在串级控制系统中,主、副调节器正、反作用方式的选择原则是使整个系统构成负反馈。
串级控制系统中,主、副调节器的正反作用的选择方法是:首先根据工艺要求决定调节阀的气开、气关形式,并决定副调节器的正反作用;然后再依据主副过程的正、反形式最终确定主调节器的正、反作用方式
由前文得,从生产工艺安全出发,燃料油调节阀选用气开式,即一旦出现故障或气源断气,调节阀应完全关闭,切断燃料油进入加热炉,确保设备安全为了保证。
调节阀按其工作能源形式可分为气动、电动和液动三类。
气动调节阀用压缩空气作为工作能源,主要特点是能在易燃易爆环境中工作,广泛地应用于化工、炼油等生产过程中;电动调节阀用电源工作,其特点是能源取用方便,信号传递迅速,但难以在易燃易爆环境中工作;液动调节阀用液压推动,推力很大,一般生产过程中很少使用。
故本设计采用了气动调节阀,且为气开形式。
炼钢过程控制系统从最初的建立投入到目前,经过了近7年的发展,从原来的简单数据收集,到现在的模型大量应用于生产;通过各种系统功,能的不断完善促进了钢厂相关部门管理能力的提,升设备控制精度得到稳步提高,炼钢过程控制系统在迅猛的发展,技术创新,是炼钢过程控制系统发展的推动力。
通过这次设计,我对过程控制系统在工业中的运用有了深入的认识,对过程控制系统设计步骤、思路、有一定的了解与认识。
我学到了控制系统的设计方法和步骤,拓展了知识面,了解了工业工程中控制系统起到的重要作用。