常用汽车覆盖件模具材料大全
- 格式:xls
- 大小:18.00 KB
- 文档页数:2
毕业论文论文题目:汽车覆盖件模具的加工汽车覆盖件模具的加工摘要本文综述了汽车覆盖件模具的加工工艺过程。
介绍了覆盖件模具的加工特点,以及加工过程中加工工艺的选择;通过分析一个拉延件模具的加工全过程,加深了对刀具的选择、以及在加工过程中遇到问题和解决问题的意识。
讨论了加工过程中加工方法的选择,通过对上述的总结得到了以下一些经验:1.加工方法要选择合理;2.刀具要选择正确;3.加工时一定要采用大刀开粗、小刀清根、大刀光刀、小刀光刀的加工原则;4.操作机床过程中不能大意,遇到问题了更不能紧X、急噪,要清醒、冷静的去对待问题、解决问题。
关键词:覆盖件;模具加工;加工方法;加工工艺;刀具选择目录第一章汽车覆盖件及其模具的概述1.汽车覆盖件的定义和分类 (1)2.覆盖件的特点及其模具的加工要求 (1)3.覆盖件模具数控加工特点 (2)第二章汽车覆盖件模具的加工工艺第一节刀具及加工参数的选择原则 (3)第二节汽车覆盖件模具的加工工艺 (3)1.粗加工 (4)2.半精加工和精加工 (5)3.清根加工 (5)4.后处理 (6)5.对加工程序的验证 (6)6.数控加工NC代码的生成 (6)第三章加工实例第一节模具 UG/CAD 建模 (7)第二节模具数控加工与编程 (9)1.坐标系的确定 (9)2.刀具选择 (9)3.粗加工 (9)4.做底面加工的基准面 (9)5.底面加工 (10)6.正面结构面加工 (10)7.清根加工 (11)第三节加工过程中出现的主要问题及解决方法 (11)1.加工过程中出现的问题 (11)2.改善刀具的加工角度的两种方法 (11)致谢 (13)参考文献 (14)第一章汽车覆盖件及其模具的概述一.汽车覆盖件的定义和分类汽车覆盖件是指构成汽车车身或驾驶室、覆盖发动机和底盘的薄金属板料制成的异形体表面和内部零件。
覆盖件组装后构成了车身或驾驶室的全部外部和内部形状,它既是外观装饰性的零件,又是封闭薄壳状的受力零件。
第2章 汽车覆盖件材料及性能【学习目标】1. 掌握冲压成形工艺对汽车覆盖件材料的要求。
2. 掌握常用汽车覆盖件的材料。
3. 了解汽车覆盖件材料成形性能及其试验方法。
4. 了解焊接工艺对汽车覆盖件材料的要求。
2.1 汽车覆盖件材料的基本要求汽车上所用的材料极其繁多,包括金属材料和非金属材料等,并且时时都在推陈出新。
随着各种材料和新品种的不断出现,车身材料正在不断地发生变化。
2.1.1 冲压加工对覆盖件材料的要求由于车身覆盖件形状复杂且不对称,拉深过程中的应力、变形很不均匀,而且多数情况要求工件一次拉深成形,材料需要承受很大的应力,产生最大限度的塑性变形,因此它对深拉深钢板的冲压性能提出了很高要求。
影响深拉深钢板冲压性能的因素很多,钢板的表面质量、厚度变化、化学成分、力学性能、工艺性能和金相组织都直接或间接地影响其冲压性能。
覆盖件的冲压加工对原材料提出了下列要求:(1)深拉深钢板含碳量应为0.06%~0.09%;凡与铁能形成固溶体的元素,如硅(W Si ≤0.03%)、磷(W P≤0.06%),均应保持在最低允许含量内,因为它们使铁素体变硬、变脆;另外,硫的含量也应力求减少到最小(W S≤0.05%),因为它和锰与铁呈脆性的化合物存在。
(2)晶粒大小及其均匀度对材料的塑性和冲压件的质量有很大影响。
均匀而细小的晶粒组织有较好的塑性,便于拉深成形,冲压件的表面质量也光滑美观;晶粒粗大,虽然容易变形,但容易使工件表面产生麻点和橘皮状;晶粒过细,由于难于变形而使工件产生裂纹,并且回弹也大,影响工件精度。
具有良好的拉深性能的钢板,其晶粒度级别应为6~7级,并要求晶粒大小均匀。
(3)钢板中珠光体的形状对冲压性能也有较大的影响。
球状比片状珠光体更有利于拉深。
游离渗碳体性质硬且脆,当它沿铁素体晶界分布时,拉深易产生裂纹,深拉深钢板组织中游离渗碳体应限制在1~2级。
非金属夹杂物,尤以条状、方块状连续分布时,对拉深十分不利。
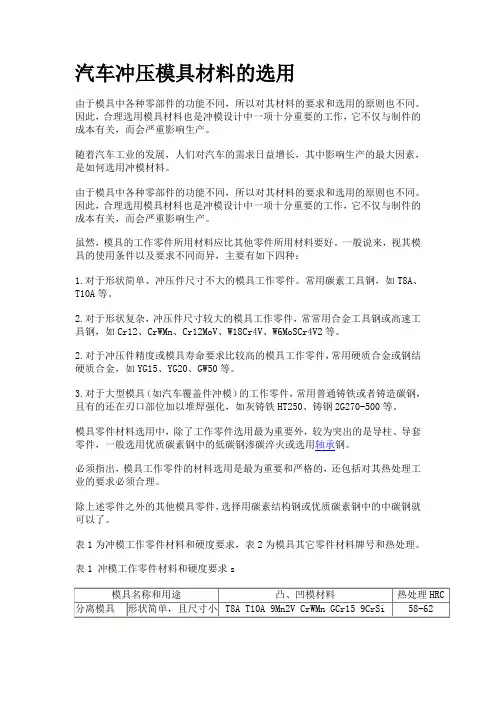
汽车冲压模具材料的选用由于模具中各种零部件的功能不同,所以对其材料的要求和选用的原则也不同。
因此,合理选用模具材料也是冲模设计中一项十分重要的工作,它不仅与制件的成本有关,而会严重影响生产。
随着汽车工业的发展,人们对汽车的需求日益增长,其中影响生产的最大因素,是如何选用冲模材料。
由于模具中各种零部件的功能不同,所以对其材料的要求和选用的原则也不同。
因此,合理选用模具材料也是冲模设计中一项十分重要的工作,它不仅与制件的成本有关,而会严重影响生产。
虽然,模具的工作零件所用材料应比其他零件所用材料要好。
一般说来,视其模具的使用条件以及要求不同而异,主要有如下四种:1.对于形状简单、冲压件尺寸不大的模具工作零件。
常用碳素工具钢,如T8A、T10A等。
2.对于形状复杂,冲压件尺寸较大的模具工作零件,常常用合金工具钢或高速工具钢,如Cr12、CrWMn、Cr12MoV、W18Cr4V、W6MoSCr4V2等。
2.对于冲压件精度或模具寿命要求比较高的模具工作零件,常用硬质合金或钢结硬质合金,如YG15、YG20、GW50等。
3.对于大型模具(如汽车覆盖件冲模)的工作零件,常用普通铸铁或者铸造碳钢,且有的还在刃口部位加以堆焊强化,如灰铸铁HT250、铸钢2G270-500等。
模具零件材料选用中,除了工作零件选用最为重要外,较为突出的是导柱、导套零件,一般选用优质碳素钢中的低碳钢渗碳淬火或选用轴承钢。
必须指出,模具工作零件的材料选用是最为重要和严格的,还包括对其热处理工业的要求必须合理。
除上述零件之外的其他模具零件,选择用碳素结构钢或优质碳素钢中的中碳钢就可以了。
表1为冲模工作零件材料和硬度要求,表2为模具其它零件材料牌号和热处理。
表1 冲模工作零件材料和硬度要求s注:同一副模具凸、凹模热处理硬度有一个合理匹配问题,一般凹模比冲头的硬度高2度左右表2 冲模其他零件材料牌号和热处理大型拉深件、汽车覆盖件的拉深模具材料可以选用合金铸铁或高强度球墨铸铁。

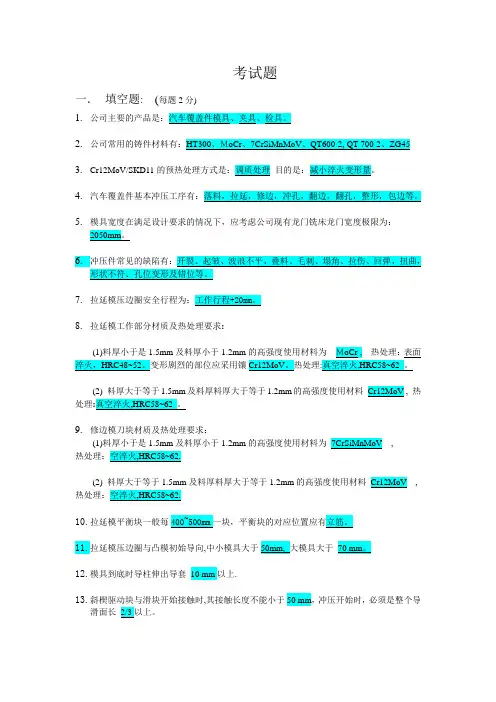
考试题一.填空题: (每题2分)1.2.3.Cr12MoV/SKD114.5.6.冲压件常见的缺陷有:开裂、起皱、波浪不平、叠料、毛刺、塌角、拉伤、回弹、扭曲,形状不符、孔位变形及错位等。
7.8.拉延模工作部分材质及热处理要求:及料厚小于1.2mm1.2mm的高强度使用材料热处理9.修边模刀块材质及热处理要求:(1) 1.2mm的高强度使用材料为,(2) 及料厚料厚大于等于1.2mm的高强度使用材料,10.拉延模平衡块一般每11.拉延模压边圈与凸模初始导向,中小模具大于12.模具到底时导柱伸出导套10 mm以上.13.,其接触长度不能小于50 mm,冲压开始时,必须是整个导滑面长14.斜楔滑块导向部分长度L与滑块宽B的比为:L/B大于1/3。
15.当模具有导板和导柱导套导向时, 导板有效接20 mm以上时, 导柱导套才开始工作,16.模具存放时导板有效接触30mm左右, 导柱入导套效接接触不超过20mm。
17.18.加工时应预留装夹用的19.20.)高宽比修边,翻边镶块(钢件)高宽比21.22.23.如果孔的大小为Φ13±0.1,位置度公差要求为,那么检测销的大小为:Φ11.9。
24.零件与检具体的间隙一般都是留3mm间隙,如果差为通端大25.在汽车车身焊接过程中,比较常用的焊接方式有哪两种:二氧化碳气体保护焊和电阻焊(点焊)。
26.夹具气路图中的气源处理元件一般为三联件,他的作用是:调节气压,控制气缸的夹紧速度。
二.问答题:1.冲压工艺设计时要注意的重要方面?(7分) P120成形难度分析冲压方向的确定送料方向的确定工序间的定位拉深毛坯形状修边废料的分块成双冲压复合工序冲模联合安装2.工艺补充的设计原则?(7) P89内孔封补充原则简化拉深件结构形状原则保证良好的塑性变形条件外工艺补充部分尽量小对后工序有利原则3.冲压方向确定的原则?(5) P82保证凸模能全部进入凹模,不应有负角,拉伸件的全部空间形状尽量一次成形出来。

第4章顶盖前横梁修边冲孔模思考题参考答案1.汽车覆盖件修边冲孔模修边凸模、修边凹模一般使用什么材料?热处理方面有什么要求?答:修边凸模所用材料一般为铸造空冷钢(7CrSiMnMoV)或Cr12MoV,在覆盖件料厚不大于1.5 mm且不是高强度钢的情况下,其修边凸模用铸造空冷钢(7CrSiMnMoV),反之,多使用Cr12MoV。
前者刃口火焰热处理HRC53~58,后者刃口真空热处理HRC58~62。
2.试画出两种典型汽车覆盖件修边冲孔模废料刀结构图答:当废料形状型面是平直形状时采用图a结构,反之则多用b结构a)废料形状简单时 b)废料形状复杂时图4-17 废料刀结构3.汽车覆盖件修边冲孔模工作到底时,凹模型面线与凸模型面线、废料刀有何关系?请画出三者关系示意图。
答:不大于1.5 mm的工件,凹模型面线低于凸模型面线8mm。
凹模型面线与凸模型面线、废料刀关系示意图4.大型汽车覆盖件修边冲孔模压料板如何进行限位?安全限位的行程和工作限位的行程相差多少?答:对于汽车覆盖件修边冲孔模,应使用侧销来限位,常用的是4个工作限位用侧销和两个安全侧销。
安全限位比工作限位行程大15 mm或20 mm。
5.一个规格为SWM 50-200的中载弹簧压缩50 mm能产生多大的力?一个规格为SWL 50-200的轻载弹簧压缩50 mm能产生多大的力?答:7.8*50=390 kgf6.说出几种覆盖件修边冲孔模中非标凸模的固定方式。
答:非标冲头的类型7.说出带肩凸模A-PHDL 16-90-P13.0-W8.2的各外形尺寸。
答:固定部分直径为16 mm,凸模长度为16 mm,刃口为长的(19 mm),刃口尺寸为13.0 mm*8.2 mm(长方形),材料为粉末高速钢。
8.按凸模标准画出下列凸模外形:A-SPEL 20-90-P18.1-W8.4;SHDL 25-90-P18.8-W10.1;SPAS 16-80-P14.1;SPAL 10-90-P7.1.答:参看图4-68 三住标准带肩凸模和表4-21。
汽车内饰常用表皮材料随着汽车在安全和环保方面的发展,人们对汽车饰件在安全性及环保性方面的要求也越来越高。
以汽车仪表板来说,一个好的仪表板不仅要有设计新颖美观的外形,舒适的手感,而且还需具有优良的高低温性能及优良的散发特性。
鉴于此,对仪表板表皮制造的材料及工艺就提出了更高的要求。
以下以仪表板为例对内饰常用的表皮材料及成型工艺进行介绍。
1.搪塑成型工艺表皮搪塑工艺是对带皮纹的搪塑模具背面或整体进行加热,模具和搪塑粉末的粉箱对接后旋转或一边加热一边旋转,粉箱中的塑料粉体自然落入模具中熔化,热模表面上就会形成一个形状与模具一致的带皮纹的表皮,然后取下粉箱,对模具进行冷却后人工取下得到的表皮。
搪塑工艺是当前一项成熟并使用广泛的成型工艺,其加工成型工艺简单,是目前应用最广的工艺。
目前,搪塑模可采用的皮纹也越来越广,如缝纫线( Stitch line),主要材料有PVC、TPO、TPU粉料,但由于其传统的冷却方式为水冷却,因此造成了模具使用寿命较短,搪塑模成本很高,目前随着加工设备的改进,采用了空气冷却的冷却方式,搪塑模的使用寿命已经得到很大的提高。
1)PVC材料PVC材料具有良好的手感、花纹成型性,以及耐热、耐光老化、防起雾等性能,而且PVC 材料价格便宜,因此,目前PVC占据了搪塑成型工艺的绝大部分市场。
但由于PVC在抗老化性、增塑剂迁移等方面存在问题,并且PVC材料的玻璃化温度较高,材料在低温环境下发脆易造成无缝气囊仪表板在低温(-35℃)状态爆破时,气囊区域PVC表皮碎裂而飞出,对乘客产生安全隐患。
因此,出于安全及环保原因,PVC搪塑的占有率正逐渐下降,目前世界市场上正在开发PVC的替代材料,如玻璃化温度低且环保的搪塑材料TPU、TPO搪塑粉料。
2)热塑性聚氨酯TPU热塑性聚氨酯TPU是一种热塑性弹性体,它结合了橡胶的物理和力学性能,具有优良热塑性及工艺加工性,是PVC材料的一种理想的环保型替代材料,TPU具有以下优点:(1)TPU是一种环保型的材料,可回收循环使用。
塑胶模具常用钢材介绍(一)C45W中炭钢美国标准编号:AISI1050~1055;日本标准编号:S50C~S55C德国标准编号:1.1730。
中炭钢或45#钢香港称为王牌钢,此钢材的硬度为:HB170~HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材。
(二)40CrMnMo7预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISIP20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC~400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB一胜百牌,瑞典产的有两种不同硬度,718SHB290~HB330(330~340HRC)、718HHB330~HB370(340~380HRC)。
大同钢厂,日本产:NAK80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK80做定模镶件,NAK55做动模镶件,要留意NAK55不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code为40CrMNMoS8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
这是汽车零件的覆盖件模具,主要用于冲压出汽车的成型产品(精选文档)(文档可以直接使用,也可根据实际需要修改使用,可编辑欢迎下载)这是汽车零件的覆盖件模具,主要用于冲压出汽车的成型产品。
以下是此模具的工序及加工清单:零件名称汽车零件的覆盖件模具程序员签收者上机时间下机时间预计工时实际工时毛胚尺寸X Y Z零件材质工装位置加工提示序号程式名称使用刀具加工方式测试粗铣半精精铣清角2D余量操作员备注1SD32φ32球刀√0.5 2DGKC32φ32球刀√0.8 3QJ25 φ25球刀√0 4JX25 φ25球刀√0 5QJ20 φ20球刀√-0.1第三章注射模成型零件的设计3-1 概念(↑背会)构成模具型腔部分的零件叫成型零件(包括凹模和凸模),成型零件在港资厂又叫内模镶件(包括前模镶件和后模镶件),在台资厂又叫模仁(包括母模仁和公模仁)。
3-2 成型零件设计的一般步骤:(↑背会)3-2-1 确定分模线(Parting Line): 在有的厂又叫“帕拉线”分模线就是将制品分为前模和后模二部分的分界线.分模线向模仁四周延拓就得到分模面.模具中,能够取出制品或水口的可分离的接触面,叫分模面(或分型面).3-2-2 确定分模面的一般原则:(共七点,这些是重点,要记住)➢1、有利于脱模:(1)开模后胶件要留在有顶出机构的一侧,通常为动模上;(2)有利于侧面分型:使抽芯距离最短。
➢2、便于加工:能平面分模不斜面分模,能斜面分模不曲面分模。
➢3、有利于保证塑件精度。
➢4、便于嵌件安装。
(普通话读“qian”,行话“kan”)➢5、保证外观质量。
➢6、分模面不得有尖角。
➢7、斜面分模或曲面分模时,分模面要定位。
费(Fit)模即合模 脱模斜度不包括在公差范围内Center Line=中心线Parting Line=分模线非圆孔能靠破不擦破;能大角度擦破不小角度擦破。
圆孔(或圆形的胶位)要插穿,插穿方向可由情况而定。
当孔的直径大于其深度5倍以上时,要碰穿。