机械制造装备设计方法.
- 格式:ppt
- 大小:534.00 KB
- 文档页数:38
模拟试题一:
一、 填空题:(每空2分,总计24分)。
1. 机床的总体方案拟定包括( )、( )、( )、( )。
答: 掌握机床的设计依据、工艺分析、总体布局、确定主要的技术参数。
2. 机床的主要技术参数包括( )、( )、( )、( )。
答:主参数、尺寸参数、运动参数和动力参数。
3. 针对不同工艺要求,钻削夹具可采用( )、( )、( )、( )等钻套。 答:固定钻套、可换钻套、快换钻套、特殊钻套。
二、名词解释(每小题4分,共12分)
1. 夹具对定装置
答:能实现夹具在机床上定位、固定,即确保夹具相对机床主轴(或刀具)、机床运动导轨有准确的位置和方向的装置。
2. 机床生产率
答:机床的生产率是指机床在单位时间内所能加工的工件数量。
3. 计算转速
答:能传递全部功率的最低转速。
三、机床变速传动系统中,为什么要有传动比限制,各变速组的变速范围是否一定在限制的范围内,为什么?(13分)
答:为避免从动齿轮尺寸过大而增大箱体的径向尺寸,一般限制降速最小传动比≥1/4;为避免过大传动误差,减少振动噪声,一般限制直齿圆柱齿轮的最大升速比≤2,斜齿圆柱齿轮的最大升速比≤2.5。因此,各变速组的变速范围相应受到限制:R=8—10。
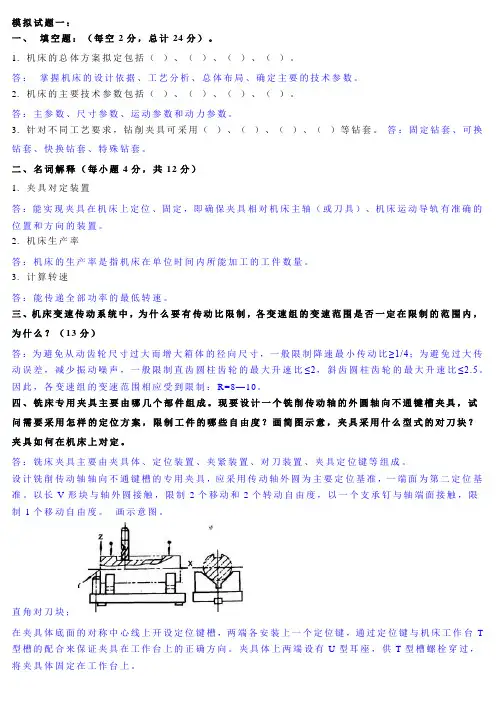
四、铣床专用夹具主要由哪几个部件组成。现要设计一个铣削传动轴的外圆轴向不通键槽夹具,试问需要采用怎样的定位方案,限制工件的哪些自由度?画简图示意,夹具采用什么型式的对刀块?夹具如何在机床上对定。
答:铣床夹具主要由夹具体、定位装置、夹紧装置、对刀装置、夹具定位键等组成。
设计铣削传动轴轴向不通键槽的专用夹具,应采用传动轴外圆为主要定位基准,一端面为第二定位基准。以长V形块与轴外圆接触,限制2个移动和2个转动自由度,以一个支承钉与轴端面接触,限制1个移动自由度。 画示意图。
直角对刀块;
在夹具体底面的对称中心线上开设定位键槽,两端各安装上一个定位键,通过定位键与机床工作台T型槽的配合来保证夹具在工作台上的正确方向。夹具体上两端设有U型耳座,供T型槽螺栓穿过,将夹具体固定在工作台上。 五、已知某机床的主轴转速为n=118~1320r/min,转速级数Z=8,电动机转速nm=1440r/min。试根据机床主传动系统的设计原则,完成:

西南科技大学 机械制造装备设计实践论文
专业: 机械制造及自动化
题目:如何做一名合格的机械制造装备设计者
学院: 绵阳职业技术学院
姓名:苏加伍
指导老师:
实践要求:基本概念,过程,熟悉软件,
实践目标:我们怎么做合格设计者
前言
在大学我学习了4年的机械相关的课程,对于机械的相关知识有比较深入的了解,对于一些机械方面的设计业有一定的了解,通过自己的了解和网上收索一些机械设计相关的注意上事项,对于如何做一个合格的机械设计师有一定的见解和看法。想做一个成功的]机械设计人员,其实这个不简单。我认为主要是要注意以下六点就基本上可以当一个合格的机械设计工。 要求:1、机械设计的基本概念必须掌握,当然在学校里面已经学习了这些内容,如机械原理,机械设计等,至少三维视图应该练到一点问题都没有。
2、必须的设计软件,目前比较流行的设计软件有:Solidworks,Pro/e,UG, Catia。在这里我想对这个议题多说几句,你没有必要每个软件都去同时学,因为三维建模的思想都是一样的,你必须从二维的建模思想向三维建模的思想去转变,毕竟三维建模是以后的发展趋势,它在检查设计缺陷,失误等方面是AutoCAD不能比拟的,当然我们是做机械设计师,设计能力是我们需要掌握的核心,直观的形象更易于我们去设计比较新颖的结构和造型。有些人可能对三维建模不屑一顾,说这么建出来又不能直接加工,起展示一下的作用。其实在欧洲一些国家很多制造工厂能直接加工用三维软件制作的产品,当然塑料件是不再话下,我说的是金属的产品。但目前在国内的企业,二维的尺寸标注,公差配合,技术要求等方面的知识也不能疏忽,它们是保证产品能否准确加工制造出来的关键。

什么是车削中心的C轴功能?
通过位置控制使主轴在不同角度上定位。C轴就是旋转主轴 它有分度的功能 在车削中心上可以多轴联动(可铣)
还可以结合动力头进行分度钻孔 铣方 还有很多
什么叫工序自动化? 在一个工序中,如果所有的基本动作都机械化了,并且使若干辅助动作也自动化了,而工人所做的工作只是对这一工序作总的操作和监督。
为什么说加工设备的自动化是实现零件加工自动化的基础? ①加工设备是机械制造的基本生产手段和主要组成单元。②单台机床或加工设备的自动化,能满足零件加工过程中某个或几个工序的加工半自动化和自动化的需要,为多机床管理创造了条件,是建立自动生产线和过渡到全盘自动化的必要前提。
一般地柔性自动线由哪三个部分构成 ? ①数控机床、专用机床和组合机床;②托板(工件)输送系统;③控制系统。
常用的自动换刀装置有哪几种形式?①回转刀架;②主轴和刀库合为一体的自动换刀装置;③主轴和刀库分离的自动换刀装置
什么叫工艺过程自动化?一个工艺过程通常包括着若干个工序,如果不仅每一个工序都自动化了,并且把它们有机地联系起来,使得整个工艺过程都自动进行,而工人只是对这一整个工艺过程作总的操纵和监督,从而形成了某一加工工艺的自动生产线。
自动化加工设备主要有哪几类?①全(半)自动单机;②组合机床;③自动线(TL);④计算机数控机床(CNC);⑤柔性制造单元(FMC)。
在机械加工中自动化检测方法有哪两种?①产品精度检测;②工艺过程精度检测。
机械制造过程中的自动化技术主要有哪几方面?①机械加工自动化技术;②物料储运过程自动化技术;③装配自动化技术;④质量控制自动化技术。
机械加工设备中常用的控制方式有哪些?常用的控制方法有:开环控制、闭环控制、分散控制、集中控制、程序控制、数字控制、计算机控制。
机械加工的在线检测一般可分为哪三个方面?①自动检测;②机床监测;③自适应控制。

机械装配工艺
第一节 机械装配概述
一部机械产品往往由成千上万个零件组成,装配就是把加工好的零件按一定的顺序和技
术连接到一起,成为一部完整的机械产品,并且可靠地实现产品计的功能.装配处于产品
制造所必需的最后阶段,产品的质量(从产品设计,零件制造到产品装配)最终通过装配得
到保证和检验.因此,装配是决定产品质量的关键环节.研究制订合理的装配工艺,采用有BR>效的保证装配精度的装配方法,对保证很进一步提高产品质量有着十分重要的意义.
一,机械装配的基本概念
任何产品都由若干个零件组成.为保证有效地组织装配,必须将产品分解为若干个能进
行独立装配的装配单元.
零件是组成产品的最小单元,它由整块金属(或其它材料)制成.机械装配中,一般先
将零件装成套件,组件和部件,然后再装至成产品.
套件是在一个基准零件上,装上一个或若干个零件而构成,它是最小的装配单元.套件
中唯一的基准零件是为联接相关零件和确定各零件的相对位置.为套件而进行的装配称套
装.套件的主要因工艺或材料问题,分成零件制造,但在以后的装配中可作为一个零件,不
再分开.如双联齿轮.
组件是在一个基准零件上,装上若干套件及零件而构成.组件中唯一的基准零件用于联
接相关零件和套件,并确定它们的相对位置.为形成组件而进行的装配称组装.组件中可以
没有套件,即由一个基准零件加若干个零件组成,它与套件的区别在于组件在以后的装配中
可拆.如机床主轴箱中的主轴组件.
部件是在一个基准零件上,装上若干组件,套件和零件而构成.部件中唯一的基准零件
用来联接各个组件,套件和零件.并决定它们之间的相对位置.为形成部件而进行的装配称
部装.部件在产品中能完成一定的完整的功用.如机床中的主轴箱.
在一个基准零件上,装上若干部件,组件,套件和零件就成为整个产品.同样一部产品
中只有一个基准零件,作用与上述相同.为形成产品的装配称总装.如卧式车床便是以床身