花键轴加工工艺及花键滚刀设计课件(PPT 31页)
- 格式:ppt
- 大小:1.20 MB
- 文档页数:31
花键的加工方法
花键啊,那可是机械领域里非常重要的一个部件呢!它就像是机器的关节,让各个部分能够紧密又灵活地连接和运转。
要加工花键,方法可不少。
比如说滚切法,就好像是一位经验丰富的大师,用它那精湛的技艺,一点一点地塑造出完美的花键形状。
刀具在工件上滚动,就如同舞者在舞台上轻盈地跳跃,每一步都那么精准,那么恰到好处。
还有铣削法,这就像是用一把神奇的铲子,小心翼翼地挖掘出花键的轮廓。
铣刀旋转着,一点一点地把多余的材料去除,留下的就是那精致的花键。
插削法也很不错啊!它就如同一位细心的工匠,用耐心和专注,一点一点地雕琢出花键的细节。
刀具插入工件,每一次的动作都带着对完美的追求。
拉削法呢,就好像是用一股强大的力量,一下子就把花键的形状给拉出来了,干脆利落!
你想想看,如果没有这些巧妙的加工方法,那些复杂的机器设备怎么能正常运转呢?花键的加工不就像是一场精彩的表演吗?每个方法都有它独特的魅力和作用。
在实际加工中,得根据不同的需求和条件来选择合适的方法呀。
这可不是随便就能决定的事情,得经过深思熟虑呢!而且,加工过程中还得注意各种细节,就像呵护一个宝贝一样,不能有丝毫的马虎。
刀具的选择、切削参数的设置,哪一个环节出了问题都可能影响到花键的质量。
这不就跟我们做事情一样吗?要认真对待,要全力以赴!只有这样,才能加工出高质量的花键,才能让机器更好地为我们服务。
所以说啊,花键的加工真的太重要了,它是机械领域里不可或缺的一部分啊!。
花键轴加工工艺及花键滚刀设计花键轴加工工艺指的是制造花键轴时所采用的加工方法和流程。
花键轴是一种常用于传动轴的零件,它具有花键的特殊结构,在传递力矩时能够实现良好的传动效果和轴向定位。
花键轴的加工工艺一般包括以下步骤:1. 设计花键轴的零件图纸,确定花键的位置和尺寸。
根据轴的使用要求和承载能力,确定轴的材料和硬度。
2. 将轴的原材料切割成适当长度,并进行表面处理,如去除毛刺和氧化层。
3. 将轴的定位面加工成相应的形状和精度。
该步骤通常采用车床或铣床进行,以保证花键轴在组装时能够正确定位。
4. 根据设计要求,在轴上切削出花键槽。
花键槽的形状和尺寸应与配套的花键滚刀相匹配,以确保良好的传动效果。
5. 进行热处理,以提高花键轴的强度和硬度。
热处理过程包括加热、保温和冷却,根据轴材料的不同,采用的热处理方法也有所不同。
6. 进行精加工,如研磨和拉伸。
这些工艺可以进一步提高花键轴的表面光洁度和尺寸精度。
花键滚刀是用于加工花键槽的专用刀具。
它的设计应根据花键轴的尺寸、形状和加工要求进行。
花键滚刀的设计要考虑以下因素:1. 花键槽的形状和尺寸。
滚刀的刀头需要与花键槽相匹配,以确保加工出合适的花键。
2. 花键轴的材料和硬度。
滚刀的材料应具有足够的硬度和耐磨性,以保证长时间的使用寿命。
3. 滚刀的刀片数量和排列方式。
根据花键槽的尺寸和要求,确定滚刀的刀片数量和排列方式,以提高加工效率和质量。
4. 滚刀的材质和涂层。
合适的材质和涂层可以提高滚刀的切削性能和耐磨性,减少切削力和热量的产生。
在实际加工中,花键轴的加工和花键滚刀的设计是相互影响的。
合理的工艺和设计可以提高加工效率和质量,同时减少成本和资源的浪费。
因此,在进行花键轴加工之前,需要充分考虑设计要求和加工工艺的问题,以确保最终产品的性能符合要求。
续写相关内容:7. 加工表面处理。
花键轴的加工完成后,需要对其表面进行处理,以提高表面质量和耐腐蚀性。
常见的表面处理方法包括镀铬、热浸镀锌、阳极氧化等。
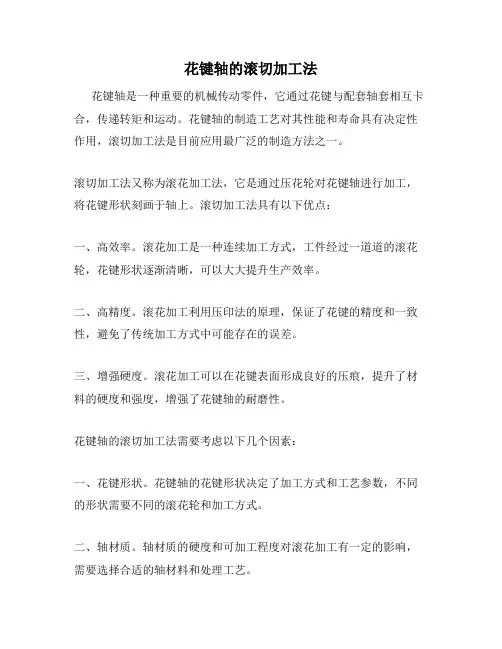
花键轴的滚切加工法
花键轴是一种重要的机械传动零件,它通过花键与配套轴套相互卡合,传递转矩和运动。
花键轴的制造工艺对其性能和寿命具有决定性作用,滚切加工法是目前应用最广泛的制造方法之一。
滚切加工法又称为滚花加工法,它是通过压花轮对花键轴进行加工,将花键形状刻画于轴上。
滚切加工法具有以下优点:
一、高效率。
滚花加工是一种连续加工方式,工件经过一道道的滚花轮,花键形状逐渐清晰,可以大大提升生产效率。
二、高精度。
滚花加工利用压印法的原理,保证了花键的精度和一致性,避免了传统加工方式中可能存在的误差。
三、增强硬度。
滚花加工可以在花键表面形成良好的压痕,提升了材料的硬度和强度,增强了花键轴的耐磨性。
花键轴的滚切加工法需要考虑以下几个因素:
一、花键形状。
花键轴的花键形状决定了加工方式和工艺参数,不同的形状需要不同的滚花轮和加工方式。
二、轴材质。
轴材质的硬度和可加工程度对滚花加工有一定的影响,需要选择合适的轴材料和处理工艺。
三、加工设备和压花轮。
滚花加工需要专用的加工设备和压花轮,不同的压花轮可以实现不同的花键形状和加工精度。
四、加工参数。
滚花加工需要对加工参数进行精细调整,包括轴的旋转速度、压花轮的压力和速度等因素。
综上所述,花键轴的滚切加工法是一种高效、高精度、高硬度的制造方法,适用于各种花键形状和轴材质。
在实际应用中,需要根据具体情况选择合适的加工工艺和设备,精细调整加工参数,以确保花键轴的质量和性能。

结合子加工工艺说明书(数控加工工艺课程设计)数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为这些行业所需装备的数字化已是现代发展的大趋势。
数控加工工艺课程设计是数控技术类专业同学在学习数控加工工艺、机械加工实训及其他有关课程之后进行的一个重要的实践性教学环节,是第一次较全面的工艺设计训练,其目的是培养学生综合运用数控加工工艺及其他有关先修课程的知识去分析和解决工程实际问题的能力,以进一步巩固、深化、扩展本课程所学到的理论知识,强化工艺设计能力。
通过数控加工工艺课程设计,同学应进一步提高识图、制图和机械设计的水平;掌握机械加工工艺设计的方法,学会查阅和运用有关专业资料、手册等工具书;培养独立思考和工作的能力,为毕业后走向社会从事相关技术工作打下良好的基础。
此次数控加工工艺设计实训,我们在对结合子零件的整个设计过程中,对零件进行工艺分析,拟定其机械加工工艺过程,选择加工过程中适合的刀具,并撰写相关设计说明书。
数控加工工艺设计课程要求我们应该像真正在工厂工作一样的严格要求自己,必须以科学务实和诚信负责的态度对待自己所做的技术决定、数据和计算结果,培养良好的工作作风。
一、数控加工工艺课程任务书1.1设计题目 (4)1.2设计任务 (4)1.3设计要求 (4)二、零件加工工艺分析2.1零件图工艺分析 (6)2.2确定毛坯 (6)2.3确定加工路线 (6)2.3.1确定走刀路线 (7)2.4确定装夹方案 (7)2.5确定加工顺序 (7)2.6刀具的选择 (8)2.7切削用量选择 (8)2.7.1加工余量 (8)2.7.2切削用量 (8)三、小结 (10)四、参考资料 (11)五、附 (11)一、数控加工工艺课程设计任务书1.1设计题目结合子零件制造工艺设计1.2设计任务选择设计指导书附录第113页结合子零件,此零件材料为45钢,为小批量生产类型,需要经过热处理,如下图1-1所示:(1)对零件进行工艺分析,拟定工艺方案,绘制零件工作图1张。
渐开线花键滚刀的设计与加工工艺任务书1.设计的主要任务及目标(1)了解渐开线花键滚刀的工作原理。
(2)掌握渐开线花键滚刀的齿形设计。
、(3)了解渐开线花键滚刀切削过程及其特点。
(4)了解渐开线花键滚刀结构参数的确定。
(5)了解渐开线花键滚刀的公差与技术要求。
(6)掌握渐开线花键滚刀的设计步骤。
(7)掌握渐开线花键滚刀加工工艺并编制加工工艺过程卡。
2.设计的基本要求和内容(1)要求了解渐开线花键滚刀的工作原理。
(2)要求基本掌握渐开线花键滚刀的齿形设计及结构设计,并能出产品图纸。
(3)要求了解渐开线花键滚刀加工工艺。
(4)根据设计的产品图,编制加工工艺过程卡。
3.主要参考文献(1)袁哲俊编《齿轮刀具设计》上、下册,新时代出版社,1983年(2)四川省机械工业局编《复杂刀具设计手册》上、下册,机械工业出版社,1979年(3)太原工具厂齿轮刀具工艺资料4.进度安排渐开线花键滚刀的设计与加工工艺摘要:本设计的题目是渐开线花键滚刀,它是齿轮滚刀的一种,与齿轮滚刀相比它的齿高较小,分度圆压力角较大,相当于一个齿数很少,螺旋角很大的斜齿轮其外貌呈蜗杆状。
渐开线花键滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮相当于一个大齿轮。
为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角,经铲齿和铲磨,形成后刀面及后角。
除了滚刀的设计,滚刀的加工工艺也是本设计任务的一部分,我需要了解滚到材料的物理化学性能以及机械加工的相关知识,进而编制出加工渐开线花键滚刀的工艺过程。
关键词:渐开线,压力角,齿轮,蜗杆,啮合,刀刃,加工工艺The design and processing technology of Involute spline hobAbstract: The topic of this design is involute spline hob, it is one of the gear hob and its depth is small compared with gear hob, dividing the circle pressure Angle is bigger, the equivalent of a few teeth, spiral Angle large helical gear worm shaped its appearance. Involute spline hob is in accordance with the helical gears meshing principle, with the generating method of gear cutting tool, the gear hob is equal to the pinion, cut gear wheel is equivalent to a big gear. In order to form the blade, in the end along the axis of the worm milling a few crumbs slot, in order to form the front and the rake Angle, the relieving and shovel grinding, knife after the formation of surface and back Angle. In addition to hob design, the processing technology of the hob is my part of the design task, I need to know to the physical and chemical properties and mechanical processing knowledge, and develop the processes of machining involute spline hob.Keywords: involute, pressure Angle, gear, worm, gear, blade, processing technology目录1前言 (1)2渐开线花键滚刀结构和齿形设计 (4)2.1滚刀的外径 (4)2.2滚刀的长度 (4)2.3滚刀的容屑槽 (4)2.4滚刀的前角 (5)2.5滚刀的分度圆直径和螺旋升角 (6)2.6阿基米德的齿形角 (7)2.7法向直廓的齿形角 (8)2.8渐开线花键滚刀的齿厚和齿高 (9)2.9滚刀的压力角和齿高 (10)3渐开线开建滚刀的设计过程 (11)3.1渐开线花键滚刀的设计步骤和计算过程 (11)3.2产品图 (19)4渐开线花键滚刀的公差与技术要求 (20)5渐开线花键滚刀加工工艺 (23)5.1零件分析 (23)5.2工艺说明 (23)5.3加工工艺编制 (23)5.3.1加工工艺过程卡 (23)5.3.2工艺装备明细表 (25)5.3.3机械加工工序卡片 (25)5.4刀具材料高速钢的应用 (25)结论 (30)参考文献 (31)致谢 (32)太原工业学院毕业设计1 前言本设计的题目是渐开线花键滚刀,即是齿轮滚刀其中特殊的一种,专用于加工渐开线花键。
一、零件的分析根据零件简图分析,该零件为花键轴,其长度与直径之比L/D<5,所以该零件为钢性主轴。
从表面加工类型看,主要加工的表面有外圆柱面、花键、键槽、螺纹,属于典型的加工表面,易加工。
该零件外圆柱面的尺寸公差和表面粗糙度有些偏高,需要磨削加工。
二、毛坯的选择1.常见的毛坯种类1.1铸件对形状较复杂的毛坯,一般可用铸造方法制造。
目前大多数铸件采用砂型铸造,对尺寸精度要求较高的小型铸件,可采用特种铸造,如永久型铸造、精密铸造、压力铸造、熔模铸造和离心铸造等。
1.2锻件锻件毛坯由于经锻造后可得到连续和均匀的金属纤维组织。
因此锻件的力学性能较好,常用于受力复杂的重要钢质零件。
其中自由锻件的精度和生产率较高,主要用于产量较大的中小型锻件。
1.3型材型材主要有板材、棒材、线材等。
常用截面形状有圆形、方形、六角形和特殊截面形状。
就其制造方法,又可分为热轧和冷拉两大类。
热轧型材尺寸较大,精度较低,用于一般的机械零件。
冷拉型材尺寸较小,精度较高,主要用于毛坯精度要求较高的中小型零件。
1.4焊接件焊接件主要用于单件小批生产和大型零件及样机试制。
其优点是制造简单、生产周期短、节省材料、减轻重量。
但其抗振性较差,变形大,需经时效处理后才能进行机械加工。
2.毛坯的材料和尺寸的选择根据工艺规程,大量生产的零件应该选择精度和生产率高的毛坯制造方法,此花键轴需要保证其力学性能,由于长度与直径之比L/D<5,为减少材料消耗和机械加工劳动量。
综合考虑锻件具有较高的综合力学性能,在硬度方面也有较高的性能。
由于经过锻造后金属内部,纤维组织沿表面均匀分布,具有较高的抗拉,抗弯及抗扭强度。
故此轴选用锻件作为毛坯。
选用模锻适用于中小型零件大批量生产且加工余量较少。
因次,选择45钢的锻件作为该零件的毛坯,适合单件小批量生产,该毛坯的尺寸为Ф40mm×180mm的45钢锻件。
三、加工方法1.常见的加工方法1.1车削车削中工件旋转,形成主切削运动。
机械制造工艺学课程设计班级: B110234姓名: 赵连保学号: B11023429前言机械制造工艺学课程设计,是以切削理论为基础、制造工艺为主线、兼顾工艺装备知识的机械制造技术基本能力的培养;是综合运用机械制造技术的基本知识、基本理论和基本技能,分析和解决实际工程问题的一个重要教学环节;是对学生运用所掌握的“机械制造技术基础”知识及相关知识的一次全面训练。
机械制造技术基础课程设计,是以机械制造工艺及工艺装备为内容进行的设计。
即以所选择的一个中等复杂程度的中小型机械零件为对象,编制其机械加工工艺规程,并对其中某一工序进行机床专用夹具设计。
机械制造工艺学课程设计是作为未来从事机械制造技术工作的一次基本训练。
通过课程设计培养学生制定零件机械加工工艺规程和分析工艺问题的能力,以及设计机床夹具的能力。
在设计过程中,我熟悉了有关标准和设计资料,学会使用有关手册和数据库。
1、能熟练运用机械制造工艺学课程中的基本理论以及在生产实践中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
2、提高结构设计能力。
学生通过夹具设计的训练,应获得根据被加工零件的加工要求,设计出高效、省力、经济合理而能保证加工质量的夹具的能力。
3、学会使用手册、图表及数据库资料。
掌握与本设计有关的各种资料的名称、出处,能够做到熟练运用。
就我个人而言,我希望能通过这次课程设计锻炼自己分析问题、解决问题的能力,为今后所从事的工作打下基础。
由于本人能力有限,设计尚有许多不足之处,可请各位老师给予批评指正。
编者于洛阳目录前言 (2)第1节零件的工艺分析 (6)1.1花键轴介绍 (6)1.2零件结构分析 (7)1.3零件的工艺分析 (7)1.3.1技术要求 (8)1.3.2零件技术要求分析 (8)第2节选择毛坯、确定毛坯尺寸、设计毛坯图 (10)2.1毛坯选择 (10)2.2毛坯的确定 (12)2.3毛坯余量确定 (12)2.4确定锻件毛坯尺寸 (13)2.5设计毛坯图 (15)2.6确定毛坯的热处理方式 (15)第三节加工方法的选择及工艺路线的制定 (16)3.1定位基准的选择 (16)3.2零件表面加工方法的选择 (17)设计感悟 (18)致谢 (19)参考文献 (20)机械制造工艺学课程设计任务书一、设计课题名称:设计“花键轴”零件的机械加工工艺规程设计二、设计要求:1、零件图一张2、毛坯图一张3、工艺过程卡一份4、工序卡若干5、设计说明书一份6、零件批量为成批或大批7、工艺过程卡中一般要求机械加工工序达到8道以上,包含的不同类型的的机械加工机床达到四种以上。
任务?花键轴的加工任务目标1、掌握花键轴加工的方法与工艺。
2、熟悉加工花键轴的常用机床,掌握其使用方法。
3、了解花键轴的检测和验收方法。
任务描述●任务内容分析花键轴的加工工艺,熟悉常用机床的使用方法及注意事项,完成花键轴的加工。
●实施条件卧式普通车床、卧式铣床、花键轴磨床、常用检测工具。
●安全提示1、所用工具应齐备、完好、安全可靠,方能开始工作;2、操作机床时应完全遵守各种机床的安全使用规则,正确穿戴好劳动保护用品,认真仔细检查机床各部件和保护装置是否完好,确定安全可靠之后,才能开机加工;加工过程中不得离开机床,应密切注意加工情况,发现机床运转不正常时,应立即停车,请机修工检查修理;工、量具应放在安全的位置,机床运转时,不准测量工件;加工工件切削量和进刀量不宜超大,以免机床过载或梗住工件造成意外事件;高速切削时,使用防护罩,防止碎屑伤人。
3、工作完毕后,应将设备和工具的电、气、水、油源断开;应清理好工作场地卫生,将工具和零件整齐地摆放在指定的位置上。
任务实施花键轴属于特种的轴类,常用于定中心的连接或传递转矩的传动中,是重要的机器零件之一。
花键按齿形可分为矩形齿、三角形齿、梯形齿和渐开线齿等多种。
加工方法主要分车、铣、磨三步。
步骤一车削一、了解车床车床主要用于加工各种回转表面。
如内外圆柱面、圆锥面、回转体成型面、环形槽、端面及螺纹,还可进行钻孔、扩孔、铰孔、滚花等加工。
常见的卧式车床主要组成部分包括:主轴箱、刀架、尾座、进给箱、溜板箱、床身等。
主要运动有:表面成形运动、进给运动及辅助运动。
图1.卧式车床外形图二、车削步骤花键轴的车削部分主要是进行外圆和端面的的加工,采用的方法如下:(一)安装工件和校正工件安装工件采用三爪自定心卡盘,采用百分表校正工件。
(二)选择车刀车外圆可用图2所示的各种车刀。
直头车刀(尖刀)的形状简单,主要用于粗车外圆;弯头车刀不但可以车外圆,还可以车端面,加工台阶轴和细长轴则常用偏刀。
一种花键轴及其加工工艺
花键轴是一种常用的机械传动元件,具有传动力矩大、传动精度高等优点,广泛应用
于各种工业领域。
本文介绍了一种花键轴及其加工工艺,该轴具有结构简单、制造成本低
等特点,适用于小型机械设备的传动。
该花键轴的结构如图所示,主要包括轴体、键槽和花键。
轴体为一个圆柱形,两端用
车床加工成两个平面,用于装配与固定机械传动零件。
轴体顶部开有一个键槽,用于固定
花键。
花键由多个等距的圆形凸台构成,相邻凸台之间形成等距的槽形凹槽,与轴体的键
槽配合使用,形成花键传动系统。
该花键轴的加工工艺包括以下几个步骤:
1. 材料准备:选择适合的材料进行加工,如碳钢、合金钢等,材料应符合机械传动
的强度、硬度和耐磨性要求。
2. 轴体加工:将圆柱形材料用车床加工成所需直径和长度的轴体,两端加工成平面,以便于与传动零件连接。
3. 键槽加工:在轴体顶部开一个浅而宽的键槽,用于固定花键,键槽的深度和宽度
应与花键的凸台大小相适应。
4. 花键加工:在花键加工设备上,将合适直径、长度和高度的材料精确加工成多个
等距圆形凸台,相邻凸台之间加工出等距的槽形凹槽。
5. 花键装配:将花键放入轴体的键槽中,确保花键的凸台和轴体的键槽配合紧密,
不出现转动和脱落。
6. 研磨处理:利用研磨设备对轴体和花键进行精细加工和抛光,使花键与齿轮、皮
带等传动零件配合紧密、运行平稳。
通过以上工艺步骤,可以制造出具有良好力学性能和尺寸精度的花键轴。
其具有结构
简单、制造成本低、传动精度高等优点,适用于各种小型机械设备的传动,如手动割草机、小型研磨机、小型农机等。