IPQC制程检验管理程序
- 格式:doc
- 大小:128.00 KB
- 文档页数:8
IPQC工作流程IPQC(In Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
(属品质保证部)1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
IPQC工作流程简单的说:工作内容包括:首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验(IPQC,in process quality contrl):目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如 4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判走,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
为了达到这一目的,过程检验中常常与使用控制图相结合。
过程检验通常有三种形式:(1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
通常在下列情况下应该进行首件检验:一,一批产品开始投产时;二,设备重新调整或工艺有重大变化时;三,轮班或操作工人变化时;四,毛坯种类或材料发生变化时。
首件检验一般采用“三检制”的办法,即操作工人实行自检,班组长或质量员进行复检,检验员进行专检。
首件检验后是否合格,最后应得到专职检验人员的认可,检验员对检验合格的首件产品,应打上规定的标记,并保持到本班或一批产品加工完了为止。
IPQC(制程控制)巡检流程,就要这么干IPQC(InPut Process Quality Control)是制程中质量控制的英文简称,也叫生产过程中的质量控制。
由于IPQC 采用的检验方式是在生产过程中的各工序之间巡回检查,所以又称为巡检。
IPQC一般采用的方式为抽检,检查内容一般分为对各工序的产品质量进行抽检、对各工序的操作人员的作业方式和方法进行检查、对控制计划中的内容进行点检。
IPQC目的产品实现的过程是一个复杂的人机交互的系统,由不同的工序构成,在这个过程中既有物流又有信息流,要想使输出满足客户要求就必须做到如下几个方面:保证输入质量机器设备稳定,有充分的能力,人员严格按标准作业与产品质量密切相关的各关键参数(CTQ)处于稳定受控状态信息准确、完整、及时,能发挥指导作用有效的工序监控机制,能及时发现过程的异常向前反馈机制使过程能及时对异常进行修正向后反馈机制能有效防止不良流失产品初末件审核,提供班次质量保证工序接口顺畅,防止资源浪费以上各方面的执行有赖于IPQC的持续努力,而正是有了以上的支持,过程才是真正意义上的保证输出质量的过程。
所以IPQC的工作实现了流程向过程的过渡,使输出不再是输入的简单相加,而是数量和质量上增值。
IPQC方法主要有以下几方面的方法:依审核清单执行过程审核——过程基本状况,不依产品而变;工序作业检查——物料、工具、辅料、方法、人员确认;首件确认检查——依产品而有别,工艺、设备、软件、参数检查;记录——真实、清楚、及时;各工序间反馈机制——及时反馈相关信息;预警机制起作用;不合格品控制——标识、隔离、区分放置、统计分析;物料投入——将正确的物料在正确的时间投入到正确的产品,并及时准确记录以方便追溯;产品标准——工艺标准、功能要求;各工序输出抽样检查——确认工序稳定,有充分能力产品合格。
IPQC制程巡检工作内容产前工作准备:根据生产计划,确定生产机型的BOM及ECN及配色方案与在线物料是否一致,确定检验规范。
IPQC制程巡检程序(IATF16949/ISO9001-2015)1.0目的规范半成品/成品制程巡检检测的项目、方法、频次、标准、不合格的处理.从而保证产品质量符合客户要求,同时通过制程巡检收集生产制程的原始记录,有效地监控制程的变化,并以此保证和推动制程的持续改善。
2.0范围:适用于我司所有之半成品和成品制程的控制。
3.0术语(定义):3.1首件检验:对每个班次刚开始时或过程发生改变后加工的第一个或前几件产品进行的检验。
3.2巡检:制程检验3.3终检:对产品在完成一道工序后,准备转入下工序或入库之前,进行的一个全面的检验。
3.3品质状态:红色盒子装不合格品;红色标签代表不合格品;绿色、蓝色盒子装合格品;绿色标签代表合格品;黄色盒子装待检品;黄色标签代表特采品。
4:权责:IPQC:负责按制程巡检作业指导书对产品进行巡回检验。
品质主管:负责制定产品检验规范和作业指导,及重大品质异常的协调与处。
PMC:负责产品的生产进度和质量问题整体统筹安排,以保证产品按期交付于客户。
生产部:负责保质保量完成生产计划任务。
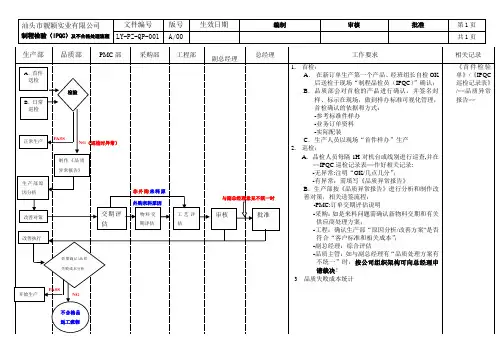
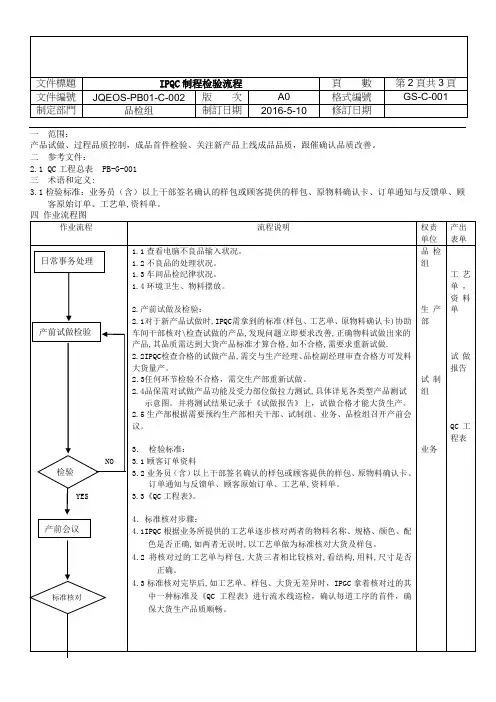
5.0作业内容:5.1客户订单5.1.1PMC部根据客户订单,转化为内部生产指令单,下达生产任务给相关生产工序部门,并随时跟进每天的生产进度和产品质量状况,以确保按期交付产品于客户。
5.2生产试作与首件送检5.2.1生产部门根据生产指令单,及时准备好工装治具/机台/生产线和相关辅料,制定生产计划控制进度,准备试产调试或改机。
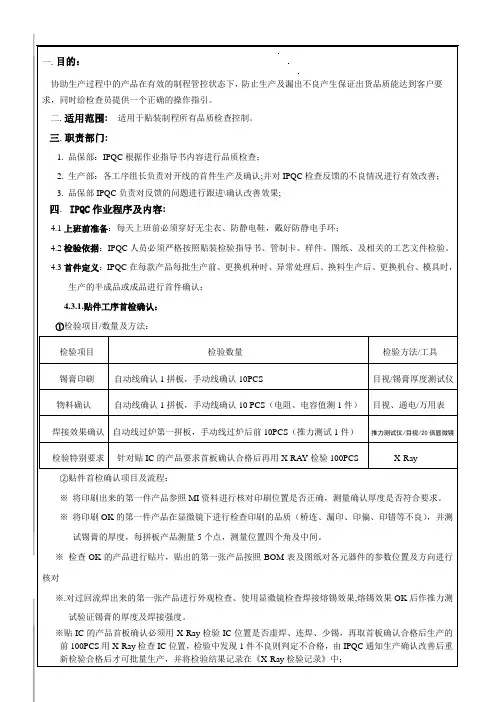
5.2.2生产根据工程图纸及客户要求等技术指标,开始试作3-5PCS,对产品外观/尺寸/同轴度/跳动度进行自主检查,检查OK后,填写好首件单,送检给品质部IPQC做首件确认检查。
5.3首件检验5.3.1IPQC收到首件单和试作样品后,根据样板/检验规范/工程图/客户要求等技术资料,对产品进行全面检查和记录。
5.3.2首件确认OK后,IPQC签核首件样板,通知生产批量生产,并且把检验的数据详细如实的记录于<首件确认记录表>上,以便后序相关质量问题的追溯。
IPQC工作流程IPQC(In Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
(属品质保证部)1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
IPQC工作流程简单的说:工作内容包括:首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验(IPQC,in process quality contrl):目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如 4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判走,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
为了达到这一目的,过程检验中常常与使用控制图相结合。
过程检验通常有三种形式:(1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
通常在下列情况下应该进行首件检验:一,一批产品开始投产时;二,设备重新调整或工艺有重大变化时;三,轮班或操作工人变化时;四,毛坯种类或材料发生变化时。
首件检验一般采用“三检制”的办法,即操作工人实行自检,班组长或质量员进行复检,检验员进行专检。
首件检验后是否合格,最后应得到专职检验人员的认可,检验员对检验合格的首件产品,应打上规定的标记,并保持到本班或一批产品加工完了为止。
IPQC(制程控制)巡检流程一、IPQC及其工作特点1.什么是IPQCIPQC就是制造过程品质控制。
IPQC一般指制程巡回检查,指在是在产品制造过程中,使用巡回的方式定时检查和确认过程参数,作业变更内容,使用的标准等是否符合要求,并记录检测状态,加以必要的控制和督促。
巡回检查:指定时的按指定的项目实施轮流检查。
制程:专指产品的制造过程。
2.IPQC工作特点当机立断处理制程异常实事求是反馈不符合事项IPQC应站在独立公正的立场上,客观的通报不符合事项:独立:即在工作过程中不受外界因素的干扰,独立开展工作。
公正:就是以制度为准绳,不偏不倚,实事求是。
客观:就是眼见为实,论事必须有证据。
彻底追踪不良事项对发生的问题要穷追不舍,直到满意解决为止。
3.IPQC作业要求一看二动三检:“一看”为勤看。
“二动”为动手检,动嘴说。
“三检”为检来料,检工艺作业,检产品。
二、首检及其注意点1.什么叫做首检?首检是指在生产前针对首件(通常是3-5 pcs)进行的检验,其目的是防止系统性风险产生批量的不良(如工艺不良,设备或工装不良,来料不良,及作业不良)。
2.首检的实施要点生产前进行的针对首件的检验。
特别针对依赖设备及工装等易产生系统性风险的工序,如涂布、激光焊等。
可能产生批量不良的工序,如制浆、涂布、激光焊、注液等。
3.首检容易出现的问题只重视产品,不重视来料及工装,工艺,结构及性能测试问题。
作首检合格却未完成首检程序,无首检报告,导致出现问题时无法追溯和分析原因。
首检不合格未立即报告。
4.首检的风险控制在首检后首批下拉的50-100pcs产品进行跟踪和复检。
对首检异常和有关部门不配合要立即逐级上报,直到问题得以解决。
在巡检中发现问题首先查首检相关记录和必要时及时进行复检。
三、巡检及其注意点1.什么是巡检巡检是指在产品首检合格后进行定时的按指定的项目实施轮流检查。
2.巡检实施要点首检必须合格,且程序完整。
巡检的重点是:新的产品,新的设备及工装,新的来料和有异常的来料(如经评审的物料),新的员工,及不稳定的过程中的变更,如生产中途修机,更换材料,变更工艺,换人,调试设备等。
IPQC(制程控制)巡检工作流程做IPQC(制程品管)的那些日子里,或许谁都经历过小小的风雨,都曾哭过、笑过、犯过错、挨过教训......今天小编分享一篇好文,我们一起梳理下IPQC的基础知识、工作要点及岗位职责,不足或失误之处,敬请列位看官提出宝贵意见。
IPQC(InPut Process Quality Control)是制程中质量控制的英文简称,也叫生产过程中的质量控制。
由于IPQC采用的检验方式是在生产过程中的各工序之间巡回检查,所以又称为巡检。
IPQC一般采用的方式为抽检,检查内容一般分为对各工序的产品质量进行抽检、对各工序的操作人员的作业方式和方法进行检查、对控制计划中的内容进行点检。
IPQC目的产品实现的过程是一个复杂的人机交互的系统,由不同的工序构成,在这个过程中既有物流又有信息流,要想使输出满足客户要求就必须做到如下几个方面:保证输入质量机器设备稳定,有充分的能力,人员严格按标准作业与产品质量密切相关的各关键参数(CTQ)处于稳定受控状态信息准确、完整、及时,能发挥指导作用有效的工序监控机制,能及时发现过程的异常向前反馈机制使过程能及时对异常进行修正向后反馈机制能有效防止不良流失产品初末件审核,提供班次质量保证工序接口顺畅,防止资源浪费以上各方面的执行有赖于IPQC的持续努力,而正是有了以上的支持,过程才是真正意义上的保证输出质量的过程。
所以IPQC的工作实现了流程向过程的过渡,使输出不再是输入的简单相加,而是数量和质量上增值。
IPQC方法主要有以下几方面的方法:依审核清单执行过程审核——过程基本状况,不依产品而变;工序作业检查——物料、工具、辅料、方法、人员确认;首件确认检查——依产品而有别,工艺、设备、软件、参数检查;记录——真实、清楚、及时;各工序间反馈机制——及时反馈相关信息;预警机制起作用;不合格品控制——标识、隔离、区分放置、统计分析;物料投入——将正确的物料在正确的时间投入到正确的产品,并及时准确记录以方便追溯;产品标准——工艺标准、功能要求;各工序输出抽样检查——确认工序稳定,有充分能力产品合格。
IPQC工作流程IPQC(In Proces s Qualit y Contro l)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
(属品质保证部)1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
IPQC工作流程简单的说:工作内容包括:首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验(IPQC,in proces s qualit y contrl):目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如 4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判走,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
为了达到这一目的,过程检验中常常与使用控制图相结合。
过程检验通常有三种形式:(1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
通常在下列情况下应该进行首件检验:一,一批产品开始投产时;二,设备重新调整或工艺有重大变化时;三,轮班或操作工人变化时;四,毛坯种类或材料发生变化时。
文件編号:DG-QA-0041.目的指导IPQC 制程检验流程。
2.适用范围适用于公司所有生产工艺各工序制程的检验。
3.职责3.1 品质部:制定检验作业指导书,及时完成制程首件/巡检和入库的检验并标识,统计检验结果并将检验结果发出给到相关部门知悉,组织,对不良物料进行评审, 向相关生产部门发出纠正预防措施及回复异常报告。
3.2 计划采购部:PMC依据业务订单信息安排《生产工单》。
3.3 仓储物流部:检验合格的物料进行入库,确认物料标签信息和入库单信息是否一致,确保数量的准确性,同时将不合格物料,统一安排报废处理。
3.4 计划采购部:参与不合格品的评估,联系供应商对制程或组装不良来料进行处理,推动供应商按要求交付合格物料。
3.5 技术服务部:参与不合格品的评估,以及针对不良品处理方案的提出,对不良进行分析真因。
3.6 生产部:参与不合格品的评估,以及针对不良品投产的特别跟进和处理,针对不良进行改善预防处理。
4.检验数量确定4.1首件检查:依据《图纸》、《SIP》以及样板对产品进行外观、结构、尺寸、功能进行检验,检查数量依据《SIP》上规定的数量。
检验结果及时准确的记录在《制程检验》报告内,首件样品签好名和《制程检验》报告放置在机台相应的位置上或产线相应的位置上, SMT首件检验需要完成《SMT 对料记录表》,对上料进行检验。
4.2 巡检检查:依据《图纸》《SIP》以及样板对量产产品进行外观、结构、尺寸、功能进行巡检,检查数量依据《SIP》上规定的数量及时准确的记录在《制程检验》。
4.3. 产品入库抽检:依据《抽样计划作业指导书》执行。
文件編号:DG-QA-0045.检验作业流程5.1 IPQC检验作业流程:文件編号:DG-QA-004 5.2 抛光QC检验作业流程:文件編号:DG-QA-004 5.3 IPQC首件完成时间规定文件編号:DG-QA-004 6.判定结果6.1若检查结果在允收范围内,则判整批合格。
IPQC制程巡回检查程序1 .目的:1.1、1、预防影响品质的变化点发生,并加以控制降低成本。
1.2、使产品之品质维持在客户要求的范围之内。
1.3、对所有加工产品品质状况作正确性的反应。
2 .适用范围:适用于全工厂内所有制程,包括造管,切断,包装及修理。
3 .权责:3.1、品保课:负责巡回稽核;3.2、制造课:负责自主检查。
4 .定义:制程巡回稽核:针对造管、切断、包装各制程,由品保人员于每日不定时所作之抽样稽核。
5 .流程:开始生产异常矫正正式生产记录存档6 .作业内容:6.1、品保人员每天四次不定时进行巡回稽核。
6.2、品保人员巡回稽核时,依《IPQC制程巡回作业指导书》及[IPQC制程巡回稽核表]作业之。
须于检验过后的产品上作标记。
并填写巡检记录表。
6.3、检验OK的,在巡检记录表上打“J”;如有不良项目,在巡检记录表上打“X”;如为可接受的缺陷,可划但应通知现场即刻改善。
6.4、[IPQC制程巡回稽核表]可视作业需求增减之。
6.5、巡回检验和重点工序质量控制点,由品保人员进行监督,发现异常立即通知操作者停止生产并向品质部门和生产部门报告。
6.6、[IPQC制程巡回稽核表]经品保主管签核后发给相关责任单位签认。
6.7^责任单位应主动加以改善。
6.8、制程中的不合格品放入红色框/篮/区,并加以标识。
6.9、制程中待确定品放入黄色框/篮/区并加以标识。
7.记录存档:7.1、品保部门每周将《IPQC制程巡回稽核表》汇总统计后,编制HPQC巡检周报表〉并送交责任单位。
责任单位要分析问题之所在,作为预防改善措施之依据。
7.2、相关品质记录由品保部负责存档。
制程检验ipqc的流程
IPQC(In-Process Quality Control,制程检验)是一种在制造
过程中进行质量控制的方法。
下面是IPQC的流程:
1. 设定检验标准:根据产品的质量要求和规范,制定检验标准和要求。
2. 制定检验计划:根据产品制造过程的关键点和重要环节,制定检验计划,确定在何时、何地以及如何进行检验。
3. 准备检验设备和工具:根据检验要求,准备相应的检验设备和工具,如测量仪器、样本容器等。
4. 进行制程检验:根据制定的检验计划,对制造过程中的关键点进行检验。
这包括对材料、工艺参数、产品外观、尺寸、功能等进行检验,确保产品符合质量要求。
5. 记录检验结果:对每次检验的结果进行记录,包括样品编号、检验时间、检验项目、具体数值等。
可以使用检验报告或记录表进行记录。
6. 分析检验结果:通过统计和分析检验结果,得出相关的制程质量指标,如不良品率、平均尺寸、正常工作频率等。
7. 制订纠正措施:对于不合格的检验结果,要及时制定纠正措施,包括调整工艺参数、修复或返工产品、采取其他措施等。
8. 跟踪改进:持续跟踪制程检验的结果和纠正措施的实施效果,不断优化制造过程和提升产品质量。
以上是IPQC的基本流程,每个公司和行业可能会有些微的差异,但整体上是一个持续不断的循环过程,以保证产品质量的稳定和优化。
制程检验ipqc的流程制程检验(In-Process Quality Control,简称IPQC)是生产过程中进行的一种质量控制方法,其主要目的是确保在生产过程中产品质量的稳定和一致性,避免不合格品的出现,减少不良品的产生。
下面是制程检验IPQC的流程:1.制定制程检验标准首先,制定制程检验标准是制程检验的基础。
制程检验标准需要针对生产产品的特点和要求,明确制造过程中各个关键节点和关键参数,以及合格和不合格的判定标准。
制定制程检验标准需要通过科学的分析和实验,确保其准确性和可靠性。
2.确定检验项目根据制程检验标准,确定需要进行的检验项目。
检验项目应包括关键节点的检验和关键参数的检验,以及其他与产品质量相关的检验项目。
同时,还需要将不同检验项目划分为不同的检验类别,以便于管理和组织。
3.制定检验方案针对每一个检验项目,制定相应的检验方案。
检验方案应包括检验方法、检验仪器设备、检验样本的选择与收集,以及检验的时间和地点等相关内容。
检验方案需要严格按照制程检验标准的要求进行制定,并进行科学性和可操作性的考虑。
4.进行检验操作按照制定的检验方案,进行检验操作。
检验操作需要按照检验方法进行,使用相应的检验仪器设备进行检验。
在检验过程中,需要严格按照检验标准进行判定,记录检验结果,并对不合格的产品进行处理。
同时,也要及时报告并反馈相关的质量问题,以便于及时进行纠正和改进。
5.分析检验结果对检验结果进行分析,并与制程检验标准进行比较。
分析检验结果的主要目的是评估制程的稳定性和一致性,发现潜在的质量问题和异常现象。
分析检验结果需要通过统计学的方法进行,以确保分析结果具有科学性和可靠性。
6.进行过程改进基于分析检验结果的结论,制定相应的过程改进措施。
过程改进措施可以包括人员培训、工艺调整、设备维护和更换等。
过程改进措施的目的是在保证生产过程的一致性和稳定性的同时,降低不合格品的产生率和提高产品质量的稳定性。
7.不断进行反馈和改进制程检验是一个持续的质量管理过程,需要不断进行反馈和改进。
IQC和ipqc的流程职责IPQC流程IPQC⼯作流程是,稽核-发现问题--通知品管⼯程师确认--找现场(制造)主管确认--发⾏异常单--现场回复改善对策--结案--追踪改善状况.职责IPQC就是制程控制,1、核对⾸件,⽣产线⽣产出的第⼀件OK产品,IPQC需根据BOM单进⾏核对,⾸件确认后⽣产线才可以正常⽣产2、制程巡检,产品的所有在制过程IPQC有权监督、跟踪、反馈问题。
在制过程包含的⽐较多,如⼯艺⽅法、作业指导、静电防护、⽣产流程、物料使⽤等。
IQC流程IQC⼯作流程:供应商送产品→仓库收料报检→IQC检验产品→判定→OK盖章⼊库/NG按照不合格作业办法进⾏处理。
职责:主要是控制公司所有的外购物料和外协加⼯物料的质量,保证不满⾜公司相关技术标准的产品不进⼊公司库房和⽣产线,确保⽣产使⽤产品都是合格品。
ISO9001质量管理体系ISO9001标准共有⼋章,前三章⼏乎没有什么实质性内容;第四章是质量管理体系,包括⽂件控制和记录控制;第五章是管理职责,包括质量⽅针⽬标、职责权限和沟通,第六章是资源管理,包括⼈⼒资源管理,基础设施管理;第七章是产品实现,包括新产品策划和采购、⽣产、服务等活动;第⼋章是测量分析和改进,包括内审、管理评审、不合格品控制等活动。
质量管理是采⽤过程⽅法,从⼈、机、料、法、环、测等⼏个⽅⾯来控制产品质量。
ISO9001质量控制既适⽤于产品⼜适⽤于服务。
ISO9001质量管理体系IQC模块来料控制1 收到物料后是否对包装上的信息标识及包装状况做检查2 针对每⼀种部品的检验是否都有作业指导书,作业指导书是否明确、清楚,版本控制及相应的创建信息3 检验规范是否包括了关键参数,尺⼨,功能外观检测,并且是否对RoHs的原材料,成品都有相应的标准规格,及检验⽅法4 检验标准或检验规范是否在⽣产前作成、检查⽅式及项⽬是否明确5 物料变更时是否有明确的检验依据6 是否有相关的流程规定来确保来料的RoHS符合性7 检查员是否按检验标准或规范进⾏检查8 是否检验标准中要求的检验项⽬均有检验记录9 IQC是否有分析测量的仪器及能⼒10 是否收集了供应商的RoHS情况声明书及第三⽅检测机构出具的监测报告,并是否定期对检测报告进⾏更新11 ⽬检条件是否满⾜,适当12 检验使⽤的样品是否经过认证和处于受控状态13 对检查员是否考核和定期的培训,是否有明确的培训计划14 对检查员是否实⾏认证制度,认定的标准是什么15 是否对进货⽬标达成状况进⾏分析16 是否按品质状况进⾏检查⽔准调整17 如有免检或委托检查,是否定义了满⾜条件,是否有相关资料证明18 对供应商提供的检验资料是否进⾏审查,是否满⾜检验标准和相应的技术规格要求19 对客户提供的物料是否进⾏检验不合格物料处理 20 不合格品是如何进⾏识别的,及其处理⽅式是否得到资格⼈审批21 是否有降低标准或让步接收物料情况,如何进⾏批准的22 对不合格批次是否有分析报告23 对分析报告中纠正和预防措施是如何跟踪的24 是否有明确的RMA流程处理客户退品客户投诉处理流程 25 对客诉问题点有否进⾏由专⼈分析或召开检讨会议.拟定有效对策并有进⾏对策导⼊确实性追踪并与客户建⽴固定沟通窗⼝?26 客诉问题点对策是否确实发落到各相关单位标准化执⾏(相关SOP&SIP&图⾯等⽂件有否修订)?27 有否统计客诉问题点之对策改善前后品质状况⽐较及进⾏检讨结案处理?28 是否有建⽴客户投诉⼀览表?环境管理体系 29 是否建⽴环境管理体系30 是否制定了环境⽅针并能保证⽅针的实施31 组织内部是否制定环境⽬标和指标的⽂件32 对环境管理⼯作的职责和权限是否有明确规定33 对于供应商的ROHS变更是否管控34 供应商的物料变理、场地变更等变更信息是否书⾯通知客户35 是否要求供应商提供材料的“物质材料宣告表”和SGS报告36 ROHS物料使⽤是否具有可追溯性。
IPQC规范与流程IPQC(InPut Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
IPQC主要工作流程:1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
3.IPQC一般是首检、巡检和抽检;是制程中巡回流动检验;生产过程检验(IPQC):一般是指对物料入仓后到成品入库前各阶段的生产活动的品质控制,即Input Process Quality Control。
而相对于该阶段的品质检验,则称为FQC(Final Quality Control)。
①过程检验的方式主要有:a. 首件自检、互检、专检相结合;b. 过程控制与抽检、巡检相结合;c. 多道工序集中检验;d. 逐道工序进行检验;e. 产品完成后检验;f. 抽样与全检相结合;②过程品质控制(IPQC):是对生产过程做巡回检验。
a. 首件检验;b. 材料核对;c. 巡检:保证合适的巡检时间和频率,严格按检验标准或作业指导书检验。
包括对产品质量、工艺规程、机器运行参数、物料摆放、标识、环境等的检验; d检验记录,应如实填写。
③过程产品品质检验:是针对产品完工后的品质验证以确定该批产品可否流入下道工序,属定点检验或验收检验。
a. 检验项目:外观、尺寸、理化特性等;b. 检验方式:一般采用抽样检验;c.不合格处理;d.记录;④依据的标准:《作业指导书》、《工序检验标准》、《过程检验和试验程序》等等。
品质检验方法1、全数检验:将送检批的产品或物料全部加以检验而不遗漏的检验方法。
适用于以下情形:①批量较小,检验简单且费用较低;②产品中如有少量的不合格,可能导致该产品产生致命性影响。
2、抽样检验:从一批产品的所有个体中抽取部分个体进行检验,并根据样本的检验结果来判断整批产品是否合格的活动,是一种典型的统计推断工作。
壹代数码科技有限公司页码共 8 页
文件编号WI-QUA-03 I P Q C巡检工作指引
发行版本A/0
IPQC巡检工作指引
IPQC inspection work guidelines
文件编号WI-QUA-03
I P Q C巡检工作指引
发行版本A/0 制作:批准:
文件编号WI-QUA-03
I P Q C巡检工作指引
发行版本A/0
一、目的:
为了使生产顺畅并提早发现不良品从而降低不良率,提高生产效率,特制定此程序。
二、适用范围:
适用于本公司所有产品的生产过程。
三、职责:
3.1责任部门:制程中之异常矫正
3.2 品保部:制程巡检
四、工作程序:
4.1巡检频率
每时段1次/每线,两小时为一时段,如遇机种切换时则以机种切换时间为开始时间。
4.2生产稽核
4.2.1机种核对
IPQC于每时段依工单检查是否依工单要求生产。
4.2.2文件核对
IPQC于每时段对当班摆放文件,作业指导书进行核对,看其是否符合计划生产机种。
4.2.3程序稽核
IPQC须于每时段根据计划生产的机种程序,稽核仪器设备设置的软件是否正确。
4.2.4设备稽核
IPQC于每时段稽核仪器、设备、工具的维护及校验状况。
4.3 材料核对
4.3.1依BOM表检查材料是否正确并记录。
4.3.2每时段抽检2-3台机器并记录序号。
4.4工程变更管制
4.4.1 IPQC依工程变更通知记录导入时间,起始序号,机种等情况,以利追溯。
4.4.2如发现未依工程文件作业则立即通知生产线停止生产并报告部门主管采取对策。
文件编号WI-QUA-03
I P Q C巡检工作指引
发行版本A/0
4.5 首件检查
4.5.1 每日开线前IPQC须依『IPQC首件检查表』内容对首件进行追踪并记录。
4.5.2 如遇机种切换时,新导入机种亦须进行首件追踪。
4.6 关键制程的稽核
4.6.1 IPQC依关键制程要求管制
4.6.2 每时段监控线检人员的检验不良状况记录,并根据其记录及产出预估不良率,超过目标时通
知生产线注意改善,如连续出现3台及3台以上,则需通知部门主管。
4.7防静电检查
4.7.1 IPQC须不定时的检查生产线人员静电手环、手套的配带状况。
4.8上岗证检查
4.8.1 IPQC每时段抽查作业员,检验员上岗证。
4.9制程中不良品处理
4.9.1 IPQC若于制程中发现不合格品时,应要求产线将不良品隔离并予以标示其不良原因,未经
处理不可进行下一流程,并通知制造、工程人员进行分析与维修。
4.9.2遇如生产线不良率超目标值时,IPQC须通知生产线注意改善,如连续相同现象出现3台及3
台以上,则需通知部门主管,并同时开出『品质异常处理报告』。
4.9.3如生产线不良品连续出现5台,且不良现象相同时,IPQC应立即开出『品质异常处理报告』,
并要求其停线,待相关部门提出有效的矫正与预防措施后方可开线。
4.10记录
IPQC须将巡检结果记录于『IPQC检验日报表』,其记录由品保部保存,保存期限为一年。
4.11制程检验人员之资格要求:
制程检验人员应接受『制程检验规范』及相关量测仪器之操作训练。
文件编号WI-QUA-03 I P Q C巡检工作指引
发行版本A/0 IPQC制程稽核表
制程稽核管制要点
稽核时段备注第一
时段
第
二
时
段
第
三
时
段
第
四
时
段
第
五
时
段
第
六
时
段
机种型号:工单:
组装前准备1.作业场地要清洁无尘;
2.桌面要保持清洁,并垫上静电胶皮(以免刮伤Panel正面)
3.作业时要戴静电手套、静电手环;
4.确认各仪器设备效验与接地正确;
5.核对所做工单号、机种型号、料号与所有材料正确;
6.核对各工站作业指导书有无工程变更,作业员上岗证;
7.作业员手上不允许戴手表,戒指以及其它物品;
8.检测各打螺钉工站电批扭力正确;
M /B
组装1.Panel要轻拿轻放取放时不可拿Panel正面以免手压伤Panel
2.Panel面要帖好保护膜;
3.Panel固定螺钉扭力:(5-7)KG;
4.PCBA不能叠放,装箱时两片之间隔上纸板;
5.Panel与PCBA数据连接线,以及其它连接线插线要正确不可松脱
6.该扎线与点胶的地方要正确,不可松脱;
7.机内各锣钉要打到位,走线要标准;
8.注意前壳缝隙与四角缝隙;Panel面与前后壳不能碰撞刮伤
9.信号线、电源线、电源合等,要放置好,不能划伤压坏;
初检站1.检查外观有无不良;
2.检查前壳与四角是否有缝隙;
3检查按键、电源开关有无作用;
4.检查是否有电、有画面;
5.确认老化房的温度:(35±5)℃;时间:4H;
6.所有机器均带画面老化;
调试段1.色温与亮度测试正确;
2.检查亮暗点与画面正确;
3敲击动作与按键检查正确;
4.DDC烧录与喇叭功能测试正确;
5.耐压与接地测试正确;
IPQC 1.依检验规范作业;
2.不良率稽核;
3.不良品记录;
维修段1.不良品与良品区分清楚;
2.认真填写维修报表;
3.维修后重新流线;
4.电气不良修复后要重新B/I;
完成段1.注意安规标志材料使用正确;
2.外观检验确实;
3.机器与外箱商标牌一致;
4.不同料号材料和成品要分开放置;
5.栈板尺寸,封箱胶带正确;
6.标识贴纸位置正确;
7.附件正确;
文件编号WI-QUA-03 I P Q C巡检工作指引
发行版本A/0
其它1.首件稽核;
2.静电手环佩戴点检记录;
3.依作业指导书作业;
4.标志状态与实际相符;
5.仪器校验未过期;
6.过程卡填写正确;
7.作业员上岗证;
8.工程变更确认;
9.材料稽核;
IPQC-002A
注:稽核结果与要求相符的在表格内打“ ∨”,不符的在表格内打“ ×”,并在“备注” 或“说明” 一栏中填上具体的违规现象。
IPQC品质异常改善报告
发文单位:线别:班次:日期:
受文单位:□制造部□品保部□工程部□资材部□商务部□其它
工单号:发现单位□OQA □IPQC □IQC □其它机种型号:
异常说明:
部门主管:填写者:
原因分析:
部门主管:填写者:
不良品处理方式:
文件编号WI-QUA-03
I P Q C巡检工作指引
发行版本A/0
部门主管:填写者:纠正措施:
部门主管:填写者:
文件编号WI-QUA-03
I P Q C巡检工作指引
发行版本A/0
追踪确认:
部门主管:填写者:IPQC-003A。