连铸机最佳结晶器参数
- 格式:doc
- 大小:34.50 KB
- 文档页数:1

连铸结晶器振动工艺参数2023-11-20汇报人:CATALOGUE目录•结晶器振动工艺参数概述•振动频率•振幅•振动波形•结晶器与铸坯间的摩擦系数•实际生产中的结晶器振动工艺参数调整与优化01结晶器振动工艺参数概述CHAPTER减少摩擦和磨损改善润滑效果促进坯壳均匀生长030201结晶器振动的作用工艺参数对连铸坯质量的影响振动频率01振幅02振动波形03结晶器振动工艺参数的设定与调整CHAPTER振动频率02定义单位振动频率的定义与单位结晶组织裂纹和缺陷润滑和传热振动频率对铸坯表面质量的影响合适振动频率的选择与调整铸坯材质和规格实时监测和调整CHAPTER振幅03定义单位振幅的定义与单位结晶组织振幅过大可能导致铸坯内部气孔和夹杂物的形成,影响铸坯的质量。
气孔和夹杂裂纹振幅对铸坯内部组织的影响铸坯材质铸坯断面尺寸设备性能操作经验01020304合适振幅的选择与调整CHAPTER振动波形04正弦波、方波、三角波等常见波形介绍正弦波方波三角波表面质量不同的波形会对铸坯表面质量产生显著影响。
例如,正弦波能够显著减少铸坯表面裂纹的产生,而方波由于其强烈的振动冲击,可能会导致铸坯表面质量的下降。
内部结构波形也会影响铸坯的内部结构。
例如,三角波由于其稳定性和均匀性,能够促进铸坯形成均匀且稳定的组织结构。
不同波形对铸坯质量的影响选择原则调整策略合适波形的选择与调整05结晶器与铸坯间的摩擦系数CHAPTER通常采用试验测定法,通过模拟结晶器与铸坯的实际接触情况,测量出摩擦力与压力,并计算得到摩擦系数。
摩擦系数的定义与测量方法测量方法定义振动频率摩擦系数的大小直接影响到结晶器与铸坯之间的摩擦力,进而影响到振动频率的选择。
过高的摩擦系数要求更高的振动频率以克服摩擦力,确保铸坯的顺利下滑。
摩擦系数的变化会对振幅产生一定影响。
当摩擦系数增大时,为了保持铸坯在结晶器内的稳定性,可能需要适当增大振幅,以提供足够的振动力。
摩擦系数的不同可能导致振动波形的变化。
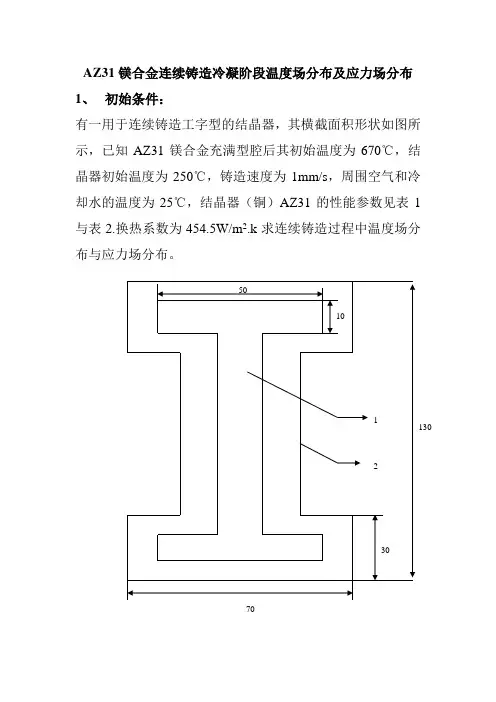
2.6 结晶器☐结晶器是连铸机非常重要的部件,称之为连铸设备的“心脏”。
钢液在结晶器内冷却初步凝固成一定坯壳厚度的铸坯外形,并被连续地从结晶器下口拉出,进入二冷区。
结晶器应具有良好的导热性和刚性,不易变形和内表面耐磨等优点,而且结构要简单,便于制造和维护。
☐按结晶器外形可分为直结晶器和弧形结晶器。
直结晶器用于立式、立弯式及直弧形连铸机,而弧形结晶器用在全弧形和椭圆形连铸机上。
☐从结构来看,有管式结晶器和组合式结晶器。
小方坯及矩形多采用管式结晶器,而大型方坯、矩型坯和板坯多采用组合式结晶器。
管式结晶器的结构如图所示。
其内管为冷拔异形无缝铜管,外面套有钢质外壳,钢管与铜套之间留有约7mm的缝隙通以冷却水,即冷却水缝。
铜管与钢套可以制成弧形或直形。
铜管的上口通过法兰用螺钉固定在钢质的外壳上,铜管的下口一般为自由端,允许热胀冷缩,但上下口都必须密封。
结晶器外套是圆形的。
外套中部有底脚板,将结晶器固定在振动框架上。
结晶器铜制壁厚10-15mm,磨损后可加工修复,但最薄不能小于3-6mm。
1-O形密封圈;2-润滑法兰;3-O形密封圈;4-铜管;5-压紧法兰;6-压紧弹簧;7-排水管;8-足辊组合式结晶器是由4块复合壁板组合而成。
每块复合壁板都是由铜质内壁和钢质外壳组成。
在与钢壳接触的铜板面上铣出许多沟槽形成中间水缝。
复合壁板用双螺栓连接固定,冷却水从下部进入,流经水缝后从上部排出。
4块壁板有各自独立的冷却水系统。
在4块复合壁板内壁相结合的角部,垫上厚3-5mm并带来45°倒角的铜片,以防止铸坯角裂。
现已广泛采用宽度可调的板坯结晶器。
可用手动、电动或液压驱动调节结晶器的宽度。
内壁铜板厚度在20-50mm,磨损后可加工修复,但最薄不能小于10mm。
随着连铸机拉坯速度的提高,出结晶器下口的铸坯坯壳厚度越来越薄;为了防止铸坯变形或出现漏钢事故,采用多级结晶器技术。
多级结晶器即在结晶器下口安装足辊、铜板或冷却格栅。
常规板坯连铸机结晶器技术【保护视力色】【打印】【进入论坛】【评论】【字号大中小】2006-12-0711-07杨拉道刘洪王永洪刘赵卫邢彩萍田松林 (西安重型机械研究所)结晶器是连铸机中的铸坯成型设备, 是连铸机的核心设备之一。
其作用是将连续不断地注入其内腔的钢液通过水冷铜壁强制冷却,导出钢液的热量,使之逐渐凝固成为具有所要求的断面形状和一定坯壳厚度的铸坯,并使这种芯部仍为液相的铸坯连续不断地从结晶器下口拉出.为其在以后的二冷区域内完全凝固创造条件。
在钢水注入结晶器逐渐形成一定厚度坯壳的凝固过程中.结晶器一直承受着钢水静压力、摩檫力、钢水热量的传递等诸多因素引起的的影响.使结晶器同时处于机械应力和热应力的综合作用之下.工作条件极为恶劣.在此恶劣条件下结晶器长时间地工作.其使用状况直接关系到连铸机的性能.并与铸坯的质量与产量密切相关。
因此.除了规范生产操作、选择合适的保护渣和避免机械损伤外.合理的设计是保证铸坯质量、减小溢漏率、提高其使用寿命的基础和关键。
板坯连铸机一般采用四壁组合式(亦称板式)结晶器.也有一个结晶器浇多流铸坯的插装式结构。
结晶器主要参数的确定1 结晶器长度H结晶器长度主要根据结晶器出口的坯壳最小厚度确定。
若坯壳过薄.铸坯就会出现鼓肚变形.对于板坯连铸机.要求坯壳厚度大于10~15mm。
结晶器长度也可按下式进行核算:H=(δ/K)2Vc+S1+S2 (mm)式中δ——结晶器出口处坯壳的最小厚度.mmK——凝固系数.一般取K=18~22 mm/min0.5Vc——拉速.mm/minS1——结晶器铜板顶面至液面的距离.多取S1=100 mmS2——安全余量.S=50~100 mm对常规板坯连铸机可参考下述经验:当浇铸速度≤2.0m/min时.结晶器长度可采用900~950mm。
当浇铸速度2.0~3.0m/min时.结晶器长度可采用950~1100mm。
当浇铸速度≥3.0m/min时.结晶器长度可采用1100~1200mm。
常规板坯连铸机结晶器技术结晶器是连铸机中的铸坯成型设备, 是连铸机的核心设备之一。
其作用是将连续不断地注入其内腔的钢液通过水冷铜壁强制冷却,导出钢液的热量,使之逐渐凝固成为具有所要求的断面形状和一定坯壳厚度的铸坯,并使这种芯部仍为液相的铸坯连续不断地从结晶器下口拉出,为其在以后的二冷区域内完全凝固创造条件。
在钢水注入结晶器逐渐形成一定厚度坯壳的凝固过程中,结晶器一直承受着钢水静压力、摩檫力、钢水热量的传递等诸多因素引起的的影响,使结晶器同时处于机械应力和热应力的综合作用之下,工作条件极为恶劣,在此恶劣条件下结晶器长时间地工作,其使用状况直接关系到连铸机的性能,并与铸坯的质量与产量密切相关。
因此,除了规范生产操作、选择合适的保护渣和避免机械损伤外,合理的设计是保证铸坯质量、减小溢漏率、提高其使用寿命的基础和关键。
板坯连铸机一般采用四壁组合式(亦称板式)结晶器,也有一个结晶器浇多流铸坯的插装式结构。
结晶器主要参数的确定1 结晶器长度H结晶器长度主要根据结晶器出口的坯壳最小厚度确定。
若坯壳过薄,铸坯就会出现鼓肚变形,对于板坯连铸机,要求坯壳厚度大于10~15mm。
结晶器长度也可按下式进行核算:H=(δ/K)2Vc+S1+S2 (mm)式中δ——结晶器出口处坯壳的最小厚度,mmK——凝固系数,一般取K=18~22 mm/min0.5Vc——拉速,mm/minS1——结晶器铜板顶面至液面的距离,多取S1=100 mmS2——安全余量,S=50~100 mm对常规板坯连铸机可参考下述经验:当浇铸速度≤2.0m/min时,结晶器长度可采用900~950mm。
当浇铸速度2.0~3.0m/min时,结晶器长度可采用950~1100mm。
当浇铸速度≥3.0m/min时,结晶器长度可采用1100~1200mm。
2 结晶器铜板厚度h铜板厚度的确定是依据热量传热原理和高温下的使用性能,具体说,与铜板材质、镀层、机械性能、拉速、冷却水量的大小和分布等有关。
常规板坯连铸机结晶器技术结晶器是连铸机中的铸坯成型设备, 是连铸机的核心设备之一。
其作用是将连续不断地注入其内腔的钢液通过水冷铜壁强制冷却,导出钢液的热量,使之逐渐凝固成为具有所要求的断面形状和一定坯壳厚度的铸坯,并使这种芯部仍为液相的铸坯连续不断地从结晶器下口拉出,为其在以后的二冷区域内完全凝固创造条件。
在钢水注入结晶器逐渐形成一定厚度坯壳的凝固过程中,结晶器一直承受着钢水静压力、摩檫力、钢水热量的传递等诸多因素引起的的影响,使结晶器同时处于机械应力和热应力的综合作用之下,工作条件极为恶劣,在此恶劣条件下结晶器长时间地工作,其使用状况直接关系到连铸机的性能,并与铸坯的质量与产量密切相关。
因此,除了规范生产操作、选择合适的保护渣和避免机械损伤外,合理的设计是保证铸坯质量、减小溢漏率、提高其使用寿命的基础和关键。
板坯连铸机一般采用四壁组合式(亦称板式)结晶器,也有一个结晶器浇多流铸坯的插装式结构。
ﻫ结晶器主要参数的确定ﻫ1 结晶器长度Hﻫ结晶器长度主要根据结晶器出口的坯壳最小厚度确定。
若坯壳过薄,铸坯就会出现鼓肚变形,对于板坯连铸机,要求坯壳厚度大于10~15mm。
结晶器长度也可按下式进行核算:ﻫﻫH=(δ/K)2Vc+S1+S2 (mm)ﻫﻫ式中δ——结晶器出口处坯壳的最小厚度,mmﻫK——凝固系数,一般取K=18~22 mm/min0.5ﻫ Vc——拉速,mm/minS1——结晶器铜板顶面至液面的距离,多取S1=100 mmﻫﻫS2——安全余量,S=50~100 mmﻫﻫ对常规板坯连铸机可参考下述经验:ﻫﻫ当浇铸速度≤2.0m/min时,结晶器长度可采用900~950mm。
ﻫﻫ当浇铸速度2.0~3.0m/min 时,结晶器长度可采用950~1100mm。
当浇铸速度≥3.0m/min时,结晶器长度可采用1100~1200mm。
ﻫﻫ 2 结晶器铜板厚度hﻫﻫ铜板厚度的确定是依据热量传热原理和高温下的使用性能,具体说,与铜板材质、镀层、机械性能、拉速、冷却水量的大小和分布等有关。
常规板坯连铸机结晶器技术【保护视力色】【打印】【进入论坛】【评论】【字号大中小】2006-12-0711-07杨拉道刘洪王永洪刘赵卫邢彩萍田松林 (西安重型机械研究所)结晶器是连铸机中的铸坯成型设备, 是连铸机的核心设备之一。
其作用是将连续不断地注入其内腔的钢液通过水冷铜壁强制冷却,导出钢液的热量,使之逐渐凝固成为具有所要求的断面形状和一定坯壳厚度的铸坯,并使这种芯部仍为液相的铸坯连续不断地从结晶器下口拉出.为其在以后的二冷区域内完全凝固创造条件。
在钢水注入结晶器逐渐形成一定厚度坯壳的凝固过程中.结晶器一直承受着钢水静压力、摩檫力、钢水热量的传递等诸多因素引起的的影响.使结晶器同时处于机械应力和热应力的综合作用之下.工作条件极为恶劣.在此恶劣条件下结晶器长时间地工作.其使用状况直接关系到连铸机的性能.并与铸坯的质量与产量密切相关。
因此.除了规范生产操作、选择合适的保护渣和避免机械损伤外.合理的设计是保证铸坯质量、减小溢漏率、提高其使用寿命的基础和关键。
板坯连铸机一般采用四壁组合式(亦称板式)结晶器.也有一个结晶器浇多流铸坯的插装式结构。
结晶器主要参数的确定1 结晶器长度H结晶器长度主要根据结晶器出口的坯壳最小厚度确定。
若坯壳过薄.铸坯就会出现鼓肚变形.对于板坯连铸机.要求坯壳厚度大于10~15mm。
结晶器长度也可按下式进行核算:H=(δ/K)2Vc+S1+S2 (mm)式中δ——结晶器出口处坯壳的最小厚度.mmK——凝固系数.一般取K=18~22 mm/min0.5Vc——拉速.mm/minS1——结晶器铜板顶面至液面的距离.多取S1=100 mmS2——安全余量.S=50~100 mm对常规板坯连铸机可参考下述经验:当浇铸速度≤2.0m/min时.结晶器长度可采用900~950mm。
当浇铸速度2.0~3.0m/min时.结晶器长度可采用950~1100mm。
当浇铸速度≥3.0m/min时.结晶器长度可采用1100~1200mm。
连铸结晶器铜管尺寸规格连铸结晶器铜管是连铸技术中的关键部件,它直接影响着钢坯质量和生产效率。
因此,铜管的尺寸规格非常重要,让我们来了解一下。
连铸结晶器铜管的尺寸规格主要包括内径、壁厚和长度。
内径是指铜管的内部直径,壁厚是指铜管壁的厚度,长度是指铜管的整体长度。
首先,内径是连铸结晶器铜管的关键参数之一。
它会直接影响钢液的流动性和冷却效果。
通常情况下,内径会根据连铸机的生产能力和钢种的要求进行设计。
较大的内径可以提高连铸机的出钢率,但会增加钢液的分流现象,降低钢液的流动性;较小的内径可以减少分流现象,提高流动性,但会降低出钢率。
因此,合理选择内径大小对于优化连铸工艺至关重要。
其次,壁厚也是连铸结晶器铜管尺寸规格中的一个重要参数。
较大的壁厚可以增加铜管的强度和耐磨性,但会增加钢液流通的阻力和冷却效果,降低出钢率;较小的壁厚可以提高流通性和冷却效果,但会降低铜管的强度和耐磨性。
因此,在选择壁厚时,需要综合考虑铜管的使用寿命和连铸工艺的要求。
最后,长度是连铸结晶器铜管尺寸规格中的另一个重要参数。
合理选择铜管的长度可以提高结晶器的冷却效果,进而提高钢坯质量。
较长的铜管可以增加冷却时间,使钢液充分结晶,有利于提高表面质量和内部组织;较短的铜管则可以减少能量损失和结晶器的占地面积。
因此,在选择长度时,需要根据连铸机的生产能力和产品质量要求进行合理的权衡。
综上所述,连铸结晶器铜管的尺寸规格对于连铸工艺至关重要。
合理选择内径、壁厚和长度可以优化工艺,提高钢坯质量和生产效率。
因此,在生产过程中,需要根据实际需求和工艺要求进行精确的设计和选择。
只有这样,才能确保连铸技术的稳定运行和优质产品的生产。
2连铸机主要工艺参数的检查确认1 结晶器(含普通铜板结晶器和镀 Ni 铜板结晶器)。
镀Ni 铜板结晶器用于浇注中厚钢板和有特殊要求的钢种。
1.1厚度1.2 宽度:宽度公差为公称宽度的土 1.0mm,新组装公差为土 0.5mm,矩形偏差0.5mm 。
1.3锥度1.3.1锥度计算公式:上口宽一下口宽X 100%^ 700/ 1000上口宽1.3.2 锥度的选择:1.3.3锥度公差:Y=新铜板:Y+0.3 -0.2 旧铜板:Y+0.5 0.5 (| Y1-Y2 | w 0.5mm)Y1+Y21.3.4 结晶器倒锥度标准说明:1.新倒锥度仪标准单侧Y值见表中,其范围规定:新铜板:Y(- 0.36 〜+ 0.54)mm,旧铜板:Y( - 0.50 〜+ 0.80)mm;两侧Y值规定:丨Y1—Y2 | < 0.8mm。
2. 本表为新旧倒锥度仪对照使用表,主要以下新倒锥度仪为准。
3. 特殊钢种倒锥度值见钢种工艺技术规则。
1.4 铜板工作有效高度500mm范围为表面划伤深度w 0.5mm。
其中镀Ni铜:距上口300mm范围内不允许出现镀层剥落龟裂及深度》1mm的划痕。
1.5 宽板与窄板的接缝w 0.3mm>1.6 矩形偏差w 0.5mm。
1.7 铜板磨损和变形。
(含镀Ni铜板)以200mm为等矩对铜板横向和纵向所测量的厚度值必须符合下列要求①横向二个相邻点之间的厚度w 0.3mmo②每一水平线上所有测量值的极差w 1.0mm。
③每一垂直线上所有测量值的极差w 1.0mm。
1.8 结晶器振动偏差。
1.8.1宽面上测得的结晶器本体水平移动w 0.2mm。
1.8.2 两侧的振幅差w 0.5mm。
1.9 结晶器上口压铁应完好,压缝小于2mm普通格栅密排辊格栅2.1 宽度:为结晶器下口实际宽度:新格栅:+ 0.50 + 0.25mm旧格栅:+ 1.0 + 0.5mm11.2.2 开口度:2.3 弧形半径偏差:土0.5mm=2.4 耐磨板与相邻耐磨板偏差:土 1.0mm。
连铸工艺设备连铸设备及主要工艺参数一、结晶器:结晶器是连铸设备的关键部件,它通过将冷却水冷却的金属液体,使其逐渐凝固形成连续的铸坯。
结晶器主要由结晶器壳体、结晶器底板、冷却水管等组成。
其中,结晶器壳体一般采用无缝钢管制成,具有良好的耐热性和耐腐蚀性。
二、铸坯:铸坯是由熔融的金属液体通过连铸工艺凝固而成的连续坯料,它具有一定的长度和截面形状。
铸坯的形状和尺寸可以通过调整连铸设备的结晶器壁厚、结晶器型号以及挤压辊的工作方式来控制。
三、结晶壳:结晶壳是指金属液体通过结晶器壁形成的凝固层,它的厚度可以通过调整冷却水的流量和结晶器的温度来控制。
结晶壳的形成决定了铸坯的坯壳厚度和坯壳质量,对后续的连轧和热处理工艺有着重要影响。
四、冷却水系统:冷却水系统主要是用于冷却结晶器和铸坯的工艺介质,通过调整冷却水的温度和流量,可以控制铸坯的冷却速度和坯壳的厚度。
冷却水系统包括冷却塔、冷却水管道、冷却水泵等设备。
五、振动系统:振动系统是用来防止铸坯表面的凝固层结构不均匀和铸坯内部的气孔等缺陷的产生,它利用振动的力量将铸坯表面的结晶层与金属液体不断混合,以提高铸坯的质量。
六、铸坯切割系统:铸坯切割系统是将连铸的整坯切割成所需长度的小块铸件,以便后续的加工和使用。
铸坯切割系统包括切割机、切割刀具等设备。
七、传动系统:传动系统主要是将连铸工艺设备的动力传递给各个部件,以确保连铸过程的连续和稳定。
传动系统包括电机、减速机、联轴器等设备。
八、电气控制系统:电气控制系统是连铸设备各个部件之间的信息交流和工艺参数调整的重要手段,它通过传感器、PLC控制器等设备实现对连铸过程的自动控制。
与连铸设备相关的主要工艺参数包括:1.结晶器温度:结晶器温度决定了铸坯的凝固速度和结晶壳的厚度,通常在1000℃-1500℃之间。
2. 冷却水流量:冷却水的流量决定了铸坯的冷却速度和坯壳的厚度,通常在20-100L/min之间。
3. 振动频率和振幅:振动频率和振幅的调节可以改善铸坯的结晶层结构,通常在50-150Hz和0.2-0.5mm之间。
1#、2#连铸机结晶器调整及对弧工艺标准一、铜板使用标准1、结晶器宽面铜板的厚度不得小于40mm,窄面铜板的厚度不得小于39m同一结晶器的相对铜板厚度差<3mm。
2、镀层标准:上部0.3~0.4mm,下部1.4~1.6mm。
结晶器铜板镀层在使用过程中,任何部位厚度应≥0.2mm,宽面铜板离底100mm处磨损量范围≤1mm,离顶150mm处磨损量范围≤0.3mm,窄面铜板离底50mm处磨损量范围≤1.0mm,离顶150mm处磨损量范围≤0.1mm。
3、铜板夹紧后,宽窄面之间缝隙≤0.30mm。
4、铜板与背板结合处不得有碰损。
窄面铜板两侧与宽板结合面不得有碰损。
5、结晶器铜板上口至300mm处(弯月面区域)不得有划伤,结晶器铜板中部300mm-600mm处划痕深度不得大于0.5mm,且必须研磨光滑,无尖锐棱角结晶器铜板下部600mm-900mm处划痕深度不得大于1mm,且必须研磨光滑,无尖锐棱角。
超出允许值时不允许浇注,以防产生坯壳破裂导致的漏钢。
6、结晶器铜板露铜时必修下线处理二、结晶器调整标准1.以外弧铜板上口中心线为基准,两侧窄面到中心线距离偏差不得大于5mm。
2.调整好后的结晶器上、下口断面尺寸必须保证在标准尺寸偏差值±0.8mm 以内。
且上、下口开口度尺寸不得走相反偏差。
3.调整好后的结晶器两侧面锥度值相差不得>0.2mm。
内外弧板锥度调整为一致或内弧板锥度稍大于外弧板锥度0.1mm-0.2mm。
4.宽边和窄边铜板直角度:90±0.2º。
5、结晶器正常通水后,应无泄露现象,P=1Mpa保持10min无泄漏。
6、足辊喷嘴须为一字形向前射,不得堵塞,喷嘴间距误差控制在3mm以内,距铸坯距离偏差3mm以内。
三、足辊调整标准1、足辊要求(1)、宽面足辊弯曲量单辊≤0.2mm,成对辊≤0.4mm,开口度误差≤±0.2mm。
(2)、宽度足辊表面裂纹深度不得大于1mm,辊表面裂纹长度不得大于40mm。