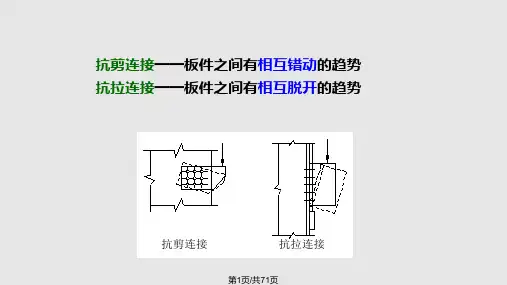
螺栓螺栓连接演示
- 格式:ppt
- 大小:6.70 MB
- 文档页数:20

7.1.1 螺栓连接螺栓连接的示意图如图7-1所示,典型工艺过程如图7-2所示。
图7-1 螺栓连接零件夹紧确定孔位制 孔备 件倒角倒圆制 窝安 装定 力防 松涂 漆图7-2 螺栓连接的典型工艺过程7.1.2 托板螺母连接(如图7-3所示)典型工艺过程与螺栓连接的区别在于在制孔和制窝之间增加铆接托板螺母工序,而无定力和防松工序。
工作步骤如下:在固定构件上制螺栓孔铆接托板螺母将活动构件定位安装在固定构件上在活动构件上制螺栓孔固定活动构件图7-3 托板螺母连接7.1.3 高锁螺栓连接(如图7-4所示)典型工艺过程与螺栓连接的区别在于无定力和防松工序,对于双六角型高锁螺母安装后按需要再次拧紧定力。
(a)(b)图7-4 高锁螺栓连接7.1.4 锥型螺栓连接(如图7-5所示)典型工艺过程与螺栓连接的区别在于无定力工序,制孔与制窝同时进行。
(a)(b)图7-5 锥型螺栓连接7.2 零件的定位及夹紧7.2.1 螺栓连接(见表7-1)7.2.2 孔位的技术要求确定螺栓孔位螺栓孔边距、间距和排距的极限偏差螺栓孔的最小边距7.3.1 孔的技术要求常见螺栓孔的技术要求见表7-2高锁螺栓孔的技术要求与普通螺栓孔的技术要求相同锥形螺栓孔的技术要求孔应垂直于工件表面孔锥度极限偏差孔表面粗糙度孔与锥形螺栓光杆接触的面积孔表面允许的轻微划伤、孔的外观质量7.3.2 孔加工方法的选择孔的公差等级选择孔加工方法时主要考虑孔直径孔的深度被加工的材料结构的开敞性各种孔加工方法见表7-3 钻孔用扩孔钻扩孔手铰风钻铰孔拉孔自动进给钻制孔自动铆机制孔7.4.1 制孔前的准备工作明确加工孔的孔径和公差检查工件间隙、孔边矩检查要用的钻机、刀具和量具等是否合格及适用在试件上进行试加工7.4.2 钻孔和扩孔的技术要点注意孔的垂直度(见图7-6)手工钻制初孔的直径确定钻孔工具的工作转速选用带前导杆的扩孔钻用自动进给钻钻孔时的过程自动进给钻的轴转速恒定不变的情况下,钻头反复进入孔和完全撤离孔固定在钻模上(如图7-7所示)建议使用润滑剂7.4.2 钻孔和扩孔的技术要点图7-6 保证钻孔垂直度的方法(a)按垂直钻套钻孔(b)按直角尺钻孔(c)按钻模钻孔图7-7 自动进给钻钻孔示意图用带前、后引导的扩孔钻扩孔(如图7-8所示)由相同材料组成时,从较厚面进刀由不同材料组成时,从较硬面进刀图7-8 空心零件的扩孔7.4.3 手工铰孔方法及操作要点手工铰孔操作过程将铰刀沾上润滑液后插入初孔用角度尺检查铰刀是否垂直于工件表面(如图7-9所示)用大拇指轻推铰刀尾部,旋转铰杠或棘轮扳手铰深孔时,要常退刀排屑检查孔的精度、粗糙度和孔的垂直度手工铰孔操作要点工件装配夹紧要正确手铰过程中,两手用力要平衡注意变换铰刀每次停歇的位置旋转铰杠进刀时,不要猛力压铰杠图7-9 用90°角尺检查铰刀垂直度7.4.3 手工铰孔方法及操作要点手工铰孔操作要点若铰刀被卡住,应将铰刀取出,清除切屑铰刀绝不可倒转当使用风钻铰孔时,一定要掌握好进刀方向根据所加工材料,合理选择转速和进给量7.4.4锥形孔的加工(a)扩孔钻(b)铰刀图7-10 沉头锥形螺栓孔用的加工刀具以螺纹直径为锥形螺栓的基本直径选择专用锥形铰刀(见图7-10)光整孔壁取出铰刀清除切屑扩孔钻初孔7.4.5 可调铰刀的使用在刀体上开有六条斜底直槽,具有同样斜度的刀条嵌在槽里利用前后两只螺母压紧刀条的两端,调节两端的螺母可使刀条沿斜槽移动,即能改变铰刀的直径7.4.6 切削用量的选择扩孔切削用量(见表7-4)手铰和风钻铰孔在铰孔过程中的切屑用量(见表7-5)7.4.7 扩、铰孔过程中切削液的选择(见表7-6)7.4.8 铰孔中常见的缺陷和解决措施(见表7-7)7.5.1 锪窝锪窝包括锪沉头螺栓的沉头窝和端面窝(见图7-12)正锪和反锪(如图7-13或图7-14所示)锪窝操作要点图7-12 沉头窝和端面窝(a)沉头螺栓的沉头窝(b)六角头或圆柱头螺栓的沉头窝(c)螺栓端面窝(a)正锪(b)反锪图7-14 锪端面窝锪窝速度锪钻装夹牢固加机油润滑留余量带球面导杆锪窝钻(见图7-15)锪钻应先接触被锪面并拉紧风钻,再开动扳机锪窝限定器(见图7-17)图7-15带球面形导杆的窝锪钻带阶梯的导杆锪窝钻(如图7-16所示)图7-16 带台阶导杆的窝锪钻图7-17 用锪窝深度限制衬套锪窝涂防腐保护层7.5.2 倒角与倒圆技术要求倒角与倒圆的工艺方法孔与沉头窝交接处的倒角形状(见图7-19)安装凸头锥形螺栓的孔,在靠锥形螺栓头的一侧应倒角安装沉头锥形螺栓用的孔在与沉头窝的交接处(简称沉头窝底)制倒角倒角与倒圆形状(见图7-18),尺寸(见表7-8)图7-18 倒角与倒圆(a)倒角(b)倒圆图7-19 孔与沉头窝交接处的倒角倒圆一般采用倒圆锪钻倒圆。


螺纹紧固件键销滚动轴承弹簧齿轮标准件:结构形式、尺寸大小、表面质量、表示方法均已标准化的零(部)件。
例如,螺纹紧固件、键、销、滚动轴承和弹簧等。
标准件使用广泛,并有专业厂生产。
常用件:应用广泛,结构定型,某些部分的结构形状和尺寸已标准化,在制图中有规定画法的零件,如齿轮、花键、焊接件等。
螺纹紧固件螺纹紧固件的种类及用途螺纹紧固件的标记螺纹紧固件的画法螺纹紧固件连接的画法螺纹紧固件的种类及用途常用的螺纹紧固件有螺栓、螺柱、螺钉、螺母和垫圈。
六角头螺栓双头螺柱开槽沉头螺钉开槽圆柱头螺钉内六角圆柱头螺钉紧定螺钉六角螺母六角开槽螺母圆螺母平垫圈弹簧垫圈圆螺母用止动垫圈螺栓、螺柱和螺钉都是在圆柱表面上制出螺纹,起到连接其他零件的作用。
螺栓一般用于被连接件钻成通孔的情况。
螺栓螺栓连接演示点击播放螺柱用于被连接零件之一较厚或不允许钻成通孔的情况。
螺柱螺柱连接演示点击播放螺钉用于不经常拆卸和受力较小的连接中,按用途可分为连接螺钉和紧定螺钉。
连接螺钉螺钉连接演示点击播放紧定螺钉起定位、固定的作用。
螺母是和螺栓、螺柱等一起进行连接的。
垫圈一般放在螺母下面,可避免旋紧螺母时损伤被连接零件。
弹簧垫圈可防止螺母松动脱落。
螺栓螺纹紧固件的标记有完整标记和简化标记两种。
螺纹紧固件标记示例图例名称及标准编号标记示例六角头螺栓GB/T 5782—2000螺纹规格d =M 12、公称长度l =80mm 、性能等级为常用的8.8级、表面氧化、产品等级为A 级的六角头螺栓:完整标记:螺栓GB/T 5782—2000-M 12×80-8.8-A -O简化标记:螺栓GB/T 5782M 12×80(常用的性能等级在简化标记中省略,以下同)螺纹紧固件的标记图例名称及标准编号标记示例双头螺柱GB/T 898—1988 (b m=1.25d )螺纹规格d =M 12、公称长度l =60mm 、性能等级为常用的4.8级、不经表面处理、b m =1.25d 、两端均为粗牙普通螺纹的B 型双头螺柱:完整标记:螺柱GB/T 898—1988-M 12×60-B -4.8简化标记:螺柱GB/T 898M 12×60当螺柱为A 型时,应将螺柱规格大小写成“AM 12×60”开槽圆柱头螺钉GB/T 65—2000螺纹规格d =M 10、公称长度l =60mm 、性能等级为常用的4.8级、不经表面处理、产品等级为A 级的开槽圆柱头螺钉:完整标记:螺钉GB/T 65—2000-M 10×60-4.8-A简化标记:螺钉GB/T 65M 10×60图例名称及标准编号标记示例开槽长圆柱端紧定螺钉GB/T 75—1985螺纹规格d =M 5、公称长度l =12mm 、性能等级为常用的14H 级、表面氧化的开槽长圆柱端紧定螺钉:完整标记:螺钉GB/T 75—1985-M 5×12-14H -O 简化标记:螺钉GB/T 75M 5×121型六角螺母GB/T 6170—2000螺纹规格D =M 16、性能等级为常用的8级、不经表面处理、产品等级为A 级的1型六角螺母:完整标记:螺母GB/T 6170—2000-M 16-8-A 简化标记:螺母GB/T 6170M 16图例名称及标准编号标记示例平垫圈GB/T 97.1—2002标准系列、规格为10mm 、性能等级为常用的200HV 级、表面氧化、产品等级为A 级的平垫圈:完整标记:垫圈GB/T 97.1—2002-10-200HV -A -O简化标记:垫圈GB/T 97.110(从标准中查得,该垫圈内径d 1为φ10.5mm )标准型弹簧垫圈GB/T 93—1987规格为16mm 、材料为65Mn 、表面氧化的标准型弹簧垫圈:完整标记:垫圈GB/T 93—1987-16-65Mn-O 简化标记:垫圈GB/T 9316(从标准中查得,该垫圈的d 最小为Φ16.2mm )螺纹紧固件的画法1.查表法按国家标准规定的数据画图。