1载重子午线轮胎压出一期工序作业指导书-16页文档资料
- 格式:doc
- 大小:55.00 KB
- 文档页数:15
全钢丝载重子午线轮胎生产工艺及配方一、全钢子午胎配方设计原则轮胎配方设计,就是按照轮胎产品使用特点、有关国际和国家规定的各项性能指标,根据橡胶原材料的性质和积累的经验,考虑橡胶原材料以及各组分之间如何配比的方案,然后通过试验验证设计目的,如能获得产品所需要的性能及各项要求,这种橡胶和各种助剂的配比方案,就是我们所设计的配方。
我们大家都清楚,无论那一种橡胶,不可能各方面性能都能达到理想的水平,这种不足就可以通过配方设计来得到补偿,以期达到改善橡胶某些方面性能的目的(包括胶料的加工性能和制品的物理机械性能)。
1.1配方的设计原则 1、对轮胎产品的性能要求、使用条件要求均要有充分正确的认识,进行有针对性的设计。
2、对轮胎各部件的特殊性能要求和胶料的加工性能(加工过程中的温度、胶料流动性等)要求要有充分正确的认识,要与轮胎结构设计工程师进行交流,既要考虑各不同部件在使用、加工过程的差异性,又要考虑它们的共性和相关性,确保各部位的胶料性能达到要求。
3、对轮胎的硫化条件包括硫化介质、硫化温度、硫化压力等要了解,对轮胎整体配方设计时,要充分考虑各个配方的硫化速度的匹配。
4、对轮胎各部位的胶料物理性能的匹配,要在充分了解硫化速度的前提下,对胶料的强度、定伸等性能进行评价。
5、配方设计时,除考虑同一配方中各配合剂之间的内在联系,同时要考虑相接触的胶料中的配合剂的联系。
如,相邻胶料配方的硫黄、促进剂等。
6、配方设计人员在考虑选取配合剂时,要避免使用有毒原材料,尽力不使用能导致职业病的配合剂和溶剂,减少污染和公害,加强劳动保护,确保操作人员的健康和环境的清洁。
7、配方设计在保证性能的前提下,一定要体现低成本和材料简单化。
1.2配方设计程序根据配方的设计原则进行配方的设计,指定配方的程序如下: 1、先要调查研究,确切了解产品的具体使用条件,诸如使用温度、压力、接触的介质、受力情况等。
根据这些调节,收集有关资料,总结以前的经验教训,拟出一系列的性能指标。
质量管理体系专业审核作业指导书轮胎产品目录目录 (1)前言 (2)1. 适用范围 (3)2. 引用文件 (3)3. 产品范围 (3)4. 主要顾客群 (3)5. 生产流程 (3)6. 审核要点 (6)7. 产品标准 (9)8. 有关法律、法规(10)前言轮胎产品是与车辆配套使用的,它的质量直接影响车辆的行使安全,同时,也危及人民的生命安全。
因此,它是一种安全性极强的产品。
我国已实行对汽车轮胎进行强制性安全认证。
为了该审核员在轮胎生产企业的后方管理体系审核时,能掌握行业的特点,抓住审核的重点,确保审核的有效性,依据GB/T 19001-2000标准,制订本专业的审核作业指导书。
本审核作业指导书侧重专业上的要求,是通用审核要求的补充,而不是代替。
本指导书的起草单位:北京中经科环质量认证有证有限公司。
本指导书的主要起草人:何乃鸿1. 适用范围本审核作业指导书规定了按GB/T 19001-2000标准,对轮胎产品的生产,翻新轮胎的生产以及充气轮胎内台的生产组织认证审核的基本要求。
本指导书的适用范围是14DH,对应的专业小类为25.11,25.12。
2. 引用文件GB/T 19000-2000 质量管理体系—基础和术语GB/T 19001-2000 质量管理体系—要求EJJI 0901 专业审核作业指导书编写程序规则3. 产品范围本指导书可适用的产品范围是轮胎,包括:汽车斜交轮胎、汽车子午轮胎、工业车辆轮胎、摩托车轮胎、工程机械轮胎、农用轮胎、力车胎、自行车胎、翻新轮胎和充气轮胎内胎。
4. 主要顾客群直接顾客群,各种车辆的生产场和配件厂,如汽车制造厂、摩托车生产厂、自行车生产等;间接顾客群:代理销售商、商店、维修点等;最终顾客群:轮胎的使用者。
5. 生产流程轮胎的生产流程基本相同,只是使用的某些原料不同和工艺复杂程度不同,如汽车子午轮胎的原料不是帆布而是钢丝;力车胎和自行车胎的工艺比较简单,成型中不使用钢丝圈;而充气轮胎内胎则全部使用胶料。
汽车轮胎制造胎面压出工艺作业指导书一、使用设备:XK-450炼胶机XK-400精炼剂XJ-200挤出机二、工艺条件:(1)热炼及供胶:辊温55+5℃,胶片厚度6—8㎜,容量55㎏,供胶温度85+5℃。
(2)挤出机各部位温度:机头:不高于95℃,机身:40+5℃。
(3)样板预热:85—95℃。
(4)样板使用中温度:低于110℃。
(5)机头风压:0.4MPa。
(6)冷却水压力:0.1MPa以上。
冷却水温度不高于25℃。
(7)蒸汽压力:0.3MPa。
(8)压出排胶温度不超于120℃。
(9)螺杆转速≦40转/分。
(10)胎面压出方法:机外复合。
三、质量标准:(1)胶料热炼均匀一致,无杂物,无自硫胶,无油污。
(2)压出胎面表面无划沟、破损、自硫胶、气孔等,各部位尺寸、重量符号施工表规定。
(3)胎面存放温度不大于45+5℃,存放时间2—72小时。
(存放一小时后测量温度)四、操作要点:1、热炼供胶(1)上车前要查看胶料菲子:胶料品种、生产日期是否符合规定,所用工具是否全备齐。
(2)开车前检查设备各主要部件是否正常,辊筒间是否有杂物,正常的返回胶料按30%掺用,操作中发现有自硫胶或杂物应停止使用,及时通知有关人员处理。
(3)严禁带负荷开车或停车,因事故停车应将辊上的胶割下后再开车。
(4)严禁胶落地及脚踩,以免粘有杂物,换料时必须清净车盘。
(5)机头热回料、割边胶按30%掺入粗炼胶内使用。
(6)机头胶经过薄挤按30%掺入小规格胎面胶料中。
2、压出(1)开车前检查设备,仪表及部件是否正常,工器具是否齐全,所用料与计划是否相符。
(2)压出前检查样板是否有损伤,核对是否与生产规格相符。
(3)调好运输带速度,对胎面不拉伸,不堆积,不影响台面尺寸。
(4)样板要上正,出胎面时,要测量各部位尺寸,合格后方可进入冷却水槽。
(5)胎面压出时必须加印胎面规格标志和色彩。
(6)计划完成后排除机筒、机头内余胶,冷却降温,关闭电源。
五、胎面定长质量标准:(1)胎面内外表面无水、无油污、无胶疙瘩,无破损、杂物等。
胎面压出作业指导书一、设备:Φ200胎面挤出机:Φ150胎面挤出机二、工艺条件:1胶料、口型、与计划施工相符。
2.设备状态良好;仪表齐全、灵敏;管路、阀门通畅、不泄漏;地面清洁干净。
3.挤出温度:机头85±5℃;挤出胶料温度不大于120 ℃4.口形板予热温度不低于70℃。
5.(冷却槽)冷却水应清洁、无油污、不污染、无悬浮物、节假日开产要特别注意,换水在开产前三天进行沉淀,开产时将悬浮物漂出。
6.胎面冷却后,温度不高于30℃;胎面割头平整,坡度28-32°7.三角胶芯断面无蜂窝、海绵状态、挤压无水迹、无锯齿状。
三、操作要点:1.在炼胶工区领用计划用量的有合格章的指定终炼胶,严格按先后顺序使用。
2.热炼前应检查使用的胶料代号是否与压出规格相符。
3.不同胶号复合压出的返回胎面,必须分开掺用,掺用比例不大于30%。
如不能完全分割开的部分,掺用比例不大于15%。
掺用成型返回胶边时,须认真检查无杂物后按30%比例掺用于相同胶号胎侧胶。
4.不合格胶料的使用必须有技术部书面使用意见及签字盖章后方可使用。
3.口型板使用前必须预热不低于70℃。
口型完好与生产计划相符。
3.开车后必须经常检查、调整冷却水量,控制压出机各部位温度,确保排胶温度不高于120℃。
4.严格控制胶条宽度、厚度,各机台密切配合,做到均匀供胶不间断,供胶车堆积胶料≤100kg。
5.调整好接取输送速度,避免胎面过度拉伸影响断面尺寸,堆积于水槽中。
6.胎面规格变更,及时更换规格等标识;标识内容:规格-胎面部位代号-日期,标示清晰。
7.压出过程中要勤检查、调整,保证压出胎面符合施工标准,并做好记录。
8.彩线清晰平直、不间断、不堆积。
轻卡双线间距为55±2mm。
9.胎面逐条称重,不合格予以控制。
10.压出结束时应放慢速度,把余胶顶净后方可停车;11.压出的每条胎面要用红色蜡笔在胎面上标识上重量。
12.胎面收取后存放时间2-72小时。
子午线轮胎的生产流程 Prepared on 24 November 2020子午线轮胎的生产流程第一节生产工艺条件子午线轮胎的生产对工艺条件的要求比较严格。
实践证明,子午线轮胎的质量对生产工艺条件的反应特别敏感,而这一点对斜交胎的生产则表现的不是十分明显。
如果把子午线轮胎的生产工艺与斜交胎的生产工艺条件等同要求,那么就不会生产出高质量的于午线轮胎。
1.对温度、湿度的要求全钢丝子午线轮胎的生产厂房室温要求保持恒定,尤其是压延生产区、裁断生产区和成型生产区一定要严格控制,一般保持在22±2℃。
温度低则各种部件变硬,影响粘合,部件收缩率大,部件尺寸难控制,温度高则各种部件工艺操作困难。
相对湿度一般要求控制在50%以下,尤其是钢丝压延锭子房内和成型区。
如果湿度过大,钢丝帘线表面有水份,重则生锈,影响橡胶与钢丝帘线的粘合。
如果湿度过小,操作人员会感到口干舌燥,极不舒服。
所以绝大多数工厂在锭子房和成型区采用大面积空调,来保持春夏秋冬温度、湿度恒定。
2.对紫外线和臭氧的要求全钢线于午轮胎生产中的各种部件存放应严格控制太阳光中紫外线的照射和臭氧的侵入。
因为紫外线和臭氧都会引起橡胶老化而影响橡胶粘合,故子午线轮胎生产厂房一般不采用日光采光,即使是墙上有窗也要在玻璃上涂上一层黄色涂料,用来过滤紫外线,室内采光多采用一种特制的、尽量减少紫外线的日光灯管。
半成品部件的贴合面在成型之前尽量不暴露在外面,防上与紫外线和臭氧接触。
3.对灰尘的要求灰尘对橡胶有隔离作用,影响橡胶的粘合,所以目前太多数于午线轮胎生产厂房都采用封闭式,厂房内的通风采取过滤,胶料及原材料运输采用外用车辆不进车间,内用车辆不出车间的内、外交接。
有的厂规定进出车间职工换鞋等一系列措施防止灰尘进入生产区。
第二节胶料生产的主要工艺过程1. 原材料的加工主要包括天然橡胶、丁基橡胶的烘胶,将大块的小料加工成符合工艺规程要求的重量。
混炼前将天然橡胶、丁基橡胶烘到工艺要求的温度,以利于保护设备和炼胶质量。
汽车轮胎制造胎胚成型工艺作业指导书一、使用设备:LCB—1B LCB—2B LCB—3B LCB—4。
二、工艺条件:(1)成型机头标准:a、断面9.00及其以下,宽度公差+1㎜,周长公差(+7,-3)㎜。
b、鼓面和鼓肩张口不大于5㎜,鼓肩上下左右错位不大于3㎜,盖板翘起不大于3㎜。
C、鼓面鼓肩不松动,成型鼓椭圆度:机头直径800㎜以下的不大于2㎜,800㎜以上的不大于3㎜。
(2)下压辊合拢后无间隙。
(3)扣圈盘与主轴间隙不大于0.25㎜(一边测量不大于0.5㎜)扣圈盘周长公差+1.5㎜。
(4)成型棒的高度:上帘布筒时不高于鼓面30㎜,上胎面时不高于鼓面50㎜,成型棒摆动角度不大于15度。
(5)胎面刺毛接头后停放时间不多于4小时。
(6)成型机风压不低于0.4MPa。
三、质量标准:(1)成型中各部件要做到层层压实,达到“四正”(胎面正、缓冲层正、帘布筒正、钢丝圈正)“五无”(无气泡、无折子、无露白、无杂物、无断线)。
(2)帘布层偏歪值10.00—20及其以下规格不大于10㎜(包括10.00—20)。
10.00—20以上规格不大于15㎜。
工程轮胎不大于20㎜,胎面缓冲胶不大于8㎜。
(3)胎面割边高度9.00—20及其以下规格≦25㎜(包括9.00—20)。
9.00—20以上规格≦30㎜。
(4)双钢圈规格两钢圈间错位不大于2㎜,钢丝圈在成型中必须上完正包层以后,才允许离鼓肩。
(5)缓冲胶片与帘布表面保持新鲜、清洁、无喷霜。
四、操作要点:(1)开车前检查风压,各主要部件及机头尺寸确认无误后开机。
(2)检查各半成品部件是否正确。
(3)上1#布筒前,先在机头曲线部位涂胶浆。
必须达到外层帘布正包前不开胶,1#布筒要紧贴鼓面。
(4)布筒正包时,钢丝圈扣正后,必须用后压辊压实,反包需靠近钢圈底部翻起。
(5)各部位之间要均匀刷油,层层压实,然后慢转机头扎净气泡,有折子的要展开压实。
(6)正包帘布筒和子口包布必须分别压实,不允许两者一次压。
全钢丝载重子午线轮胎生产工艺及配方一、引言全钢丝载重子午线轮胎是一种高性能轮胎,具有承载能力强、耐磨性好、抗冲击能力高等特点,在工程机械、卡车等大型车辆上广泛应用。
本文将介绍全钢丝载重子午线轮胎的生产工艺及配方,以帮助读者更好地了解该轮胎的制造过程。
二、生产工艺1.橡胶混炼首先将天然橡胶和合成橡胶按照配方比例加入到橡胶混炼机中,加入硫化剂、促进剂、防老剂等其他辅助材料。
橡胶混炼机进行搅拌、热处理等工艺,使各种材料充分混合,并达到合适的流动性和可塑性。
2.双面带钢层制备将预先设计好的带钢经过切割、清洗等工艺进行预处理,然后在胶片涂布机上将橡胶混合料均匀地涂布在带钢上。
3.子午线层制备将尼龙等高强度纤维经过打浆、卷绕等工艺制备成子午线层,该子午线层可以增加轮胎的抗拉强度和刚性。
4.胎体制备将橡胶混合物和纤维材料放入模具中,在高温和高压下进行热压成型,形成胎体。
5.胎面加工将胎体放入胎面加工机器中,通过切割、加固等工艺,使胎体形成符合设计要求的形状和尺寸。
6.硫化与成型将经过胎面加工的胎体放入硫化罐中,进行硫化和成型。
在高温和高压条件下,胎体中的硫化剂与橡胶混合物中的硫化剂反应,形成网络状结构,使轮胎具有良好的弹性和耐磨性。
7.喷胶和轮胎成品经过硫化与成型后的轮胎进入喷胶机,将抛光剂喷涂在轮胎表面,增加其外观质量和光泽。
最后经过质检合格的轮胎会进行包装和运输,成为市场上的成品。
三、配方下面是一种常用的全钢丝载重子午线轮胎配方示例:1.橡胶材料配方-天然橡胶:60%-合成橡胶:40%-炭黑:40%-塑料化剂:2%-硫磺:2%-抗老剂:2%2.钢丝带材料配方-高强度带钢:一层-子午线纤维材料:一层3.其他辅助材料-促进剂:1%-防老剂:1%四、结论全钢丝载重子午线轮胎的生产工艺包括橡胶混炼、双面带钢层制备、子午线层制备、胎体制备、胎面加工、硫化与成型等工序。
合理的配方可以确保轮胎具有良好的弹性和耐磨性。
通过文档的介绍,读者可以更好地了解全钢丝载重子午线轮胎的制造过程,并且可以根据实际需求进行工艺和配方的优化。
子午线轮胎的生产流程(共20页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--子午线轮胎的生产流程全钢生产过程流程图第一节生产工艺条件子午线轮胎的生产对工艺条件的要求比较严格。
实践证明,子午线轮胎的质量对生产工艺条件的反应特别敏感,而这一点对斜交胎的生产则表现的不是十分明显。
如果把子午线轮胎的生产工艺与斜交胎的生产工艺条件等同要求,那么就不会生产出高质量的于午线轮胎。
1.对温度、湿度的要求全钢丝子午线轮胎的生产厂房室温要求保持恒定,尤其是压延生产区、裁断生产区和成型生产区一定要严格控制,一般保持在22±2℃。
温度低则各种部件变硬,影响粘合,部件收缩率大,部件尺寸难控制,温度高则各种部件工艺操作困难。
相对湿度一般要求控制在50%以下,尤其是钢丝压延锭子房内和成型区。
如果湿度过大,钢丝帘线表面有水份,重则生锈,影响橡胶与钢丝帘线的粘合。
如果湿度过小,操作人员会感到口干舌燥,极不舒服。
所以绝大多数工厂在锭子房和成型区采用大面积空调,来保持春夏秋冬温度、湿度恒定。
2.对紫外线和臭氧的要求全钢线于午轮胎生产中的各种部件存放应严格控制太阳光中紫外线的照射和臭氧的侵入。
因为紫外线和臭氧都会引起橡胶老化而影响橡胶粘合,故子午线轮胎生产厂房一般不采用日光采光,即使是墙上有窗也要在玻璃上涂上一层黄色涂料,用来过滤紫外线,室内采光多采用一种特制的、尽量减少紫外线的日光灯管。
半成品部件的贴合面在成型之前尽量不暴露在外面,防上与紫外线和臭氧接触。
3.对灰尘的要求灰尘对橡胶有隔离作用,影响橡胶的粘合,所以目前太多数于午线轮胎生产厂房都采用封闭式,厂房内的通风采取过滤,胶料及原材料运输采用外用车辆不进车间,内用车辆不出车间的内、外交接。
有的厂规定进出车间职工换鞋等一系列措施防止灰尘进入生产区。
第二节胶料生产的主要工艺过程1. 原材料的加工主要包括天然橡胶、丁基橡胶的烘胶,将大块的小料加工成符合工艺规程要求的重量。
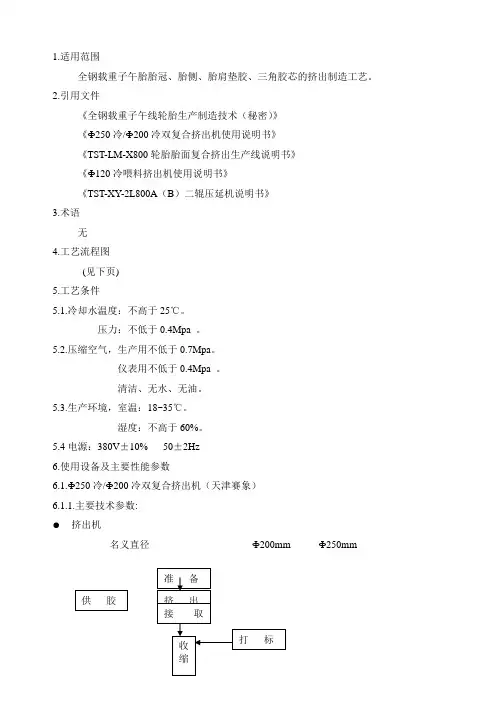
1.适用范围全钢载重子午胎胎冠、胎侧、胎肩垫胶、三角胶芯的挤出制造工艺。
2.引用文件《全钢载重子午线轮胎生产制造技术(秘密)》《Ф250冷/Ф200冷双复合挤出机使用说明书》《TST-LM-X800轮胎胎面复合挤出生产线说明书》《Ф120冷喂料挤出机使用说明书》《TST-XY-2L800A(B)二辊压延机说明书》3.术语无4.工艺流程图(见下页)5.工艺条件5.1.冷却水温度:不高于25℃。
压力:不低于0.4Mpa 。
5.2.压缩空气,生产用不低于0.7Mpa。
仪表用不低于0.4Mpa 。
清洁、无水、无油。
5.3.生产环境,室温:18~35℃。
湿度:不高于60%。
5.4电源:380V±10% 50±2Hz6.使用设备及主要性能参数6.1.Ф250冷/Ф200冷双复合挤出机(天津赛象)6.1.1.主要技术参数:●挤出机名义直径Ф200mm Ф250mm销钉数量90 100转速 3.5~35rpm 3~26rpm最大出胶量(无压力) 2200kg/h 3200kg/h工作压力≥65bar ≥50bar温控通道机筒 3 3螺杆 1 1冷却水通道喂料机筒 1 1喂料辊 1 1供胶带速度 1.5~15m/min 1.5~15m/min供胶带宽度1000mm 1000mm喂料胶片宽度800mm 800mm厚度6~12mm 6~12mm●复合机头最大口型尺寸600×40mm流道型式可更换嵌入式机头驱动形式全自动液压驱动液压缸动作压力160bar温控通道 3口型盒(电加热) 2锁紧缸锁紧压力400bar机头加热钻孔热水循环压力传感器~350bar温度传感器~200℃●温控系统温度调节范围40~120℃温度调节精度±1.5℃温控通道11组单元泵11台扬程30m流量8立方米/小时供胶装置冷喂料挤出机供胶运输带2条冷喂料挤出机供胶运输带速1.5~15m/min冷喂料挤出机供胶运输带宽1000mm金属探测仪灵敏度(进口)Ф3mm钢球驱动功率2.2KW6.1.2设备主要功能及精度挤出机可满足胎面、垫胶、胎侧及三角胶芯的生产可储存50个工艺参数配方具有故障自检及代码显示功能操作台可显示各单元电机工作及故障状态在操作位置设有安全防护及紧急停车装置机头各部位实际温度与设定温度最大不超过2℃排胶温度不超过110℃(10.00R20胎面不低于11m/min,其它不低于15m/min)流道不对称性不超过1%制品气孔率小于2%制品宽度公差±1.5mm制品厚度公差±0.2mm第 3 页距设备1米处噪音不超过83dba设备水、油、风零泄露6.2.TST-LM-X800轮胎胎面复合挤出生产线(天津赛象制造)6.2.1.技术参数●联动线速度:3~30m/min●生产线宽度:800㎜●工作平面高度:850㎜●收缩辊道收缩比:0~15%●米称称量极限及精度:max20kg ±0.2%(动态)●终端称称量极限及精度:max50kg ±0.3%(动态)●部件的裁断角度:15°~30°6.2.2.特征参数●接取装置:摆动带长度800mm上方配有一套红外测温装置,测温精度±1°●收缩辊道:辊道长度3500㎜,最大收缩比15%上方配有6个色标缸,带印字及压痕装置●连续称量装置(米称)最大称量范围20㎏/m最小分度值5g辊道称量重长度1000㎜静态精度1‰动态精度2‰具有双公差值范围设定功能,超公差情况下有光和声报警功能带测宽装置, 测宽范围0~600mm测宽精度±0.5mm●不合格打印装置●压延机前的自动定中心装置,对中精度:±1㎜外形宽度调节80~500㎜●压延机过桥及压延机后运输辊道,由ABB交流变频电机驱动.缓冲胶片贴合压力装置由一个动力承压辊和一个多片惰性压辊组成承压辊宽度800mm直径150mm承压辊内通冷却水,多片辊片内直径80mm外直径180mm片厚度2mm二辊压延机TST-XY-2L800A(B)二辊压延机辊筒直径360mm辊筒长度800(工作面)辊筒速比(上辊下辊) 1.04:1 1:1.04 1:1上辊线速度 2.5-25m/min辊距范围0-10mm温控精度±2℃压延制品最大宽度630mm压延后胶片厚度2~0.5mm胶片厚度精度±0.1mm胶片贴合部采用脚踏急停开关二辊压延机,供胶传送带带摆动Ф120冷喂料销钉式挤出机螺杆直径120mm螺纹形式双头螺纹长径比14D销钉数量56螺杆转速 5.0~50rpm主电机功率110kw最大工作能力(无压力) 800kg/h机头最大压力20Mpa最大口型宽度150mm温度控制范围40~100℃第 5 页温控通道 4温控精度±2℃胶料最大门尼黏度ML1+4(100℃) 85±5●双工位四导开胶片贴合装置由一台ABB交流变频电机驱动的水平运输带和两台无动力双导开的胶片贴合装置组成.运输带前方装有机械调中心装置.两台胶片贴合装置位置由手动调整胶片最小宽度40mm胶片最大宽度110mm胶片卷最大直径Ø400mm卷轴内孔40×40mm导开方杠38×38mm●贴聚乙烯垫布及双导开装置双导开装置可在导轨上移动,并可用人工调节导开位置,聚乙烯垫布导开张力是可调的.聚乙烯卷直径Ф300 宽度310~500mm 内径Ф75聚乙烯卷厚度0.07mm聚乙烯卷轴方杠38×38mm贴聚乙烯垫布装置配有一组多片惰性压辊以及与压辊相对的托辊托辊直径150mm托辊宽度800mm多片压辊直径Ф180多片压辊宽度500mm单片压辊厚度2mm●型胶贴合装置将120挤出机挤出的型胶贴到胎侧上,带机械高速偏及压合装置●爬坡运输带-Ⅰ●二工位四导开胶条贴合装置该装置由一台交流电机驱动的水平运输带和两台带动力双导开的胶片贴合装置组成●爬坡运输带-Ⅱ●带喷淋装置的冷却水槽冷却层为二层,冷却长度不小于100m冷却长度分二段,前段为喷淋冷却,后段为浸泡冷却供水温度不低于20℃冷却后胎面温度不高于室温加5℃冷却水槽采用模块式塑料输送带,传送带间装有张力调整装置●吹干装置第二层冷却水槽传动末端装有吹风装置,在传动辊的上方下方各安装一套吹风管.上面吹风管2个下面吹风管2个鼓风机功率15KW●可摆动的下坡运输带运输带形式皮带式皮带厚度3mm●裁断装置切割机前端设有光电控制的储存装置,定长输送带及裁刀移动均采用交流伺服电机驱动.切刀采用咬牙切齿水雾润滑.胎面裁断厚度小于40mm最大裁断宽度不大于500mm切割角度调整15°~30°切割部件最大长度3800㎜最短1200㎜切割部件长度公差≤±3mm裁断刀数(最高) 15次/分●单向及快速分离辊道,带吹干装置在快速分离辊道上下方设有吹干装置,及吸水海绵辊设有胎面打折机构,用于超长部件秤量●检量秤数字显示秤量最大50kg秤量分度10g动态精度±0.3%第 7 页秤量形式动态连续秤量●带翻转装置的接取辊道,带有废次品分选功能翻转装置只适用于10次/分以下的速度●液压升降台液压平台上升高度为1700mm,平台升到最高时高于地面500mm.液压平台承重4000kg●后接取辊道:带不合格打印●向卷取装置输送的空间运输带装有涨紧装置及调偏装置●卷取输送带设有光电计数功能及自动定长切割装置(电热切刀)●二工位卷取装置一条胎侧或两条垫胶的卷取带有垫布导开和自动纠偏装置,卷轴卷取部件为恒张力卷取●卷取过渡输送带卷取过渡输送带速度和卷取输送带同步卷取装置台架可横向移动,并带对中心装置●排烟罩接取运输带,收缩辊道和连续秤上方安装有排烟罩●吹干风源●倒卷装置●冷却水循环系统包括水箱、换热器、水泵。
载重子午胎的工艺流程英文回答:The manufacturing process of radial tires involves several steps to ensure the production of high-qualitytires that can handle heavy loads. Let me walk you through the process.1. Raw Material Preparation: The first step is togather all the necessary raw materials, including rubber, steel belts, fabric plies, and other additives. These materials are carefully selected and tested for quality.2. Mixing: In this step, the rubber compound isprepared by mixing various ingredients, including natural rubber, synthetic rubber, carbon black, and other chemicals. The mixture is then heated and processed in a Banbury mixer or similar equipment to achieve uniformity.3. Tire Building: The next step is tire building, wherethe prepared rubber compound is applied to a drum-shaped machine called a tire-building machine. The machine uses a set of fabric plies and steel belts to create the tire's structure. The plies and belts are positioned in a specific pattern to provide strength and stability.4. Curing: Once the tire is built, it goes through the curing process. The tire is placed in a mold and heated under pressure. This process allows the rubber to vulcanize and solidify, giving the tire its final shape and properties. The curing process typically takes several minutes.5. Inspection and Testing: After curing, the tire undergoes a thorough inspection and testing. This includes checking for any defects, such as bubbles or uneven tread. The tires are also tested for balance, durability, and performance under various conditions.6. Finishing: In the final step, the tires are trimmed, buffed, and given a final inspection. Any excess rubber is removed, and the tires are prepared for shipment or storage.中文回答:载重子午胎的制造工艺包含多个步骤,以确保生产出能够承受重载的高质量轮胎。
子午线轮胎的生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!子午线轮胎生产工艺流程1. 原材料准备收集天然橡胶、合成橡胶、炭黑、帘布、钢丝等原材料,并进行必要的检验和处理。
载重子午胎的工艺流程英文回答:The manufacturing process of radial tires for heavy-duty vehicles, also known as load-carrying tires, involves several key steps. Let me walk you through the process.Firstly, the production starts with the preparation of raw materials. The main components of a radial tire include rubber, fabric, steel belts, and various chemicals. These materials are carefully selected and sourced to meet the required specifications.Once the raw materials are ready, the tire building process begins. It starts with the inner liner, which is made of a special rubber compound that provides air retention properties. The inner liner is placed on a tire building drum, and the fabric plies are added on top. These fabric plies provide strength and stability to the tire.Next, the steel belts are added. These belts, made of steel cords embedded in rubber, are placed on top of the fabric plies. The number of steel belts can vary depending on the tire's load-carrying capacity.After the steel belts are in place, the tire's sidewalls are added. The sidewalls are made of rubber and are responsible for protecting the tire's inner components. They also provide the tire with its distinctive appearance.Once the tire is built, it goes through a processcalled curing. The uncured tire is placed in a mold, and heat and pressure are applied to shape and bond the components together. This process ensures that the tire maintains its shape and structural integrity.After curing, the tire goes through a series of inspections and quality checks. These checks include visual inspections, measurements of dimensions and tread depth, and tests for air retention and load-carrying capacity. Any defects or deviations from the required specifications are identified and addressed.Finally, the tires are trimmed and finished. The excess rubber is removed, and the tire's tread pattern is created. This tread pattern plays a crucial role in providing traction and grip on different road surfaces.中文回答:载重子午胎的制造工艺涉及几个关键步骤。
1.适用范围:全钢载重子午胎胎冠、三角胶芯的挤出制造工艺。
2.引用文件:
《全钢载重子午线轮胎生产制造技术(秘密)》《双复合挤出机使用说明书》
《双复合挤出机联动线使用说明书》
3.术语
无
4.工艺流程图
见附页
5.工艺条件
5.1 冷却水温度:《25℃
压力:》0.4Mpa
5.2 压缩空气:生产用》0.7Mpa
仪表用》0.4Mpa
要求:清洁、无水、无油
5.3 生产环境:室温:18~35℃
湿度:《60%
5.4 电源:380V±10%;50±2Hz
6.使用设备及主要性能
6.1 热炼机
6.1.1 XK-660破胶机两台(双星制造)
●辊筒尺寸:直径*长度 660*2130mm
●辊筒形式:前光辊钻孔冷却
后沟槽辊中空冷却
●前辊线速度:28.6m/min
●前后辊速比:1:1.24
6.1.2 XK-660细炼机、供胶机(双星制造)
●辊筒尺寸:直径*长度 660*2130mm
●辊筒形式:全部光辊钻孔冷却
●前辊线速度:24.8m/min
●前后辊速比:1:1.09
6.2 Φ250H/Φ150P双复合挤出机(中田制造)
6.2.1 技术参数
●挤出部件最大宽度/厚度:500mm/50mm
●最大工作产量:Φ250H挤出机:3600kg/h
Φ150P 挤出机: 1300kg/h ●挤出胶料温度:≤120℃
●机头内胶料压力:≤250kg/cm2
6.2.2 特征参数
●Φ250H挤出机
螺杆长径比:(长度L/直径D)6:1
螺杆转速:5.5~55rpm
喂料辊:独立水冷却
喂料胶片最大宽度/厚度:300mm/15mm
温控单元段数: 2段(螺杆、机筒各一段)
温度调节范围:40~120℃
温度调节精度:±2℃
●Φ150P挤出机
螺杆长径比:(长度L/直径D)16:1
螺杆转速:4.5~45rpm
喂料辊:独立水冷却
喂料胶片最大宽度/厚度:600mm/10mm
温控单元段数: 3段(螺杆、机筒前端、机筒喂料段各一段)温度调节范围:40~120℃
温度调节精度:±2℃
●背叠式挤出机头
开口尺寸:上机头500mm(宽)/25mm(高)
下机头500mm(宽)/25mm(高)
测量机头胶料压力传感器测量范围:0~350kg/cm2
测量温度段温度表范围:≤200℃
温控段数:3段(机头上、中、下各一段)
温度调节范围:40~120℃
温度调节精度:±2℃
●胶料供胶系统-Φ150P挤出机供料传输带
传输带段宽度/长度:1000mm/3000mm
金属控测器灵敏度:直径5mm钢球
带有自动报警装置
LMF-800A全钢载重子午胎挤出联动装置(桂林银河制造)
6.3.1 技术参数:
●联动线速度:3~30m/min
●输送带宽度:800mm
●辊道面距地面高度:850mm
●收缩辊道收缩比:6~13.6%
●米秤称量精度:±0.2%(动态)
●终端秤称量精度:±0.2%(动态)
●自动测宽范围及精度:宽度最大600mm;精度±0.1mm
●定中装置定中精度:±1mm
●冷却长度:120m(ⅠⅡ段喷淋、ⅢⅣ段浸泡)
●切割装置:切割精度:±3mm
切割坡度:18~30度
切割速度:Max 15刀/min
切割厚度:Max 300mm
6.3.2 特征参数:
●接取装置:线速度:Max 30m/min
上方配有一套红外测温装置,测温精度±1度●收缩辊道:辊道长度:3100mm;上方配有6个色标缸
●连续称量装置(米秤)
最大称量范围:10kg/m
最小分度值: 10g
辊道称量重长*宽:1000*800mm
带有打印、报警功能
●定中心装置:对中精度:±1mm
●胎面贴胶片系统
1.XYD-800两辊压延机
辊道直径/长度:360/800mm
上辊线速度:2.5~25m/min
速比:1:1;1:1.04
压延胶片最大宽度/最小厚度:630mm/0.2mm 压延胶片厚度精度:±0.1mm
温控段数:2段
温控精度:±2℃
2. XJ-90销钉冷喂料挤出机-供料机
螺杆长径比:12:1
最大挤出能力:300kg/h
机头内胶料工作压力:15~22Mpa
温控段数:3段
温度调节范围:40~95℃
温度调节精度:±2℃
3.贴胶上辊床-在压延机上方
托辊温控精度:±2℃(水冷却)
●两工位聚乙烯塑料薄膜导开装置
塑料卷最大直径:300mm
塑料厚度:0.07mm
塑料薄膜宽度:290~500mm
●双工位四导开胶片贴合装置-供三角胶芯贴胶片之用
胶片卷最大直径:500mm
胶片宽度范围:40~110mm
●双工位四导开胶片贴合装置-供胎侧胶贴胶片之用
胶片卷最大直径:500mm
胶片宽度范围:40~110mm
●冷却水槽
ⅠⅡ水槽喷淋冷却,ⅢⅣ水槽浸泡冷却,冷却水由Ⅳ槽经Ⅲ槽,至Ⅱ水槽喷淋后进回水管,冷却水槽全长120m
●吹干系统
●裁断装置:裁断长度:1200~3800mm
单向切割,喷射蒸汽润滑刀片
●终端秤:最大称量范围:50kg
静态称量精度:±0.1%
称量输送带长度/宽度:4500mm/80mm
具有不合格半成品分选功能
7.开炼机操作:
8.压出
9. 挤出胎冠或胎侧(有热贴胶片)时,贴胶片操作
10.裁刀及抬板操作
11半成品质量标准
11.1压出型胶无老化籽、无杂物、无气泡、无坑凹,表面光滑、压出断面致密性良好。
11.2压出型胶几何尺寸和重量符合施工表标准
11.3胎面标示线条清晰、规范,胎面底皮胶垫布平整,无打褶、无进水等现象11.4薄胶片的贴合尺寸满足要求,贴合无气泡、无打褶、无带入垫布、无进水等现象
11.5裁断长度符合施工表要求,裁断面光滑、裁断角度正确、无缺口、粘性好等11.6收取半部件不能有水,摆放整齐,不能相互粘连,并防止被百叶车压坏。
附:工艺流程图。