CATIA钣金实例教程_第十章_展开钣金图
- 格式:pdf
- 大小:304.88 KB
- 文档页数:4
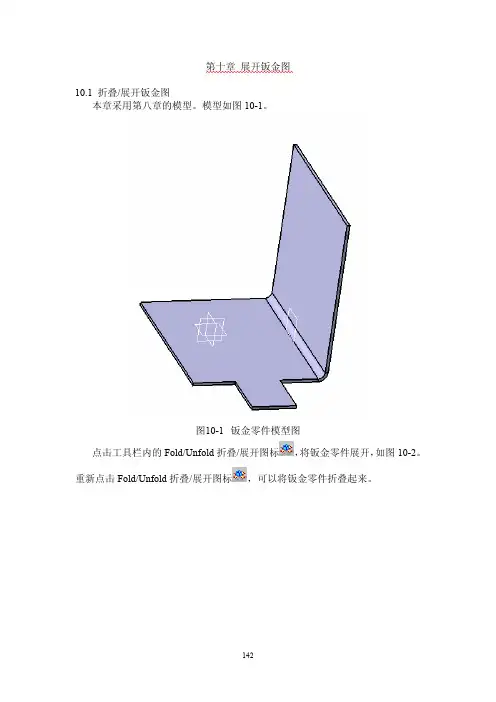
第十章展开钣金图10.1 折叠/展开钣金图本章采用第八章的模型。
模型如图10-1。
图10-1钣金零件模型图点击工具栏内的Fold/Unfold折叠/展开图标,将钣金零件展开,如图10-2。
重新点击Fold/Unfold折叠/展开图标,可以将钣金零件折叠起来。
图10-2钣金零件展开10.2 同时观察两个视图点击工具栏内的Multi Viewer折叠/展开图标,钣金零件被展开。
点击上面菜单条中的“窗口”,选择“水平平铺”,如图10-3,同时在视图区,三维视图和平面展开图同时显示出来如图10-4。
图10-3选择“水平平铺”图10-4同时显示三维视图和平面展开图注意!在一个窗口进行的修改会在另外一个窗口显示,可以方便设计者以最佳的方式进行设计修改。
在展开视图上,所有的尺寸限制都会在几何图形上显示出来。
在一个标准的展开图上,没有Multi-view多视图展开图标。
只有带弯曲的部分才被展开。
切断面和非封闭面不在Multi-view多视图模式显示出来。
10.3 激活/不激活视图仍然使用10.2节的钣金零件。
点击工具栏内的Views Management视图管理图标,出现View视图对话框,如图10-5,有两个选项:o点击“Current 当前”按钮,使平面展开图成为当前视图。
o点击“Deactivate不激活”按钮,将使平面展开图处于不激活的状态。
只有折叠的视图才可以进行这个操作。
此时,如果要进行展开操作,将出现一个消息框,说明展开图处于非激活状态。
要重复上面的步骤,先将展开图激活后,点击对话框内的“激活”按钮,才可以将展开图折叠起来。
图10-5View视图对话框。
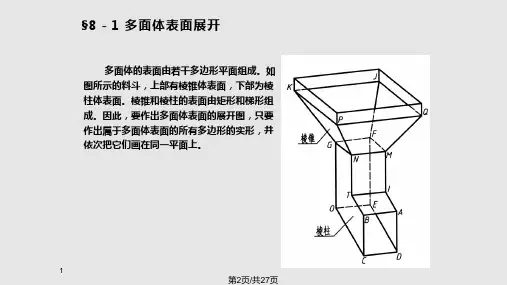
*第十章钣金零件及表面展开图将机件表面按其实际形状和大小,摊平在一个平面上,称为机件表面展开。
展开后所得到的平面图形,称为该机件表面的展开图。
画展开图的实质就是根据立体的投影图,求出立体表面展开后的实形。
求立体表面展开后实形的方法有图解法和计算法两种。
图解法是根据展开原理得到的,关键是求线段的实长和曲线的展开长度,而计算法是用解析计算代替图解法中的展开作图过程。
在计算机辅助设计中,也可以通过展开程序展开设计的零件。
第一节平面立体表面展开图展开平面立体时,应根据平面立体的视图所表达的投影关系,求出平面立体各表面的真实形状和大小,并依次地画出在同一平面上。
一、棱柱的表面展开棱柱管的各条棱线相互平行,如果从某棱线处断开,然后将棱面沿着与棱线垂直的方向打开并依次摊平在一个平面内,就得到了棱柱管的展开图。
这种绘制展开图的方法称为平行线法。
作图时应当求出各条棱线之间的距离和棱线的各自实长,并且展开后各棱线仍然保持互相平行的关系。
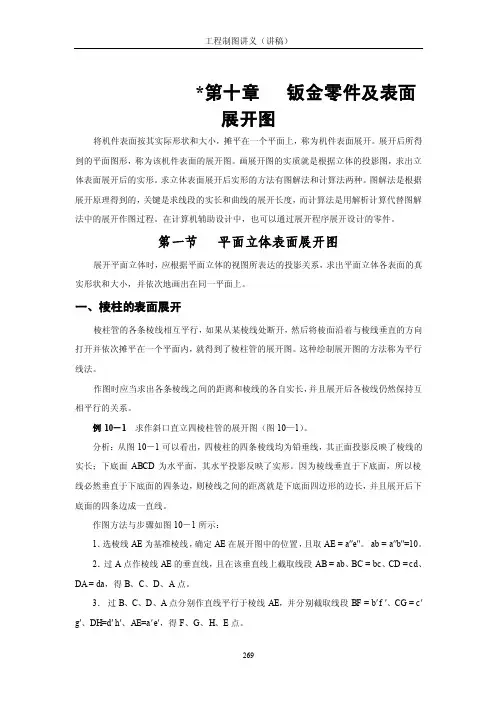
例10-1求作斜口直立四棱柱管的展开图(图10—1)。
分析:从图10-1可以看出,四棱柱的四条棱线均为铅垂线,其正面投影反映了棱线的实长;下底面ABCD为水平面,其水平投影反映了实形。
因为棱线垂直于下底面,所以棱线必然垂直于下底面的四条边,则棱线之间的距离就是下底面四边形的边长,并且展开后下底面的四条边成一直线。
作图方法与步骤如图10-1所示:1.选棱线AE为基准棱线,确定AE在展开图中的位置,且取AE = a″e″。
ab = a″b″=10。
2.过A点作棱线AE的垂直线,且在该垂直线上截取线段AB = ab、BC = bc、CD = cd、DA = da,得B、C、D、A点。
3.过B、C、D、A点分别作直线平行于棱线AE,并分别截取线段BF = b′f ′、CG = c′g′、DH=d′h′、AE=a′e′,得F、G、H、E点。
4.依次连接E、F、G、H、E各点,即得到斜口直立四棱柱管的展开图,如图10-1 (b)所示。
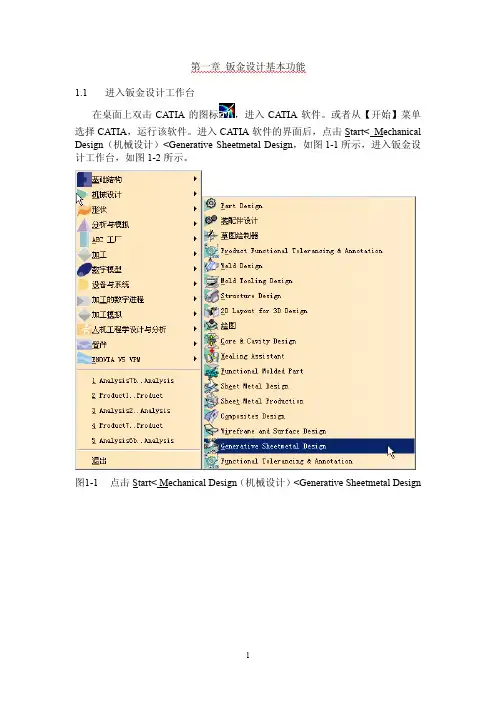
第一章钣金设计基本功能1.1 进入钣金设计工作台在桌面上双击CATIA的图标,进入CATIA软件。
或者从【开始】菜单选择CATIA,运行该软件。
进入CATIA软件的界面后,点击Start< Mechanical Design(机械设计)<Generative Sheetmetal Design,如图1-1所示,进入钣金设计工作台,如图1-2所示。
图1-1点击Start< Mechanical Design(机械设计)<Generative Sheetmetal Design图1-2钣金设计工作台1.2 设置钣金参数点击工具栏内的Sheet Metal Parameters钣金参数图标,出现Sheet Metal Parameters钣金参数定义对话框,如图1-3。
点击Parameters参数制表栏,可以定义钣金的参数:采用的标准、厚度和缺省的导角半径。
图1-3Sheet Metal Parameters钣金参数定义对话框点击对话框内的Bend Extremities弯曲边缘制表栏,可以选择不同的弯曲边缘形式,如图1-4。
选择边缘形式后,点击Sheet Metal Parameters钣金参数定义对话框内的“确定”按钮,完成钣金参数设置,在左边的模型树上出现“钣金件参数.1”元素,如图1-5。
图1-4Bend Extremities弯曲边缘制表栏图1-5模型树上出现“钣金件参数.1”元素1.3 生成一个底板点击工具栏内的Sketcher 草图图标,然后在左边的模型树中点击选中xy 平面,如图1-6。
选择后,进入草图设计工作台。
图1-6选中模型树中的xy平面点击工具栏内的Profile轮廓线图标,然后画一条封闭的多边形轮廓线,如图1-7。
点击工具栏内的Constrain约束图标,标注一条线段的尺寸,如图1-8。
由于多边形是任意画出的,因此,标注的线段长度也是任意的。
双击该尺寸线,出现约束定义对话框,如图1-9。
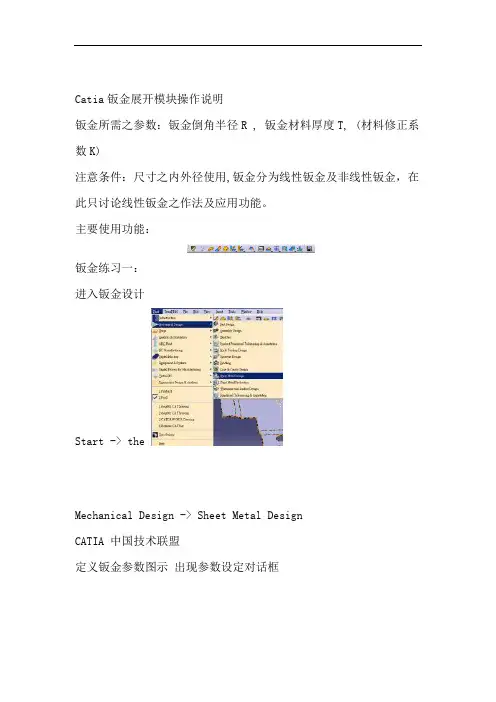
Catia钣金展开模块操作说明钣金所需之参数:钣金倒角半径R , 钣金材料厚度T, (材料修正系数K)注意条件:尺寸之内外径使用,钣金分为线性钣金及非线性钣金,在此只讨论线性钣金之作法及应用功能。
主要使用功能:钣金练习一:进入钣金设计Start -> theMechanical Design -> Sheet Metal DesignCATIA 中国技术联盟定义钣金参数图示出现参数设定对话框: Parameters:Thickness:填入板材厚度Bend Radius:填入钣金倒角半径选择Bend Extremities:指定钣金逃让模式为Tangent按下OK则在Part Tree出现Sheet Metal Parmeters.1之物件CATIA 中国技术联盟进入Sketch草图模式,绘制一个材料板离开草图模式,并回到3D工作模式选择钣材生成 ,出现定义对话窗口,依默认值向上的方向生成.产生钣材对象wall.1第一个产生的钣面将为其预设的基准面CATIA 中国技术联盟,选择钣折边图示以产生侧折弯钣面.出现对话框选择钣面左边缘线,并给予钣长为50mm,按Reverse Site改变为所需的方向,并依同法产生右边之折弯钣面再选择,产生前折弯钣面,及内缩界为30mm,钣长给.10mmCATIA 中国技术联盟建立切孔选择钣金面Wall on Edge.2 ,并进入草图模式使用绘图功能,在该面上绘制如下图形回到3D模式选择切孔图示在Type 处指定Up to Last “贯穿到底”形.形成切孔如上建立冲折弧角选择自动冲折弧角图示Catia将自动产生冲折弧角如下,并会产生该倒角对象钣金展开选择钣金展开图示该钣金件将自动展开成平钣如图若要折回,可再按一次制作矩阵切孔,先选择欲复制的切孔,再选择矩阵切孔图示,将蹦现对话框在First Direction定义一次数组参数:Instance(s)输入复制数组数,Spacing输入间隔距离,Reference element选择参考方向的边线Edge.2,若方向错误可按Reverse来改变之.在Second Direction定义二次数组参数:Instance(s)输入复制数组数,Spacing输入间隔距离,Referenceelement选择参考方向的边线Edge.3,若方向错误可按Reverse来改变之.按OK完成。
一. 图面睁开步骤 :审图成立文件档案确立图框幅面部件睁开标明尺寸审查二. 图面睁开之注意事项1.睁开方式要合理 ,尽可能减小不用要的工序及考虑加工方便性考虑实质加工工艺合理安排加工工序 (孔与折边距离 ,压铆 .折弯加工工艺.焊接加工工艺等 ),以上情况要考虑加工次序的安排 .2.合理选择空隙及包边方式空隙及包边关系的选择的一般原则为:长边包短边 ,折弯睁开空隙为0.2~1mm( 依据板材板厚不一样而取值不一样)3.一定合理考虑公差图面公差标明有以下几种 :4.关于门板类及盒体一定考虑毛刺方向关于该类部件的睁开,一定要考虑毛刺 ,达到折弯后毛刺向里 .关于一些大门板类部件设计时如未考虑烤漆掉挂工艺孔,而该类部件又无其余孔,在睁开时考虑加开掉挂工艺孔.5.抽牙 ,压铆 ,冲凸 ,扯破等地点方向一定明确 ,画出剖面图6.关于图面上不一样孔径的孔为了加以差别应在图面上用字母分别表记,不一样孔径采纳不一样的字母.7.一定选择合理刀具 ;8.考虑烤漆及喷粉膜厚 ;9.尺寸标明规范化 .齐备 .清楚 ,压铆类标明需一致规范化尺寸标明规范化 :在任一图面绘制好尺寸标明前都要对尺寸标明比率进行设置 ,设置公式为 AXP=1(A>0,P>0,P为所设置值既overall scale值为P),尺寸文本字高为 3.10.材质 ,板厚要与表处方式相联合 ;11.选择适合的图纸幅面 ;12.特别角度折弯系数及内 R 角变化要试验确立 ;13.部分尺寸许多的地方可画出放大图以便清楚表达;14.易犯错的地方需要点提示 ,如不对称部件 ,部分部件可在睁开图上画出折弯表示 ;15.关于需保护的地方要加以标示 .16.拉丝件要注明拉丝方向 .三. 睁开图的绘制技巧1.采纳拼图的方式 :①如有客户供给的有CAD 图檔 ,我们可依据三视图选择适合的视图作为基准 ,而后将需要的视图移至到基准视图对应地点上,在拼的过程中必定要注意视图方向与板厚的加减.每拼一处使用拉伸命令(STRETCH) 减一次折弯系数 ,达成后都要进行尺寸检查,发现错误实时修正 .不要等到拼完后再来计算就很难找犯错误的地点,在所有达成后再整体计算一次,检查睁开图时 ,一般先计算整体外形尺寸,而后按从左至右或从右至左一个一个尺寸的校正 ,每一处尺寸都不要放过.关于形状较难的图纸能够先用二手纸打印出来后进行检查,不对之处用笔作个记号,检查完后再对计算机数据作改正 ,改正完一处用笔表记一处,这样就能够减少错误发生的机率 .拼图的主要长处是 :节俭时间 ,减少错误 .②若客户没有给我们供给图檔时: 我们要先依据三视图确立一个视图作为基准 ,绘制出所需要部分 ,而后将其余视图上所需要的边分别绘制出来,再以第①点叙述的拼图方法达成睁开.2.关于冲网孔许多的料件绘制完睁开图后 ,先不要标明尺寸 ,依据网孔的地点及数目将总长或总宽减小 0.2~0.3 ㎜(视状况而定 ),防备孔被拉变形后尺寸会增大 ,这样能够保证整体尺寸 ,减小变形量 .3.关于孔位许多而杂的睁开图 :可采纳分多人绘制 ,分别用不一样的字母和不一样的颜色表示 ,绘制时分别以同一坐标系为基准作参照 ,绘制完后选中同一基准点将两幅图拼加在一同即可 ,检查时按同一方向进行校正 ,可减少错误 .如:戴西博的料件 ,就是采纳多人分开绘制 ,而后拼加在一同 .4.关于图面用英寸标明尺寸的图面 :绘制时外形采纳英寸计算 ,绘制达成后整体放大25.4 倍即可,关于圆孔或腰孔可用英寸计算出孔定位尺寸, 先画出孔中心线,而后再变换为公制画出孔径大小 .这样能够方便编程, 减少小数字数 .5.在校正睁开图需作改正时 :可采纳拉伸命令 ,先标明出改正前的尺寸 , 而后再拉伸至所需要地点尺寸,前后比较检查 ,能够理解能否达成改正.6.特别角度折弯系数及内 R 角变化要试验确立 :关于一些不规则的折弯角度先依据理论值睁开后 ,用试片先试折 ,以试验结果找出问题的原由所在来调整睁开尺寸 .另关于一此特别板厚 ,不可以确立折弯系数时 ,必定要试折丈量 ,且要多次丈量 ,得出正确结果 ,方可睁开 .。
一. 图面展开步骤:审图建立文件档案确定图框幅面零件展开标注尺寸审核二. 图面展开之注意事项1. 展开方式要合理,尽可能减小不必要的工序及考虑加工方便性考虑实际加工工艺合理安排加工工序(孔与折边距离,压铆.折弯加工工艺.焊接加工工艺等),以上情形要考虑加工顺序的安排.2. 合理选择间隙及包边方式间隙及包边关系的选择的一般原则为:长边包短边,折弯展开间隙为0.2~1mm(根据板材板厚不同而取值不同)3. 必须合理考虑公差图面公差标注有如下几种:4. 对于门板类及盒体必须考虑毛刺方向对于该类零件的展开,必须要考虑毛刺,达到折弯后毛刺向里.对于一些大门板类零件设计时如未考虑烤漆掉挂工艺孔,而该类零件又无其它孔,在展开时考虑加开掉挂工艺孔.5. 抽牙,压铆,冲凸,撕裂等位置方向必须明确,画出剖面图6. 对于图面上不同孔径的孔为了加以区别应在图面上用字母分别标识,不同孔径采用不同的字母.7. 必须选择合理刀具;8. 考虑烤漆及喷粉膜厚;9. 尺寸标注规范化.齐全.清楚,压铆类标注需统一规范化尺寸标注规范化:在任一图面绘制好尺寸标注前都要对尺寸标注比例进行设置,设置公式为AXP=1(A>0,P>0,P为所设置值既overall scale值为P),尺寸文本字高为3.10. 材质,板厚要与表处方式相结合;11. 选择合适的图纸幅面;12. 特殊角度折弯系数及内R角变化要试验确定;13. 部分尺寸较多的地方可画出放大图以便清楚表达;14. 易出错的地方需重点提示,如不对称零件,部分零件可在展开图上画出折弯示意;15. 对于需保护的地方要加以标示.16. 拉丝件要标明拉丝方向.三. 展开图的绘制技巧1. 采用拼图的方式:①若有客户提供的有CAD图檔,我们可根据三视图选择适当的视图作为基准,然后将需要的视图移至到基准视图对应位置上,在拼的过程中一定要注意视图方向与板厚的加减.每拼一处使用拉伸命令(STRETCH)减一次折弯系数,完成后都要进行尺寸检查,发现错误及时修正.不要等到拼完后再来计算就很难找出错误的位置,在全部完成后再整体计算一次, 检查展开图时,一般先计算总体外形尺寸,然后按从左至右或从右至左一个一个尺寸的校对,每一处尺寸都不要放过.对于形状较难的图纸可以先用二手纸打印出来后进行检查,不对之处用笔作个记号,检查完后再对计算机数据作修改,修改完一处用笔标识一处,这样就可以减少错误发生的机率.拼图的主要优点是:节约时间,减少错误.②若客户没有给我们提供图檔时: 我们要先根据三视图确定一个视图作为基准,绘制出所需要部分,然后将其它视图上所需要的边分别绘制出来,再以第①点讲述的拼图方法完成展开.2. 对于冲网孔较多的料件绘制完展开图后,先不要标注尺寸,根据网孔的位置及数量将总长或总宽减小0.2~0.3㎜(视情况而定),防止孔被拉变形后尺寸会增大,这样可以保证总体尺寸,减小变形量.3. 对于孔位较多而杂的展开图:可采用分多人绘制,分别用不同的字母和不同的颜色表示,绘制时分别以同一坐标系为基准作参照,绘制完后选中同一基准点将两幅图拼加在一起即可,检查时按同一方向进行校对,可减少错误.如:戴西博的料件,就是采用多人分开绘制,然后拼加在一起.4. 对于图面用英寸标注尺寸的图面:绘制时外形采用英寸计算,绘制完成后整体放大25.4倍即可,对于圆孔或腰孔可用英寸计算出孔定位尺寸,先画出孔中心线,然后再转换为公制画出孔径大小.这样可以方便编程,减少小数字数.5. 在校对展开图需作修改时:可采用拉伸命令,先标注出修改前的尺寸,然后再拉伸至所需要位置尺寸,前后对照检查,可以明白是否完成修改.6. 特殊角度折弯系数及内R角变化要试验确定:对于一些不规则的折弯角度先根据理论值展开后,用试片先试折,以试验结果找出问题的原因所在来调整展开尺寸.另对于一此特殊板厚,不能确定折弯系数时,一定要试折测量,且要多次测量,得出正确结果,方可展开.。
第十章展开钣金图
10.1 折叠/展开钣金图
本章采用第八章的模型。
模型如图10-1。
图10-1钣金零件模型图
点击工具栏内的Fold/Unfold折叠/展开图标,将钣金零件展开,如图10-2。
重新点击Fold/Unfold折叠/展开图标,可以将钣金零件折叠起来。
图10-2钣金零件展开
10.2 同时观察两个视图
点击工具栏内的Multi Viewer折叠/展开图标,钣金零件被展开。
点击上
面菜单条中的“窗口”,选择“水平平铺”,如图10-3,同时在视图区,三维视图和平面展开图同时显示出来如图10-4。
图10-3选择“水平平铺”
图10-4同时显示三维视图和平面展开图
注意!
在一个窗口进行的修改会在另外一个窗口显示,可以方便设计者以最佳的方式进行设计修改。
在展开视图上,所有的尺寸限制都会在几何图形上显示出来。
在一个标准的展开图上,没有Multi-view多视图展开图标。
只有带弯曲的部分才被展开。
切断面和非封闭面不在Multi-view多视图模式显示出来。
10.3 激活/不激活视图
仍然使用10.2节的钣金零件。
点击工具栏内的Views Management视图管理图标,出现View视图对话框,如图10-5,有两个选项:
o点击“Current 当前”按钮,使平面展开图成为当前视图。
o点击“Deactivate不激活”按钮,将使平面展开图处于不激活的状态。
只有折叠的视图才可以进行这个操作。
此时,如果要进行展开操作,将出现一个消息框,说明展开图处于非激活状态。
要重复上面的步骤,先将展开图激活后,点击对话框内的“激活”按钮,才可以将展开图折叠起来。
图10-5View视图对话框。