J31系列闭式单点压力机技术参数精
- 格式:docx
- 大小:25.45 KB
- 文档页数:5

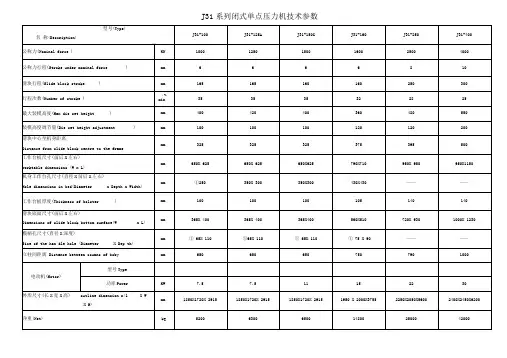
JE31 系列闭式单点压力机JE31用途与结构性能:该系列压力机采用整体框架结构,刚性好 , 动态精度高 , 宽敞的作业空间 , 广泛适用于精密加工以及自动化生产。
◆ 钢板焊接机身 , 框架半闭式结构 , 变形小 , 刚度好;◆ 箱式六面导轨,精度稳定性好;◆ 组合式气动摩擦离合器制动器,机动润滑;◆ 采用液压过载保护,电气采用 PLC 控制◆ 另可配快速换模、气垫、光电保护装置、自动送料装置及变速装置。
主要技术参数 Specification项目名称 Item单位Unit JE31-100 JE31-125 JE31-160 JE31-200 JE31-250 JE31-315 JE31-400 公称力 Nominal Stroke 毫米mm 1000 125016002000250031504000公称力行程 Nominal Pressure Length 毫米mm 5 5 6 6 6 8 8滑块行程 Stroke Length毫米mm140 150 160 160 200 250 250行程次数 No. of Strokes per minute 固定fixed次 /分SPM 50 50 50 50 45 30 25可调variable 30-6030-60 30-60 30-55 30-50 25-40 25-30最大装模高度 Max. Die Height 毫米mm 350350 400 400 450 450 500装模高度调节量毫米mm 90 90 110 110 110 120 120Die Height Adjustment 工作台板尺寸 Bolster Surface前后 F.B. 毫米mm680 700 740 780 840 840 950 左右 L.R. 毫米 88088010501100120012501250mm滑块底面尺寸Slide Surface 前后 F.B. 毫米mm 520520580580650700700左右 L.R. 毫米mm 630630 800 800 880 950 950垫板厚度 Thickness of Bolster 毫米mm 155160 165 170 180 180 180气垫压力 Pressure of Air Cushion 千牛KN 100100 145 145 145 145 145气垫行程 Stroke of Air Cushion 毫米mm 7070 80 80 80 80 80主电机功率 Main Motor Power 千瓦KW7.511 15 18.5 22 30 37滑块电机 Slide Motor型号ModelYPE500-4Z Y PE500-4Z Y PE750-4Z Y PE750-4Z Y PE1000-4Z Y PE1500-4Z Y PE1500-4Z功率 Power 千瓦KW 0.50.5 0.75 0.75 1.1 1.5 1.5外形尺寸 Overall Dimension前后 F.B. 毫米mm 20002125 2240 2340 2600 2720 3350左右 L.R. 毫米mm 14501480 2000 2100 2200 2400 2400高度 Height 毫米mm31703300 3470 3500 4000 4280 4700气压 Air Pressure 兆帕MPa 0.5 0.5 0.5 0.5 0.5 0.5 0.5重量 Weight千克kg13000 14000 19000 27000 35000 38000 43000。
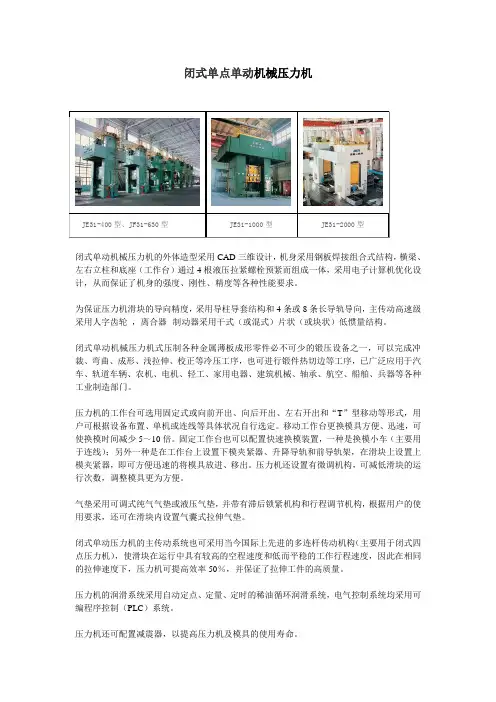
闭式单点单动机械压力机闭式单动机械压力机的外体造型采用CAD三维设计,机身采用钢板焊接组合式结构,横梁、左右立柱和底座(工作台)通过4根液压拉紧螺栓预紧而组成一体,采用电子计算机优化设计,从而保证了机身的强度、刚性、精度等各种性能要求。
为保证压力机滑块的导向精度,采用导柱导套结构和4条或8条长导轨导向,主传动高速级采用人字齿轮,离合器--制动器采用干式(或混式)片状(或块状)低惯量结构。
闭式单动机械压力机式压制各种金属薄板成形零件必不可少的锻压设备之一,可以完成冲裁、弯曲、成形、浅拉伸、校正等冷压工序,也可进行锻件热切边等工序,已广泛应用于汽车、轨道车辆、农机、电机、轻工、家用电器、建筑机械、轴承、航空、船舶、兵器等各种工业制造部门。
压力机的工作台可选用固定式或向前开出、向后开出、左右开出和“T”型移动等形式,用户可根据设备布置、单机或连线等具体状况自行选定。
移动工作台更换模具方便、迅速,可使换模时间减少5~10倍。
固定工作台也可以配置快速换模装置,一种是换模小车(主要用于连线);另外一种是在工作台上设置下模夹紧器、升降导轨和前导轨架,在滑块上设置上模夹紧器,即可方便迅速的将模具放进、移出。
压力机还设置有微调机构,可减低滑块的运行次数,调整模具更为方便。
气垫采用可调式纯气气垫或液压气垫,并带有滞后锁紧机构和行程调节机构,根据用户的使用要求,还可在滑块内设置气囊式拉伸气垫。
闭式单动压力机的主传动系统也可采用当今国际上先进的多连杆传动机构(主要用于闭式四点压力机),使滑块在运行中具有较高的空程速度和低而平稳的工作行程速度,因此在相同的拉伸速度下,压力机可提高效率50%,并保证了拉伸工件的高质量。
压力机的润滑系统采用自动定点、定量、定时的稀油循环润滑系统,电气控制系统均采用可编程序控制(PLC)系统。
压力机还可配置减震器,以提高压力机及模具的使用寿命。
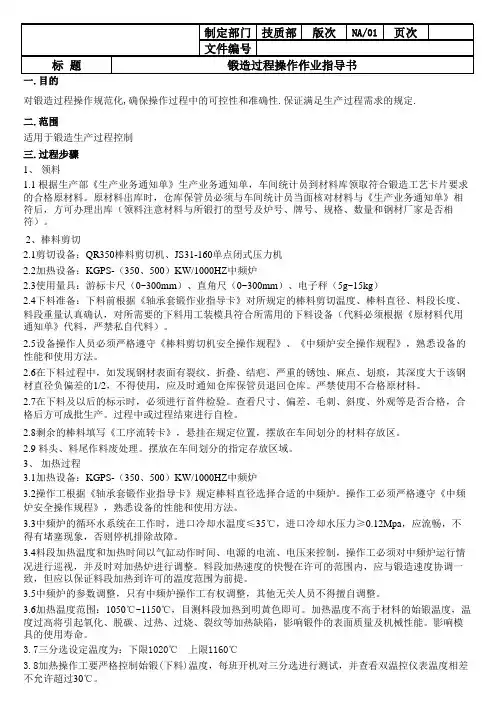
许昌兴华汽配制造有限公司锻造过程作业指导书编号:XH-WI04-A0编制:李战业审核:潘利成批准:李文鹏发布日期:2014.10.08 实施日期:2014.10.09原材料验收和存放管理XH-WI04-A0 01 所有原材料(包括外包产品)及附件必须经质检部验收合格后,方可入库使用。
一、主要原材料的化学成份和使用要求:C Si Mn Cr S P Cu Ni0.42-0.50 0.17-0.37 0.50-0.80 ≤0.25 ≤0.035 ≤0.035 ≤0.252、轴叉:45#必须符合GB/T699-1999标准C Si Mn Cr S P Cu Ni0.42-0.50 0.17-0.37 0.50-0.80 ≤0.25 ≤0.035 ≤0.035 ≤0.253、轴叉:40cr必须符合GB/T3077-2008标准C Si Mn Cr S P Cu Ni0.37-0.40 0.17-0.37 0.50-0.80 0.8~1.10 ≤0.035 ≤0.035 ≤0.035 ≤0.034、节叉:45#必须符合GB/T699-1999标准C Si Mn Cr S P Cu Ni0.42-0.50 0.17-0.37 0.50-0.80 ≤0.25 ≤0.035 ≤0.035 ≤0.255、端面齿:45#必须符合GB/T699-1999标准C Si Mn Cr S P Cu Ni0.42-0.50 0.17-0.37 0.50-0.80 ≤0.25 ≤0.035 ≤0.035 ≤0.256、锻模:5CrNiMo必须符合GB/T 1299-1985标准C Si Mn Cr S P Cu Ni Mo V0.5-0.6 ≤0.04 0.5-0.8 0.5-0.8 ≤0.03 ≤0.03 ≤0.3 1.4-1.8 0.15-0.3二、材料的验收:检验项目技术要求检验方法检验频次外观不得有裂纹,折叠、严重的锈蚀和变形。
4.1
JD31-250型闭式单点压力机操作规程
1 班前
1.1检查交接班记录。
1.2检查操纵台及各种压力表是否在关闭状态和“0”的位置上。
1.3检查液压箱内油位线是否正常。
1.4检查机床台面上模具压板螺钉有否松动。
1.5检查面板上紧仃按钮是否复位。
1.6清洁导轨面并喷注一次机油。
2 开机
2.1打开总电源。
2.2检查电柜内定时器和延时继电器能否正常工作。
2.3检查各挡限位器是否灵活。
2.4设备空运转二次, 正常后可加工产品。
3 班后
3.1切断总电源。
3.2清洁设备及控制面板。
3.3打扫设备周围环境。
3.4做好交接班记录。
第一章概论1.1 级进模概述一个冲压零件,如用简易模具冲制,一般来说,每项冲压工序,如冲裁〔冲孔、冲切或落料〕、弯曲、拉深、成型等,就需要一副模具。
这对于一个比较复杂的冲压零件来说,则需要几副模具才能完成。
因此这种简易模具的生产效率,相对来说仍是较低的。
对于大批料生产的定型产品,用简易模具进行生产是极不适应的。
多工位级进模是冷冲模的一种。
级进模又称跳步模,它是在一副模具内,按所加工的零件分为假设干个等距离工位,在每个工位上设置一定的冲压工序,完成冲压零件的某部分加工。
被加工材料〔一般为条料或带料〕在控制送进距离机构的控制下,经逐个工位冲制后,便得到一个完整的冲压零件〔或半成品〕。
这样,一个比较复杂的冲压零件,用一副多工位级进模即可冲制完成。
在一副多工位级进模中,可以连续完成冲裁、弯曲、拉深、成型等工序。
一般地说,无论冲压零件的形状怎样复杂,冲压工序怎样多,均可用一副多工位级进模冲制完成。
多工位级进模的结构比较复杂,模具制造精度高,这对模具设计者来说需要考虑的内容很多,尤其是级进模条料排样图的设计,模具各部分结构的考虑等都是十分重要的。
级进模,尤其是多工位级进模,配合高速冲床,实现高速自动化作业,能使冲压生产料率大幅度提高。
它在提高生产效率、降低成本、提高质量和实现冲压自动化等方面有着非常现实的意义。
多工位级进模可以对于一些形状十分复杂的冲压件进行冲裁、弯曲、拉深、成形加工。
对大批量生产的冲压零件尤其应当采用多工位级进模进行冲制。
级进模特点及其现状级进模是在压力机一次行程中完成多个工序的模具,它具有操作安全的显著特点,模具强度较高,寿命较长。
使用级进模便于冲压生产自动化,可以采用高速压力机生产。
级进模较难保证内、外形相对位置的一致性。
多工位级进模冲压工艺具有生产效率高,材料利用率高,冲压设备比较简单,对操作工人技术等级要求不高等优点,所以在工业生产中,应用广泛,并已成为不可缺少的重要加工手段之一。
沈阳建筑大学毕业设计说明书毕业设计题目: J31-250型曲柄压力机设计系别专业班级: 学生姓名:性别:指导教师:职称:2012年6月10日摘要锻压机械在工业中占有极其重要的地位,广泛应用于几乎所有的工业部门,如机械、电子、国防等。
然而,在锻压机械中,又以曲柄压力机最多,占一半以上。
曲柄压力机是以曲柄滑块机构作为运动机构,依靠机械传动将电动机的运动和能量传给工作机构,通过滑块给模具施加力,从而使毛坯产生变形。
本次设计为J31-250型闭式单点压力机,参照国内现有相关型号压力机,进行了2500KN机械压力机主要工作系统设计。
设计分三步进行:首先,拟定总传动方案;其次,设计主要零部件;最后,进行经济评估。
本设计中主要包括以下设计部分:曲柄滑块机构的设计计算、传动系统的设计计算、离合器和制动器的设计计算、电动机的选择和飞轮的设计以及支撑附属装置的设计。
本次设计方案均采用同类设计中最新的零件类型及布置方式。
通过离合器和制动器进行气动连锁控制。
用电动机调节连杆的长度来达到调节装模高度的目的,以适应不同高度的模具。
采用四面调节导轨,提高了压力机的精度,并装有过载保护装置、滑块平衡装置等,使机器更加安全、可靠。
关键词:锻压机械;曲柄滑块机构;闭式单点压力机AbstractForge and press machine is very important in industry,it is used in almost any induetry department,such as machine,electron,national defense and so on.It is crank forge and press machine that is most important in forge and press machine.Crank press machine uses crank slide block mechanism as working mechanism,machine driving system passes the movement and energy of electromotor to working mechanism, bringing forge to the die by slide block,in order to let roughcast engender transmutation.In this paper,the subject is the J31-250 closed-single punching machine,it is designed in accordance with the related machine now and designed the working system of 2500KN punching machine.The design has been done through three steps: firstly,draw up total transmission; secondly, design each part; at last, economy estimation.In this paper, the design mainly consists of some parts: crank slide mechanism, gear deriving system, clutch and detent, electromotor and flywheel, supporting and appertain equipment.The design program used the new parts type and arrangement. The machine works by the control of the frictional clutch and detent. Electromotor drives the link screw to fit the diffent height of die. Using four-side regulative guider, improves the precision of the punching machine. The machine has installed over loading protector, slide block balance equipment, pledging the machine work safety and dependable.Keyword: forge and press machine ;crank slide block mechanism ;closed-single press machine目录摘要 (I)ABSTRACT (II)概述 (1)1.1锻压设备的发展 (1)1.2机械压力机的主要类型 (1)1.3曲柄压力机的工作原理 (2)1.4曲柄压力机的技术参数 (3)1.5论文内容 (4)1.5.1设计内容 (4)1.5.2压力机主要技术参数 (4)第二章曲柄滑块机构的运动分析与受力分析 (5)2.1曲柄滑块机构的运动规律 (5)2.2 曲柄滑块机构的受力分析 (8)第三章传动系统的布置及设计 (11)3.1传动系统的布置方式 (11)3.2传动级数和各级数比分配 (11)3.3离合器和制动器安装位置的确定 (12)第四章设计计算 (12)4.1 工作机构的设计计算——曲柄滑块机构的设计计算 (12)4.1.1 芯轴设计计算 (13)4.1.2 连杆及装模高度调节装置 (15)4.1.3 调节电动机容量选择 (17)4.1.4 滑块与导轨 (18)4.1.5 蜗轮蜗杆的设计计算 (18)4.2 传动系统的设计计算 (19)4.2.1 低速级齿轮的设计 (19)4.2.2 高速级齿轮的设计 (23)4.2.3 传动轴设计计算 (27)4.3 操纵系统的设计计算——离合器与制动器的设计计算 (32)4.3.1 制动器和离合器的工作原理 (32)4.3.2 摩擦离合器的设计 (33)4.3.3摩擦制动器设计计算 (36)4.4 能源系统的设计计算——电动机的选择和飞轮的设计 (39)4.4.1 电动机功率计算 (39)4.4.2 飞轮的确定 (41)第五章支承、辅助及附属装置的设计 (45)5.1 支承部件——机身的设计 (45)5.1.1立柱与拉紧螺栓的设计计算 (45)5.1.2上梁的计算 (47)5.1.3底座的计算 (48)5.1.4机身变形的计算 (48)5.2 附属装置 (50)5.3 辅助装置 (50)第六章经济技术综合分析 (51)6.1 经济分析 (51)6.2 技术分析 (51)6.3 环境分析 (52)第七章结论 (52)参考文献 (53)致谢 (54)附录一 (1)附录二 (13)J31-250型曲柄压力机设计第一章概述1.1锻压设备的发展锻压工业的发展主要是由于在世界范围日益要求用更难变形的材料制造越来越大和越来越复杂的锻件。
铭牌标识1、内燃机
表6-1结构特征符号
表6-2用途特征符号
【注意1】首部和尾部符号根据具体情况允许不表示。
由国外引进的内燃机产品,若保持原结构性能不变,允许保留原产品型号。
【注意2】最重要的是缸数、气缸直径,是必不可少的;
【注意3】四冲程不标,二冲程用E表示;结构特征省略表示水冷;用途特征省略表示通用型及固定动力。
2、锻压设备
按照我国锻压机械分类方法,锻压机械的型号表示方法如图6-18所示。
表6—4通用锻压设备的类别代号
表6—7锻压机械通用特性代号
【链接】Y在金属切削机床中代表的是齿轮加工机床;在电动机中代表的是鼠笼式异步电动机;在通用锻压设备的类别代号中代表液压机,在锻压机械通用特性代号中代表液压。
例如:
JB21-60:J—机械压力机;B—第二次改型;21—开式固定台;60—主参数公称压力60KN
J31-315:J—机械压力机;31—闭式单点压力机;315—主参数公称压力3150KN。
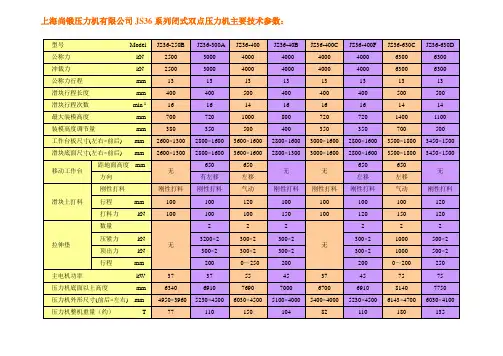
JL31系列闭式单点压力机主要技术参数:
上海尚锻压力机有限公司目前生产的JL31系列﹝带★表示﹞闭式单点压力机是在原有闭式单点压力机的基础上,根据用户多年实际使用的经验、特别是吸取了冷、温挤压用户的使用经验及特点,对压力机主要技术参数作出了修改设计,机身采用全钢整体焊接,加厚了机身主侧板,使整机刚性大大提高。
公称力行程提高20%以上,最大装模高度、飞轮能量、工作板厚度、润滑方式、操作面板等等的改进设计使得这一系列的压力机无论从外观和性能上都有很大的提高,可以说是物超所值。
欢迎新老客户咨询洽购。
第6期J 31型闭式单点曲柄压力机是冲压行业使用最为广泛的设备,可用于零件的冲裁、成形、弯曲、切边、校正等工艺,适用于汽车制造、航空航天、化工冶金、农业机械制造等工业部门。
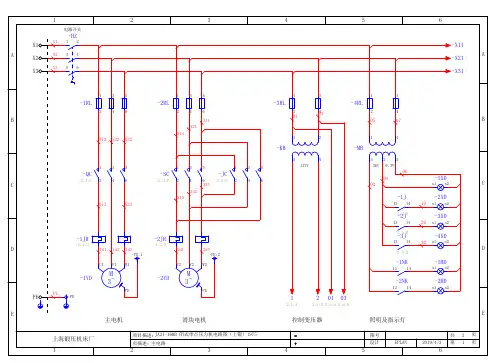
1压力机结构组成如图1所示,J 31型闭式单点曲柄压力机由如下几部分构成:(1)工作机构:包括曲柄、连杆、滑块;(2)传动机构:包括电机、飞轮、皮带轮、齿轮;(3)控制机构:包括制动器—离合器及其控制阀、电气控制系统;(4)支承基础:包括床身、工作台及垫板;(5)辅助系统:包括润滑系统、气路系统、过载保护系统、滑块平衡缸、顶料机构。
2传动原理J 31型闭式单点压力机一般采用三级传动方式,如图2所示,主电机连同小皮带轮通过V 带传动带动大飞轮高速转动蓄积能量,当制动器打开离合器结合后,离合器摩擦盘将飞轮的转动能量通过通过一轴小齿轮传递给二轴大齿轮,二轴大齿轮带动二轴小齿轮转动,二轴小齿轮带动三轴偏心大齿轮转动,偏心大齿轮通过连杆带动滑块实现上下往复运动完成冲压。
3传动系统的日常维护J 31型闭式单点压力机传动系统的日常维护工收稿日期:2023-06-20;修订日期:2023-07-15作者简介:刘军武(1980—),男,工程师,从事锻压设备管理维保工作18年。
E-m ai l :l i uj un_wu@J31型闭式单点压力机传动系统的维修刘军武(陕西法士特齿轮有限责任公司,陕西宝鸡722409)摘要:结合J31型闭式单点曲柄压力机的工作原理,介绍了该型号压力机日常维护要点及传动系统的维修方法。
关键词:闭式单点压力机;原理;维护;维修;传动系统中图分类号:TG 315.5文献标识码:BD O I :10.16316/j .i s s n.1672-0121.2023.06.012文章编号:1672-0121(2023)06-0063-04第58卷第6期V ol .58No.6C H I N A M ETA LFO R M I N G EQ U I PM EN T &M A N U FA C TU R I N G TEC H N O LO G Y2023年12月Dec.2023图1J 31型闭式单点压力机结构示意图1.电动机2.小带轮3.V 带4.飞轮5、7.小齿轮6、8.大齿轮9.曲轴10.连杆11.螺杆12.滑块13.立柱导轨14.离合器15.制动器124635915147101112138图2J 31型压力机原理图第58卷作主要有:检查主电机启动时的电流变化情况,飞轮加速时间,V 带声音是否正常,制动器—离合器动作及其间隙是否正常,传动齿轮的啮合情况是否良好,有没有掉牙,传动键及键槽有无磨损,紧固螺栓有无松动,各滚动轴承及各铜套有无异常升温或异响,各部位润滑油路是否畅通,各润滑点供油是否正常,检查油池液面高度,检查气路各密封有无漏气,等。