【免费下载】检具能力指数Cg Cgk
- 格式:pdf
- 大小:248.87 KB
- 文档页数:4

cgk的合格范围摘要:一、CGK合格范围的概述二、CGK合格范围的判定标准三、CGK合格范围的应用场景四、提高CGK合格率的方法五、总结正文:一、CGK合格范围的概述CGK(Chemical Grinding and Polishing)合格范围是指在化学研磨和抛光过程中,工件表面达到预定光洁度、Ra值和表面质量的要求。
CGK合格范围广泛应用于航空航天、汽车、电子、模具等行业,是衡量产品加工质量的重要指标。
二、CGK合格范围的判定标准1.光洁度:工件表面光洁度是指表面的光滑程度,通常使用光学测量设备检测。
CGK合格范围内的工件表面光洁度应达到规定的值。
2.Ra值:Ra值(平均粗糙度)是衡量表面质量的重要参数。
CGK合格范围内的工件Ra值应符合相应标准要求。
3.表面缺陷:CGK合格范围内的工件表面应无明显的划痕、麻点、脱落等缺陷。
三、CGK合格范围的应用场景1.航空航天领域:飞机发动机、机身、导弹等关键部件的加工和研磨。
2.汽车行业:发动机、变速箱、车身等零部件的加工和抛光。
3.电子行业:半导体芯片、手机屏幕、平板电脑等产品的精密加工和抛光。
4.模具行业:注塑模具、压铸模具、锻造模具等模具的加工和研磨。
四、提高CGK合格率的方法1.选用合适的研磨剂和抛光液,确保化学研磨和抛光效果。
2.优化研磨和抛光工艺参数,如研磨时间、抛光压力、转速等。
3.严格控制工件温度和湿度,避免环境因素对研磨效果的影响。
4.定期检查和维护研磨设备,确保设备状态良好。
五、总结CGK合格范围是衡量产品加工质量的重要指标,涉及到光洁度、Ra值和表面缺陷等方面。
通过对CGK合格范围的判定标准和应用场景的了解,以及采取相应的提高方法,有助于提高工件的加工质量,满足市场需求。

精心整理一、引言检具(读数式量规、读数式检验夹具、综合检测仪等)的生产供应商将按用户要求设计制造的检具成品交付用户时,双方对于采用什么方法及指标来评定检具质量,以及如何判定检具是否合格,确定检具误差有多大等问题往往存在不一致之处,不同的用户常常也会提出不同的验收要求、方法及指标。
为此,本文介绍四种常用的检具随机误差的验收评定方法及指标,并对各种方法的适用性进行分析讨论。
二、四种评定方法介绍1.评定方法1在等精度测量条件下,可采用n次测量结果的最大差值(即极差值)作为误差评定指标。
即n次等精度测量值分别为L1、L2、…、L n,其中最大测量值为L max,最小测量值为L min,则n次测量值的极差值W n=L max-L min。
采用极差法进行评定时,一般取n=10,W n≤T/10(T为工件被检项目公差)。
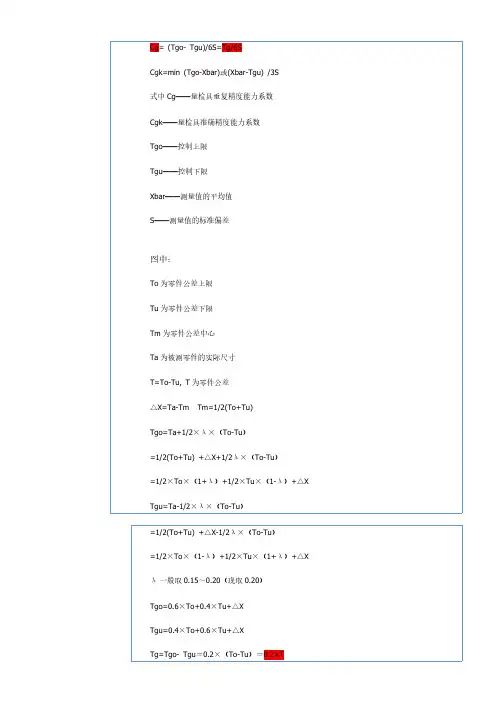
2.评定方法2采用测量能力指数C g值或C g K值作为评定指标,计算公式为Cg=KT/6S(1)C g K=Cg-|XE-|/3S(2)式中K——缩小系数,一般取K=0.2KT——允许的测量结果分布宽度6S——实际达到的测量结果分布宽度T——工件被检项目公差X E——样件的实际尺寸——平均测量值S——标准偏差,X i——第i次测量值n——测量次数采用C g值或C g K值进行能力检验评定时应注意以下事项:(1)进行能力检验前应将检具调整到完好状态。
(2)进行能力检验时,被测件应为检具随带的校准件。
若无校准件,则可采用符合受检工序尺寸和精度要求的加工零件。
(3)检验应按该检具的规定操作方法进行,同一被测件应以相同的安装方法及安装方向重复安装测量50次,将每次测量数据记录于检验表中以计算C g值或C g K值。
(4)在能力检验过程中不允许对检具的任何部位进行调整,若检具在检验过程中发生故障,则检验应重新开始。
(5)对一般检具进行C g值计算,对关键检具进行C g K值计算。
(6)按式(1)、(2)计算得到测量能力指数,通常当C g≥1.33或C g K≤2时可视为该检具合格。

有关MSA及偏倚研究和量具能力的Cg/Cgk研究问题的答复(2014-09-14 18:03:40)转载▼分类:质量工具与方法标签:cg——量具重复精度能力系数cgk——量检具准确精度能力系数Cgk 是用于评价一个测量设备的测量能力是否和被测产品的公差要求相匹配的方法。
进行Cgk分析的方法是:1:让一个操作者用这个测量设备在一个标准测试样品上的同一点连续测量25 次;2:用这组数据计算出标准差和平均偏移值;3:确定被测产品的公差范围;4:用公式计算出Cgk(可能各公司的公式会不同)。
cgcgkmsa测量系统分析有网友询问有关MSA及偏倚研究和量具能力的Cg/Cgk研究方面的两个问题,现将相应答复分享给感兴趣同仁,以供参考。
问题一:有人说,如果产品的Ppk是很充分的比如大于2.0的时候,就可以忽略MSA的影响,我听了非常震惊和困惑,因为我们一直听到的都是MSA是SPC的基础,如果测量系统就有偏差的话,测量结果很可能失真,也就极有可能造成Ppk大于2.0的假象,您认为呢?我的答复:我对你的困惑表示理解。
我们需要借助测量系统对过程的稳定性和过程能力两个方面进行评价和监控。
有能力的过程不一定是稳定的过程,也就是说,即使Ppk大于2,也仅表示过程有能力,但相对来说过程本身的离散程度(即过程变异)比较小,这时为监控过程的稳定性(即通过控制图判断过程是否处于统计受控状态),对测量系统所导致的测量变异更敏感。
MSA 的目的是研究测量系统所测量的结果中呈现的变异,以此来评估测量系统的质量。
如果测量结果呈现的变异太大,可能会导致我们对过程的评价和监控做出错误的判断。
问题二:有人说,Cg/Cgk研究可以代替偏倚研究,经过分析,我发现Cg/Cgk分析结果比较简单明了,我也很想将Cg/Cgk推广到我们公司,因为我的理解不够深入,所以请您给我讲讲Cg/Cgk是否的确优于偏倚呢?我的答复:目前德系的公司更喜欢用量具能力指数Cg/Cgk基于被测特性的公差要求通过多次重复测量标准件来评价测量系统中量具的偏倚和测量标准件时的重复性是否可以接受,只有Cg/Cgk 满足要求(如:Cg>=1.33、Cgk>=1.33)时才进一步通过测量生产件进行GRR(测量系统重复性和再现性)研究。