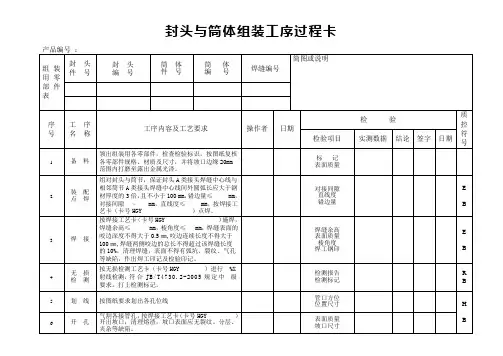
封头与筒体组装工序过程卡
- 格式:doc
- 大小:43.00 KB
- 文档页数:2

压力容器通用制造工艺过程卡封头工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日封头工艺过程卡(续页)辽B2—6.2共 2 页第 2 页筒体工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日筒体工艺过程卡(续页)辽B2—6.2 共 2 页第 2 页法兰工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日接管工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日弯管工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日补强圈工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)垫板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)底板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)筋板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)腹板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日铭牌座工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔法兰工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日人孔筒体工艺过程卡(续页)辽B2—6.2共 2 页第 2 页人孔法兰盖工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体与工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体与工艺过程卡(续页)辽B2—6.2 共 2 页第 2 页。
封头加工工艺过程卡封头加工是指对封头进行切割、成型、翻边、焊接等工艺加工,以满足不同行业的需求。
在封头加工过程中,为了保证产品的质量和工艺流程的顺利进行,需要编制一份封头加工工艺过程卡。
下面将详细介绍封头加工工艺过程卡的内容和编制步骤。
一、工艺过程卡的内容1.封头加工工艺过程卡应包括产品名称、规格型号、订单号、客户要求等基本信息。
2.制定工艺路线,明确每个工序的操作顺序和方法。
3.制定工艺参数,包括工艺设备、工作台、各个工序的设备参数等。
4.编制封头加工的质量要求,包括尺寸精度、表面光洁度、焊接质量等要求。
5.编制封头加工的安全要求,包括防护措施、操作规范等。
6.编制封头加工的检验标准,包括自检、互检、专检等。
7.编制封头加工的计划和排程,包括每个工序的加工时间和交货时间。
8.编制封头加工的工艺设计图,包括加工工序、设备图等。
二、编制工艺过程卡的步骤1.了解产品的需求和要求,包括尺寸、材料、表面要求等。
2.按照产品的需求,确定封头加工的工艺路线和操作顺序。
3.确定每个工序的设备和设备参数,包括切割机、翻边机、焊接设备等。
4.选择合适的加工工艺,包括冲压、切割、焊接等。
5.根据产品的质量要求,确定封头加工的检验标准,包括尺寸测量、焊接质量检查等。
6.制定封头加工的安全要求,包括操作规范、防护措施等。
7.绘制封头加工的工艺设计图,包括工序流程、设备图等。
8.制定封头加工的计划和排程,确保按时交付产品。
9.编制封头加工的工艺过程卡,包括产品信息、工艺路线、工艺参数、质量要求、安全要求、检验标准、计划和排程等。
三、工艺过程卡的应用1.工艺过程卡在产品加工过程中可以作为操作指导,帮助操作人员正确进行加工。
2.工艺过程卡可以作为生产管理的依据,包括生产计划、排程和产品质量控制等。
3.工艺过程卡可以帮助企业提高产品的加工效率和质量,减少生产成本。
4.工艺过程卡可以用于产品的质量追溯和过程改进,提高产品质量和客户满意度。
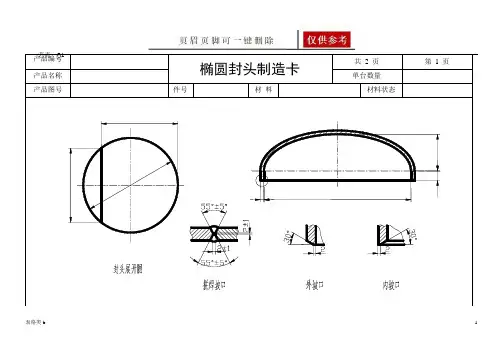
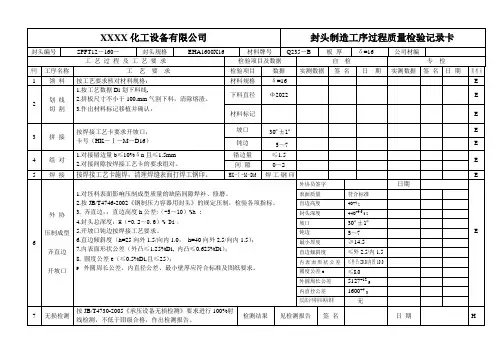
艺表—01产品编号椭圆封头制造卡共 2 页第 1 页产品名称单台数量产品图号件号材料材料状态表格类b 1表格类b2艺表—01产品编号 椭圆封头制造卡共 2 页 第 1 页产品名称单台数量产品图号件号材 料 材料状态序号 工序 承制 单位 工序内容及技术要求设备 工装 检验数据操作者日期检验员日期1 备料 库房 库房备有材质证明书、检验合格的δ= mm , 钢板,要求材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
2 下料 铆焊 按封头理论展开尺寸及排板要求划线,库管员作好材料标记移植,检验员检查确认后,按线下料。
氧炔 3 焊接 铆焊 按焊接工艺施焊;将封头起弧段焊缝余高修磨平,但不得低于母材。
4外协供应科库管员在封头坯料上作原材料钢印标记;工艺员填写封头外协委托单;供应科持委托单联系外协冲压。
5入厂 检验检验科 ⑴检查封头合格证内容是否完整;检查封头原材料标记。
⑵检查封头几何尺寸和表面形状:内表面形状偏差:外凸≤1.25%Di 即≤ mm ,内凹≤0.625%Di 即 ≤ mm ;总深度公差为(-0.2~0.6)%Di 即 mm ;最小厚度不得小于 mm ;直边倾斜度向外≤1.5mm ,向内≤1.0mm ;直边高度公差为(-5~10)%h 即 mm ;直径公差为 mm ;外周长公差为 mm ;直边部分不得有纵向皱折;封头表面光滑无突变。
⑶作封头入厂检验标记、材料标记移植。
测厚仪6 检测 探伤室 按探伤工艺对封头拼接焊缝进行100%RT 检测,按 标准 级合格。
射线机编 制 年 月 日 审 核 年 月 日表格类b3艺表—02 7 坡口 铆焊/金工 按零件图要求加工封头端面坡口。
8酸洗生产科 不锈钢封头作酸洗钝化处理。
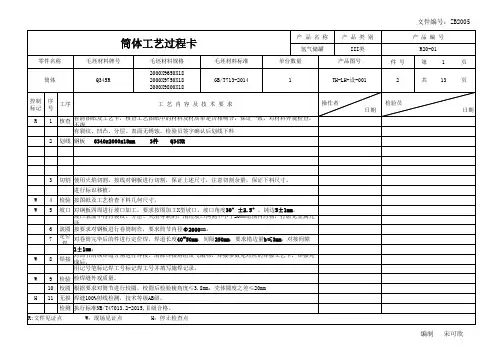
编制 年 月 日 审核 年 月 日 产品编号 筒体制造卡共 页 第 页产品名称单台数量产品图号件号材 料 材料状态序号 工序 承制 单位 工序内容及技术要求设备 工装 检验数据操作者日期检验员日期1备料库房 库房备有材质证明书、检验合格的δ= mm , 钢板,要求材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。

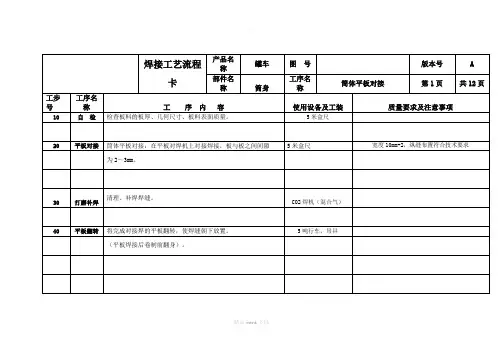
封头与筒体组装方法
一、各部分组装步骤
1、封头与筒体组装
(1)在封头顶部安装防火板,用螺栓拧牢。
(2)将灯头插入筒体管道,将挡圈和垫片安装在墙上,并将灯头定
位在灯盒上。
(3)把封头固定在灯头上,拧紧封头上的螺栓,封头与灯头紧密连接。
(4)将灯泡安装在灯头上,把灯头放入筒体中,用螺丝将灯头牢牢
固定在筒体上。
2、灯片与筒体组装
(1)将灯片倒置放置在桌子上,向灯片内部倒入灰尘,然后打开灯
片的双面胶带,把灯片贴在筒体上。
(2)将灯片安装在筒体上,螺丝将灯片牢牢固定在筒体上,调整灯
片的位置,使灯片安装牢固。
(3)然后从外部把盖板放置在筒体上,使盖板和灯片之间排列密实,并且用螺丝固定在筒体上。
二、注意事项
1、封头与筒体组装时要确保封头与筒体之间的连接处完整无损,并
牢固拧紧,以免灯头在使用过程中出现断裂或松动,从而破坏灯头的性能。
2、灯片的位置要精确,保证在组装过程中灯片与筒体的密封处完整,避免进水及污染。
3、组装安装时,须使用恰当大小的螺栓,不能使用过大或过小的螺栓,以免引起结构变形,影响灯具的使用寿命。
4、充电式封头外表面要平整,不能有毛刺。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==筒体划线步骤篇一:封头与筒体组装工序过程卡(划线)封头与筒体组装工序过程卡篇二:筒体制造工艺设计流程通用模板筒体整体结构分析筒体加工简明流程图【材检——喷砂——探伤】——号料——下料——【刨坡口——探伤】——筒体成形——【装焊纵缝】——校圆——喷砂——打磨——【探伤——加工环缝——组焊环缝——打磨——探伤】——【堆焊过渡层——探伤——堆焊表层——探伤】——组装受压元件成型前的工艺流程板材成型前的通用工艺流程列于表3-1。
续表3-1夹套材料夹套材料为16MnR16MnR是屈服强度350MPa的普通低合金高强度钢,具有良好的综合力学性能、焊接性能、工艺性能以及低温冲击韧性筒体材料筒体内层材料为304不锈钢,外层材料为16MnR。
304不锈钢化学牌号为06Cr19Ni10 旧牌号(0Cr18Ni9)含铬19%,含镍8-10%。
304不锈钢是应用最为广泛的一种铬-镍不锈钢,具有良好的耐蚀性、耐热性、低温强度和机械特性。
在大气中耐腐蚀,如果是工业性气氛或重污染地区,则需要及时清洁以避免腐蚀。
适合用于食品的加工、储存和运输。
具有良好的加工性能和可焊性。
板式换热器、波纹管、家庭用品、建材、化学、食品工业等。
304不锈钢为国家认可的食品级不锈钢。
16MnR是屈服强度350MPa的普通低合金高强度钢,具有良好的综合力学性能、焊接性能、工艺性能以及低温冲击韧性。
工艺设计选材聚酯反应器筒体材料选择复合钢板。
基层16MnR,复层304不锈钢。
16MnR是普通低合金钢,它的强度较高、塑性韧性良好。
常见交货状态为热轧或正火。
属低合金高强度钢304不锈钢是一种通用性的不锈钢材料,防锈性能比200系列的不锈钢材料要强。
耐高温方面也比较好,一般使用温度极限小于650℃。
304不锈钢具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。