武钢主要炼钢设备
- 格式:doc
- 大小:17.00 KB
- 文档页数:1
钢铁生产工艺的设备
钢铁生产工艺的设备主要包括以下几种:
1. 炼铁设备:
炼铁是指将铁矿石还原为铁的过程。
常用的炼铁设备有高炉、直接还原炉(如电炉、燃煤直接还原炉)、轧中直接还原炉等。
其中,高炉是最常用的炼铁设备,通过高温煅烧将铁矿石还原为铁水。
2. 炼钢设备:
炼钢是将铁水中的杂质除去,调整合金成分,得到所需钢种的过程。
常用的炼钢设备有转炉、电炉、LF炉等。
其中,转炉
是最常用的炼钢设备之一,通过氧气吹吐将铁水中的碳等杂质氧化除去,同时加入适量合金元素进行调质。
3. 连铸设备:
连铸是将炼钢得到的钢水连续铸造成板坯、方坯或其他断面形状的过程。
常用的连铸设备有铸机、结晶器、铸坯切割装置等。
连铸设备的主要作用是快速冷却和凝固钢水,使其形成坯料。
4. 轧钢设备:
轧钢是将钢坯进行压延加工,制备成所需的钢材形状的过程。
常用的轧钢设备有热轧机组、冷轧机组、轧机等。
热轧机组主要用于压延高温的钢坯,冷轧机组则用于压延低温的钢坯。
此外,钢铁生产还需要其他辅助设备,如原料处理设备、焦化设备、除尘设备、冷却设备、能源提供设备等,以保证生产过
程的顺利进行。
总的来说,钢铁生产工艺的设备是极为复杂的,各种设备在整个生产过程中相互配合,共同完成钢铁的制备。
这些设备的运行稳定性以及技术水平的高低,直接关系到钢铁生产的效率和质量。
为了提高钢铁生产的效率和节约能源,目前还在不断研发改进设备技术,以适应市场需求和环境保护要求。
武钢主要的产品报告前言在校学习进两个月,我们主要是在学校学习关于武钢生产方面及专业的理论知识。
通过录像资料和老师的精炼讲解,我们基本上了解了武钢各个单位的生产运行情况,从铁矿石到各式钢材的各个流程也尽在脑海里,还去武钢博物馆进行了参观,对武钢整个钢铁厂区分布及钢铁行业有了宏观认识。
一武汉钢铁集团简介武钢是新中国成立后兴建的第一个特大型钢铁联合企业,于1955年开始建设,1958年9月13日建成投产,是中央和国务院国资委直管的国有重要骨干企业。
本部厂区座落在湖北省武汉市东郊、长江南岸,占地面积21.17平方公里。
武钢拥有从矿山采掘、炼焦、炼铁、炼钢、轧钢及配套公辅设施等一整套先进的钢铁生产工艺设备,是我国重要的优质板材生产基地,为我国国民经济和现代化建设作出了重要贡献。
武钢联合重组鄂钢、柳钢、昆钢后,已成为生产规模近4000万吨的大型企业集团,居世界钢铁行业第四位,2010年,武钢跻身世界500强行列。
武钢现有三大主业,即钢铁制造业、高新技术产业和国际贸易。
钢铁产品主要有热轧卷板、热轧型钢、热轧重轨、中厚板、冷轧卷板、镀锌板、镀锡板、冷轧取向和无取向硅钢片、彩涂钢板、高速线材等几百个品种。
其中,冷轧硅钢片和船板钢获“中国名牌产品”称号,汽车板、桥梁用钢、管线钢、压力容器钢、集装箱用钢、帘线钢、耐火耐候钢、电工系列用钢等优质名牌产品在国内外市场享有广泛的声誉,“武钢牌”被评为全国驰名商标。
近年来,武钢先后获得国家技术创新奖、全国质量管理奖、全国质量效益型先进企业、全国用户满意先进单位、全国企业管理杰出贡献奖、全国文明单位以及中央企业十大典型之一等荣誉称号。
二武钢厂区的主要产品条材总厂下辖一炼钢分厂、大型分厂和棒材分厂,拥有从国外引进的现代化生产线。
主要生产低、中、高碳钢、低合金钢等130多个钢种,主要产品有钢帘线、钢绞线、弹簧钢、焊丝钢、齿轮钢、高速重轨、圆钢棒材等。
CSP分厂:武钢转炉-薄板坯连铸连轧生产线(CSP)是国际上技术最先进,集炼钢、连铸、轧钢三位一体的全新生产线,脱硫、转炉、LF炉炼钢技术能有效提高生产效率。
钢铁生产设备表
设备一:高炉
- 功能:高炉是钢铁生产过程中用于冶炼铁矿石的设备。
它能将铁矿石还原成熔融状态的铁水。
- 技术参数:
- 生产能力:每天可冶炼铁矿石XXX吨
- 燃料类型:焦炭、高炉煤气
- 排放物处理:配备污染物排放处理设施
设备二:热风炉
- 功能:热风炉是高炉冶炼过程中的关键设备,通过将空气预热并送入高炉,提供氧气与燃烧热量。
- 技术参数:
- 生产能力:每天可提供热风XXX立方米
- 燃料类型:燃煤、燃气
设备三:转炉
- 功能:转炉是用于将生铁转化为钢水的设备。
它通过吹氧等操作,除去生铁中的杂质,并控制合金成分,制备出符合要求的钢水。
- 技术参数:
- 生产能力:每炉转化生铁XXX吨
- 操作方式:顶吹转炉、底吹转炉等
- 加料方式:废钢、铁合金等
设备四:连铸机
- 功能:连铸机是将熔融的钢水注入模具中进行凝固成型的设备。
它在钢铁生产线中起到直接生产成品钢坯的作用。
- 技术参数:
- 生产能力:每天可连铸钢水XXX吨
- 凝固方式:直接凝固、改锥凝固等
设备五:轧机
- 功能:轧机是用于对钢坯进行加工成形的设备。
它可以将钢坯通过压制、拉伸等工艺加工成所需形状的成品钢材。
- 技术参数:
- 生产能力:每天可加工成品钢材XXX吨
- 加工方式:热轧、冷轧等
以上是钢铁生产中常见的几种设备,每种设备在钢铁生产线中
起到重要的作用。
随着科技的发展,这些设备也在不断升级和改造,以提高生产效率和质量。
注:以上数据仅为参考,具体参数以实际设备为准。
钢铁行业一.我国钢铁行业简介我国是世界上最早进行钢铁冶炼的国家之一,在公元前6世纪前后,中国就发明了生铁冶炼技术,到春秋战国时期,基本掌握了块炼铁、铸铁和炼钢技术。
进入工业大革命时期以后,随着工业发展需要和电炉炼钢,连铸技术的发展,钢铁冶炼技术大大提高,全球钢铁产钢量大幅度提高。
建国后,我国先后从西德和日本引进大量的先进的冶炼设备和工艺,从而改善了国内钢铁冶炼落后的形势,到20009年国内生产粗钢5.65亿吨,连续10年居世界之首。
我国有大小钢铁企业几百家,主要的钢铁企业有:宝钢、首钢、鞍本、武钢、河北钢铁、山东钢铁、沙钢、包钢、攀钢、马钢、太钢等等。
和分类二. 钢铁的定义钢铁的定义和分类钢铁从本质上都是铁和碳的化合物,其中还有微量的磷、硫、硅和锰等元素。
生铁、熟铁和钢的主要区别在于含碳量上,含碳量超过2%的铁,叫生铁;含碳量低于0.05%的铁,叫熟铁;含碳量在0.05%-2%当中的铁,称为钢。
钢铁的分类方式很多,常用分类如下。
(1) 按品质分类:普通钢(P≤0.045%,S≤0.050%);优质钢(P、S均≤0.035%);高级优质钢(P≤0.035%,S≤0.030%)。
(2)按化学成份分类:①碳素钢【低碳钢C≤0.25%)、中碳钢(C≤0.25~0.60%)、高碳钢(C≤0.60%)】②合金钢:【低合金钢(合金元素总含量≤5%)、中合金钢(合金元素总含量>5~10%)、高合金钢(合金元素总含量>10%)】。
(3)按成形方法分类:锻钢、 铸钢、 热轧钢、冷拉钢。
(4)按钢的用途分:结构钢、工具钢、特殊钢、专业用钢。
三. 钢铁的冶炼钢铁的冶炼流程流程流程和主要设备和主要设备一般来说,钢铁的冶炼大致分为四个过程:炼铁、炼钢、热轧、冷轧。
宝钢钢铁产品冶炼工艺流程1. 炼铁铁矿石、焦炭和石灰是炼铁用的原料,铁矿石经过烧结后被装入高炉以生产铁水。
炼铁工艺流程如下图。
其炼铁的化学原理就是利用焦炭与氧气的氧化还原反应,将铁矿石的氧化铁还原成纯铁如下图:炼铁厂主要设备:堆取料机、原料加工和运输设备、高炉设备。

武钢四条热轧生产线设备及产品情况调查2009年02月13日星期五下午 6:361700mm生产线1700mm热轧机于1974年9月破土动工,1978年12月12日一次试轧成功。
它的整套轧机设备从日本引进,配套电气设备从德国和比利时引进,当时具有国际先进水平;整个生产流程由4台电子计算机分为两级进行控制,计算机的控制功能分为跟踪、轧制节奏、设定计算机程序控制、质量控制、数据处理、操作指导等6个方面。
生产的带钢产品厚度为1.2~12.7mm,主要品种有普、优碳素钢,低合金钢和硅钢的板、卷、带材,年设计生产能力为301万t。
1978年12月20日至1979年9月20日,热轧厂在9个月时间内完成了轧制线、1号横切线、2号横切线、3号横切线、纵切线、平整线、板坯修磨机、磨辊间和水处理等9个区进行设备功能和生产能力考核,均一次达到或超过设计指标。
从1700mm生产线投产至今,热连轧生产技术不断地进行着引进、消化、吸收和创新的工作:l 研制开发了自产钢数学模型等生产技术,较好解决了投产初期自产钢坯生产中的问题;l 开发了适合冷轧用钢卷的生产技术,有效减少了热轧工序的带钢表面裂纹;l 1979年2月22日取向硅钢试轧成功,其磁性达到GO的最高牌号G9,比国产的D310高11个级别;l 1994年出色完成主轧线计算机控制系统的改造,为新产品的开发、新工艺的应用及有关技术改造提供了广阔的计算机功能平台,热轧材的宽度、厚度、FT7、CT4项精度命中率由85%提升至95%以上;l 1997年引进法国克莱西姆公司技术,对精轧F4~F7轧机进行改造,带钢凸度超标比由原来的33.9%下降到13.84%,平坦度超过7I单位的比例由原来的19.3%下降到6.9%,年生产2.0mm以下集装箱用钢达2万t以上,超过原设计能力;l 1993-1995年,对卷取机进行系统改造,使故障率下降50%、废钢量减少70%以上,产品规格由原设计厚度不超过12.7mm扩展至16mm,品种增加至管线钢X80级别;l 1998-2000年,分别对精轧电气、卷取电气主干实施改造,及G辊道变频改造,取得显著效果,故障率直降90%;l 研制出带钢钢板矫直机全自位辊系,使矫直机在任何工况条件下工作辊各个环节都具有自动位置调整功能,是国内首次实现的具有全自位功能的矫直机,具有国际先进水平;等等。
武钢股份有限公司炼铁厂简介武钢股份有限公司炼铁厂现有六座现代化大型高炉,是我国生铁的重要生产基地之一。
炼铁厂1958年9月13日建成投产。
经过47年的建设、改造和发展,年生产规模达到1000万吨。
炼铁厂具有精良的生产装备和先进的技术优势,1958年9月13日炼出第一炉铁水至今,已累计生产生铁16648万吨。
40多年来,炼铁厂依靠科学管理和技术进步,不断加大技术投入。
尤其是以1991年10月五号高炉建成投产为标志,炼铁生产以科技进步为特征进入加速发展时期,并坚持“优质、低耗、高产、长寿、创新”的高炉技术操作方针,走引进、消化、移植与自主开发之路,无料钟炉顶、软水密闭循环、INBA炉渣处理系统、高炉专家系统等一大批当代先进的炼铁工艺广泛应用于高炉生产之中。
2004年7月16日,六号高炉投产,使炼铁厂各项经济技术指标日新月异,焦比、煤比、风温、工序能耗、高炉利用系数、全员劳动生产率均居国内同行业前茅。
武钢股份有限公司热轧厂简介武钢热轧厂是毛泽东主席和周恩来总理生前批准引进的。
以高速化、大型化、连续化、自动化的生产装备和规格齐全、质量上乘的钢铁产品闻名遐迩,被人们称为镶嵌在长江之滨的钢铁明珠。
一热轧投产27年来,坚持把“为中国工人阶级争气、为社会主义祖国争光、各项工作争一流”的“三争”精神作为建设和发展热轧厂的强大精神支柱,取得了产品创“十大名牌”、质量攻“六大高地”、产量破设计水平、热轧板卷销往日本、韩国、东南亚、欧洲的可喜成绩。
到2004年10月31日为止,热轧厂已累计为国家经济建设提供优质板材8965万多吨,产品总长度可以绕地球58圈,成为全国最大的板材基地之一。
一热轧在投产时仅有8个品种的基础上,大胆创新开发出20余系列的100多个品种的产品,瓶钢、耐候钢、汽车用钢、集装箱用钢、2C、3C船板、高强度石油管线钢等十大品种均由热轧厂填补国内生产空白。
其中4项产品获全国金银奖,7项产品获实物质量金杯奖,40余项产品荣获部、省、市优产品称号,92%产品的实物质量达国际先进水平。
武钢7号高炉1 武钢炼铁厂简介武钢股份公司炼铁总厂于2008年6月成立,包括烧结分厂、炼铁分厂,是武钢生产烧结矿和制钢生铁、铸造生铁的首道工序厂,具有精良的生产装备和先进的技术优势,主要经济技术指标在国内外同行业中处于领先地位。
炼铁分厂(原炼铁厂)于1957年破土动工,1958年建成投产。
经过50年的建设、改造和发展,已拥有8座现代化大型高炉,其中3200 m3的有3座,3800m3的有1座(暂未投产),年生产能力超过1500万吨,是我国生铁的主要生产基地之一。
炼铁分厂坚持走引进、消化与自主开发之路,无料钟炉顶、软水密闭循环、环保型INBA炉渣处理系统、薄炉衬铜冷却壁、高炉专家系统等一大批当代先进的炼铁工艺广泛应用于高炉生产之中,高炉利用系数进入国际一流、国内领先水平。
武钢7号高炉概述:武钢7号高炉于2004年12月15日动工建设,2006年6月28日,历经20多个月的艰苦鏖战,武钢炼铁厂7号高炉点火送风,标志着该项工程全面竣工投产。
高炉本体设计一代炉龄大于15年,热风炉一代寿命大于25年,在全面承续武钢6号高炉成功经验基础上,公司在武钢7号高炉建设中更加强调现代高炉“高产、高效、经济、长寿、节能、环保”的特点。
在设计中,进一步加大了富氧能力,提高了喷煤水平;采用平坦化无填沙层矩形出铁场,操作更便利;加强了炉前除尘,炉前环境进一步改善;采用了更先进的五电一体化系统,提高了自动化控制水平;对各系统工艺和设备进一步改进和完善,操作、维护、检修的方便性、设备运行的可靠性得到进一步加强。
武钢7号高炉设计生产利用系数2.5t/m3?d,最大可达2.75 t/m3?d,送风温度1200-1250℃,焦比300kg/t?p,煤比200kg/t?p,年产生铁量284万t/a,设计一代炉龄20年,高炉总体装备水平达到国内外同级别高炉领先水平,成为我国当代大型高炉最高水平的代表。
自2004年10月15日该项目开工以来,公司工程技术人员与武钢高炉工程指挥部及施工、监理人员密切合作,本着精益求精的原则,不断优化设计,突出精细管理,落实设计审核,确保了项目建设进度和质量,只用二十个月时间建成一座现代化特大型高炉。
武钢5号高炉生产情况简介武钢5号高炉是中国武汉钢铁集团公司的重要生产设备之一。
本文将对武钢5号高炉的生产情况进行详细介绍和分析。
高炉规模和生产能力武钢5号高炉建于2010年,是一座大型高炉,设计规模为5000立方米。
高炉的日产量可达5000吨,年产量约为150万吨。
原料和炼铁工艺5号高炉主要使用铁矿石、焦炭和石灰石作为主要原料。
其中,铁矿石主要来自国内外的矿山,焦炭则是由武钢公司自产或从外部供应商购买,石灰石则通过粉碎和筛分等工艺处理后供给高炉。
整个炼铁过程中,高炉会将原料逐步加入炉内,并通过高炉炉底的风口进入高炉。
在高炉内,原料将经过炉料下降区、燃烧区、还原区和熔化区等的不同化学和物理反应,最终得到铁水和不同质量的炉渣。
高炉运行情况分析生产效率分析武钢5号高炉的生产效率较高,日均产能稳定在5000吨左右。
相比其他高炉,5号高炉的生产效率得到了一定的提升,主要得益于炉内温度、压力和氧气投入等关键因素的优化和控制。
炉渣产出分析高炉产生的炉渣是其生产过程中的副产品之一。
炉渣产量和质量对高炉的正常运行和生产效果有着重要的影响。
通过对5号高炉的生产数据进行分析,发现其炉渣产量稳定且质量较好,符合武钢公司的要求。
能耗分析高炉的能耗也是评估其生产效率和环保性能的重要指标之一。
针对武钢5号高炉,通过对生产数据的统计和分析,发现其能耗达到了行业标准,并且通过不断的技术改进和设备优化,5号高炉的能耗还有进一步提升的潜力。
高炉维护和保养为确保高炉的稳定运行,武钢公司定期对5号高炉进行维护和保养。
维护工作主要包括高炉设备的检修、更换和升级,以及清洗和除尘设备的维护等。
保养工作则主要针对高炉的运行参数进行监测和调整,以保证高炉的正常运行和生产效率的最优化。
结论综上所述,武钢5号高炉是一座具有较高生产效率和环保性能的大型高炉。
通过在原料使用、炼铁工艺和生产过程中的优化和控制,5号高炉能够稳定地达到5000吨的日产量。
同时,高炉的维护和保养工作也能够确保其稳定运行和长期高效生产。
一、概述武钢6号高炉于2002年动工新建,2004年7月16日上午点火开炉,送风后1. 5 h就开始自动下料,22 h后出第一炉渣铁,开炉12天后高炉利用系数达到2. 0。
6号高炉的有效容积为3 200m³,炉喉、炉缸直径分别为9.0m与12.4m,32个风口,4个铁口。
6号高炉采用了当时的先进技术与工艺:最新一代PW并罐无料钟炉顶,串联软水密闭循环冷却,陶瓷杯技术与炭砖水冷薄炉底结构,薄炉衬全冷却壁带3段铜冷却壁结构,旋风粗煤气除尘与比肖夫煤气处理系统,带陶瓷燃烧器的高温内燃式热风炉,皮带上料,烧结矿分级入炉,环形出铁场,全自动液压泥炮、直进开口机与揭盖机,一代环保型INBA炉渣粒化系统等。
6 号高炉的顺利开炉投产,使武钢年产铁能力达1 000 万t左右,焦比、煤比、风温、工序能耗、高炉利用系数、全员劳动生产率均居国内同行业前茅,为武钢整体规模效益的实现提供了保障。
二、上料及炉顶系统矿槽和焦槽分列布置,合格炉料经过集中转运站,通过主皮带运至高炉炉顶。
主皮带宽1800mm,长397m,由4台电机驱动。
为了改善原燃料质量,在烧结矿槽和焦炭槽下均设有振动筛,分别筛去小于的烧结矿粉和小于的碎焦。
为了保护皮带不被撕裂,在供矿皮带和供焦皮带上均设有除铁装置为了改善环保,供料系统设有除尘设施。
为了提高炉顶压力,灵活布料,控制煤气流,保护内衬,降低能耗和提高产量,设计选用PW型无料钟炉顶。
炉顶设有2个并列布置的料罐,上、下密封阀和料流调节阀液压驱动,采用比例阀控制料流。
传动齿轮箱采用水冷氮气密封。
布料溜槽长4000mm,旋转速度8r/min,倾动速度1.6°/s,溜槽工作倾角2~53°。
布料可自动控制进行环形、螺旋布料,也可远距离手动进行环形、扇形及定点布料。
料罐采用一次均压,使用半净煤气。
炉顶还采用了红外线摄像仪和台电动探尺来监测料面温度、料线高度, 以控制上料和布料。
采用的新技术:⑴小焦回收槽下筛下的碎焦( < 30 mm) 经碎焦皮带运往碎焦筛分间过筛分级,合格的小焦( 10~30 mm) 装入焦丁称量漏斗,再由焦丁皮带转运至供矿皮带上,与大粒度烧结矿混装入炉, 实现小焦回收,节能降耗。
武钢2#RH设备的技术特点
董元龙
【期刊名称】《武钢技术》
【年(卷),期】1992()3
【摘要】1 概述武钢2~#RH是从德国Messo公司引进的、具有八十年代最新技术特点的现代化二次精炼设备。
设计生产能力每天27炉,每炉处理80t,循环量为30t/min,年产量可达50万吨。
该设备集中采用了一系列新技术、新工艺、新设计,自动化程度很高。
因此在实际生产中。
【总页数】5页(P39-42)
【关键词】RH钢包车;技术特点
【作者】董元龙
【作者单位】二炼钢厂
【正文语种】中文
【中图分类】TF341.9
【相关文献】
1.武钢CSP工艺和设备特点 [J], 昌先文
2.深化星级管理提高综合效率为全面开创武钢设备管理工作的新局面而努力--摘自2001年1月5日胡望明副总经理在武钢设备工作会议上的报告 [J],
3.武钢二炼钢2#RH控制系统改造方案 [J], 李刚;王争耀;韩军;朱伯林;开岗生;李庚修;赵亮;鲁艳欣;韦玮
因版权原因,仅展示原文概要,查看原文内容请购买。
炼钢厂设备简介炼钢厂主体设备简介一、电炉区域本厂电炉炼钢主体设备为两台70吨高功率三相交流电弧炉,两座容量为3.5MVA变压器,设计年产量为100万吨,电炉本体采用偏心底(EBT)出钢技术,有效的控制了钢水的质量,炉壁采用分段式的水冷炉壁,大大提高了电弧炉的使用寿命,并且维修方便,效率高,大大降低了炉衬耐材成本,为了加强冶炼,缩短冶炼周期,采用了先进的炉内供氧系统,即每座炉配备了一支水冷液压机械手炉门氧枪,三支固定的炉壁氧枪,大大缩短了冶炼周期,从原来冶炼周期4小时左右,缩短到目前的1.5小时,电炉配备了一套喷碳粉系统,可以快速的造好泡沫渣,有效降低各类消耗,每台电炉各配置一套独立的上料系统,操作人员可以根据炉内情况,及时加入石灰,减轻了工人劳动强度。
二、精炼区域本厂精炼主体设备为一座70吨LF精炼炉,采用三相交流变压器,变压器容量为1MVA,双工位冶炼,采用水冷大炉盖和集心圆小炉盖(耐火材料),大大提高了炉盖使用寿命,并且炉盖更换方便,缩短维修时间,精炼配备了两台先进的喂丝机,提高了钢水质量,同时增加了精炼可以冶炼的钢种,提高经济效益,LF 精炼炉配备了钢包底吹氩气系统,均匀了钢水成分和温度,大大缩短了冶炼周期,提高了钢水质量,同时还配置了合金上料系统,合金回收率稳定,大大降低了工人劳动强度。
三、连铸区域本厂连铸机由武汉大西洋提供及安装两机两流R6.5m直弧型板坯连铸机。
其主要参数及性能:连铸机机型,链式引锭杆、直弧型;半径:6.5m(连续弯曲、连续矫直)、铸坯断面:180*(450~~700)m;铸坯定尺长度:6m。
水—气水二次冷却;平均拉速0.6~(1.2~1.4)M/min、最大拉速:1.8M/min;配置有涡流传感器液面检测、塞棒自动控制(伺服电动缸驱动);浇铸钢种:普碳钢:Q195、Q235、20#等,合金钢:20G、16Mn、45#等;平均连续炉数:16炉;收得率:99%;年作业率:85%;年产能力:合金钢:~70Wt、普钢:~100Wt。
钢铁厂主要生产工艺及设备简介烧结厂烧结厂目前有1#—6#烧结机(主要工艺流程如图),其中1#、2#的烧结机属于平烧,3#、4#、5#、6#属于带烧。
1、1#、2#烧结主要设备参数如下:10个原料料仓,一次混合机(Ø2.8×12m×1台),二次混合机(Ø2.8×12m×1台),平滚布料器(2台),烧结机(50m2×2台),助燃风机(4台),单辊破碎机(1台),链板机(IS125—15—M速比250×2台),1545振动筛(1.2×2.4m×2台)。
2、3#、4#、5#烧结主要设备参数如下:31个原料料仓,一次混合机(Ø3.2×13m×2台),二次混合机(Ø3.8×15m×2台),梭式布料器(48×1.2m×2台),烧结机(180m2×3台),助燃风机(9-19-7.1D×6台),抽风机(2台),单辊破碎机(2X3.74m×1台,3.23×1.8m×2台),环冷(170m2×48车×3台),椭圆等厚振动筛(IDLS3075×3台,IDLS 2060×3台)。
3、6#烧结主要设备参数如下:16个原料料仓,一次混合机(Ø3.8×15m×1台),二次混合机(Ø4.0×20m×1台),梭式布料器(41×1.2×1台),烧结机(265m2×1台),助燃风机(9-19-7.1D×2台),单辊破碎机(2X3.74m×1台),环冷(280m2×60车×1台),椭圆等厚振动筛(TDLS3090×2台)。
球团厂球团厂主要有3个竖炉(主要工艺流程如图),由老区1#,新区2#、3#竖炉组成。
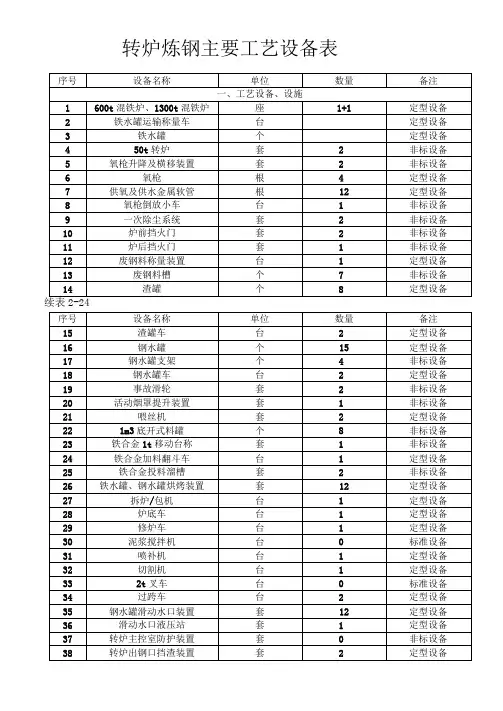
武钢主要炼钢设备武钢股份现有四个转炉炼钢厂。
一连钢厂生产方坯,供大型厂、棒材厂生产型材、钢轨、线材和棒材。
二、三、四炼钢厂生产板坯,共热轧厂和轧板厂生产热轧板卷和中厚板。
四个炼钢厂均采用铁水预处理→氧气转炉顶底复合吹炼→钢水炉外精炼→全连铸的现代化生产工艺。
一连钢厂原采用平炉→模铸生产工艺。
由于能耗高、成本高、效率低,与20世纪90年代逐步淘汰,1999年9月30日停止了模铸生产,实现了武钢的全连铸生产。
一炼钢主体设备有:1300吨混铁炉1座,100吨铁水罐喷吹脱硫站2座,100吨顶底复合吹转炉2座,100吨钢包吹氩站2座(具有钢包吹氩和合金微调功能),100吨DV炉1座,8机8流方坯连铸机1台,5机5流方坯连铸机2台。
型轨万能轧机生产线建成后,一炼钢也进入了扩产改造,以满足高速重轨和大型型材的生产需要。
CSP连铸轧机生产线也已于2008年底投产,设计年生产能力260万吨。
二炼钢于1978年11月投产,原设计3座混铁炉,3座50吨氧气顶吹转炉,3座弧型板坯连铸机,1台RH真空设备,3座钢包吹氩站。
后转炉扩容到80吨,又增加了1台连铸机,并将1台吹氩站改造成具有CAS-OB功能的精炼设备,增加了铁水脱硫罐,减去了两座混铁炉。
3#连铸机改造成为直弧式,增加钢水罩式升温设备1套。
三炼钢厂是我国20世纪90年代兴建的大型、先进转炉全连铸炼钢厂。
按原设计分为二期建设。
一期工程建有双工位鱼雷罐铁水脱硫站,250吨顶底复合吹炼转炉2座,RH真空处理设备1台,LHF钢包炉1台,钢包吹氩2台,双流弧形板坯连铸机2台,与1996年8月10日投产。
以后又兴建了3#转炉,3#连铸机,2#LHF钢包炉,2#RH真空等设备。
此外,四炼钢已于2007年底投产,设计年生产能力360万吨。
主体设备包括2台180吨转炉、RH、LHF钢包炉、1600宽连铸机等。
可实现热坯直接入炉轧制。
装置一炼钢二炼钢三炼钢四炼钢RH真空 1 1 1RH-KTB、WPB 1 1 VD 1LF 2 1吹氩 2 3 3 2喂线 6 8 6 4。
武钢主要炼钢设备
武钢股份现有四个转炉炼钢厂。
一连钢厂生产方坯,供大型厂、棒材厂生产型材、钢轨、线材和棒材。
二、三、四炼钢厂生产板坯,共热轧厂和轧板厂生产热轧板卷和中厚板。
四个炼钢厂均采用铁水预处理→氧气转炉顶底复合吹炼→钢水炉外精炼→全连铸的现代化生产工艺。
一连钢厂原采用平炉→模铸生产工艺。
由于能耗高、成本高、效率低,与20世纪90年代逐步淘汰,1999年9月30日停止了模铸生产,实现了武钢的全连铸生产。
一炼钢主体设备有:1300吨混铁炉1座,100吨铁水罐喷吹脱硫站2座,100吨顶底复合吹转炉2座,100吨钢包吹氩站2座(具有钢包吹氩和合金微调功能),100吨DV炉1座,8机8流方坯连铸机1台,5机5流方坯连铸机2台。
型轨万能轧机生产线建成后,一炼钢也进入了扩产改造,以满足高速重轨和大型型材的生产需要。
CSP连铸轧机生产线也已于2008年底投产,设计年生产能力260万吨。
二炼钢于1978年11月投产,原设计3座混铁炉,3座50吨氧气顶吹转炉,3座弧型板坯连铸机,1台RH真空设备,3座钢包吹氩站。
后转炉扩容到80吨,又增加了1台连铸机,并将1台吹氩站改造成具有CAS-OB功能的精炼设备,增加了铁水脱硫罐,减去了两座混铁炉。
3#连铸机改造成为直弧式,增加钢水罩式升温设备1套。
三炼钢厂是我国20世纪90年代兴建的大型、先进转炉全连铸炼钢厂。
按原设计分为二期建设。
一期工程建有双工位鱼雷罐铁水脱硫站,250吨顶底复合吹炼转炉2座,RH真空处理设备1台,LHF钢包炉1台,钢包吹氩2台,双流弧形板坯连铸机2台,与1996年8月10日投产。
以后又兴建了3#转炉,3#连铸机,2#LHF钢包炉,2#RH真空等设备。
此外,四炼钢已于2007年底投产,设计年生产能力360万吨。
主体设备包括2台180吨转炉、RH、LHF钢包炉、1600宽连铸机等。
可实现热坯直接入炉轧制。
装置一炼钢二炼钢三炼钢四炼钢
RH真空 1 1 1
RH-KTB、WPB 1 1 VD 1
LF 2 1
吹氩 2 3 3 2
喂线 6 8 6 4。