二保焊机日常设备检查保养记录表
- 格式:xls
- 大小:23.00 KB
- 文档页数:1

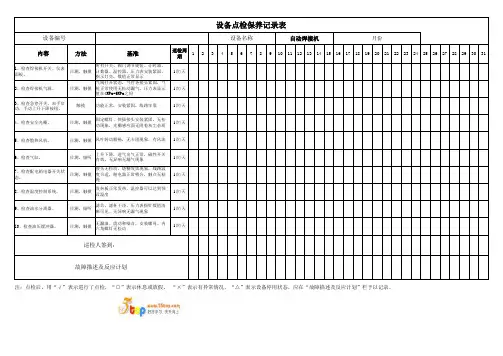
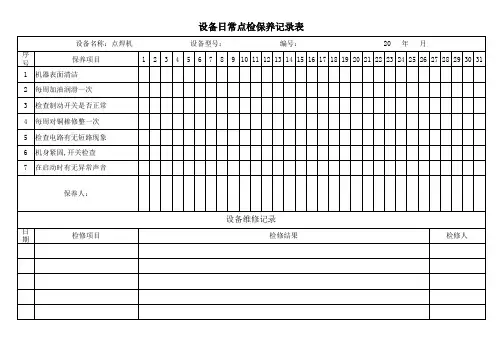
1、检查焊接机开关、仪表面板。
目测、触摸1次/天2、检查焊接机气源。
目测、触摸1次/天3、检查急停开关、双手启动、手动上升下降按钮。
触摸1次/天4、检查安全光栅。
目测,触摸1次/天
5、检查散热风机。
目测,触摸1次/天
6、检查气缸。
目测,倾听1次/天7、检查配电箱电器开关状态。
目测、触摸1次/天8、检查温度控制系统。
目测、触摸1次/天9、检查油水分离器。
目测、倾听1次/天10、检查油压缓冲器。
目测、触摸1次/天23262731171819202122232425282930456789101113滤芯、滤杯干净、压力表指针数值清晰可见、无异响无漏气现象
内容
方法基准巡检周期固定螺钉、快插接头安装紧固,无松
动现象,光栅感应面无附着灰尘杂质风叶转动顺畅,无卡阻现象,有风流
上升下降,进气出气正常,磁性开关有效,无异响无漏气现象1发热板正常发热,温控器可以达到预
设温度
设备点检保养记录表
所有开关、阀门调节旋钮、计时器、计数器、温控器、压力表安装紧固,指示灯亮,数值正常显示气阀打开状态,气管各接头紧固,气枪正常使用无松动漏气,压力表显示值在4MPa-6MPa之间注:点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应在“故障描述及反应计划”栏予以记录。
设备编号
设备名称12自动焊接机月份141516故障描述及反应计划
无漏油、震动和噪音,安装螺母、内六角螺钉无松动功能正常,安装紧固,线路牢靠巡检人签到:
接头无松动、烧糊发黑现象,线路温度合适,继电器正常吸合,触点无粘连。

二保焊机保养表二保焊机保养表是用于记录和跟踪焊机保养工作的重要工具。
它描述了二保焊机保养的目的和重要性,并提供了指导和注意事项,以确保焊机的正常运行和延长其使用寿命。
焊机保养表的编制旨在帮助焊机操作人员正确进行常规的维护和保养工作。
通过按照规定的保养时间表进行维护,可以及时发现并解决焊机可能出现的问题,避免因忽视维护而导致的设备损坏或故障。
焊机是工业生产中常用的设备之一,其正常运行对于生产和产品质量具有重要影响。
焊机保养的目的是确保焊机的各项功能正常运行,提高焊接质量,减少生产中的故障和停机时间。
通过定期检查和保养焊机,可以及时发现并解决可能存在的问题,如电源电压异常、线路连接松动、冷却系统故障等。
保养工作还包括清洁焊机、更换磨损部件、润滑机械部件等,以保证焊机在使用过程中的安全性和可靠性。
焊机作为一种高温高压设备,如果长期不进行保养和维护,可能会导致设备故障、电气火灾等严重后果。
因此,焊机保养表的使用具有重要的实际意义。
保养表的使用可以帮助焊机操作人员建立焊机保养的记录和档案,及时了解焊机的使用状况,制定合理的维护计划。
通过维护工作,可以减少故障发生的概率,提高焊机的稳定性和可靠性,降低生产风险和安全隐患。
在使用焊机保养表时,需要注意以下几点:按照保养表上的时间表进行维护工作。
使用正确的工具和方法进行保养,遵守操作规范。
在进行保养前,确保焊机已经断电并处于停止工作状态。
注意安全防护措施,避免因保养操作而造成伤害。
记录保养的详细内容,包括日期、保养项目、保养人员等信息。
通过遵守焊机保养表的要求和注意事项,可以有效保证焊机设备的安全可靠运行,提高生产效率,减少故障风险。
以下是二保焊机保养表中的主要保养要点和步骤:清洁焊机外壳和内部零件,确保无灰尘和污垢堆积。
检查焊机电源线和插头是否损坏,如损坏应及时更换。
检查电气元件和连接线是否松动或受损,如发现问题应修复或更换。
定期清理焊机电源风扇和散热片,确保散热效果良好。

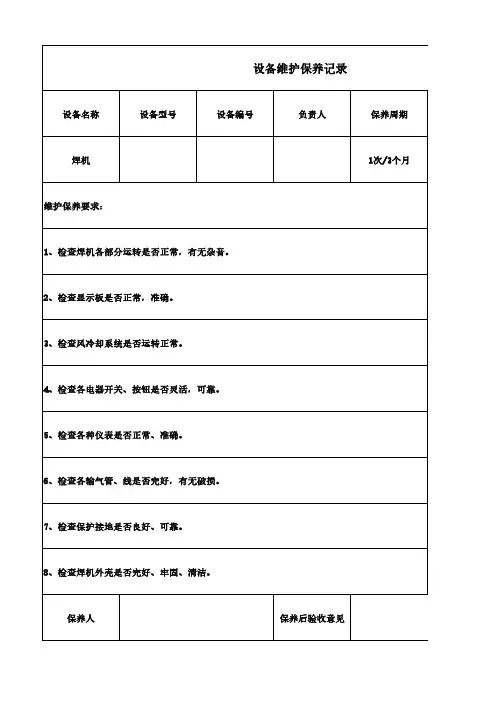
二保焊机保养表为了确保焊机的正常运行和延长其使用寿命,定期对焊机进行保养和维护非常重要。
本文将介绍二保焊机的保养表,帮助您进行焊机的有效维护。
1. 检查电源线和插头•[ ] 检查电源线是否破损或损坏。
•[ ] 确保插头没有松动或锈蚀。
•[ ] 清洁电源线和插头,保持其干净与干燥。
•[ ] 定期更换老化的电源线和插头。
2. 清洁焊机外壳•[ ] 使用柔软的布或刷子清洁焊机外壳。
•[ ] 清除焊渣和其他杂质。
•[ ] 注意不要磨损外壳表面。
3. 检查焊接枪和电缆•[ ] 检查焊接枪外壳是否破裂或损坏。
•[ ] 检查焊接枪电缆是否有断裂或损坏。
•[ ] 检查焊接枪的接头是否松动或生锈。
•[ ] 清洁焊接枪和电缆,确保其干净与干燥。
•[ ] 更换老化的焊接枪和电缆。
4. 检查电极和喷嘴•[ ] 检查焊机电极是否磨损或损坏。
•[ ] 检查喷嘴是否堵塞或破损。
•[ ] 清洁电极和喷嘴,并确保其干净与干燥。
•[ ] 定期更换电极和喷嘴。
5. 检查冷却系统•[ ] 检查焊机冷却系统是否正常工作。
•[ ] 清洁冷却系统的滤网和冷却器。
•[ ] 检查冷却水的水位,并定期更换。
•[ ] 检查水泵和水管是否正常。
•[ ] 定期保养冷却系统,确保其正常运行。
6. 检查气源系统•[ ] 检查气源系统是否正常工作。
•[ ] 检查气源管路是否有泄漏。
•[ ] 清洁气源过滤器,并定期更换。
•[ ] 检查气源压力是否正常。
•[ ] 定期保养气源系统,确保其正常运行。
7. 检查控制面板和电子元件•[ ] 检查焊机控制面板是否正常工作。
•[ ] 检查电子元件是否有松动或损坏。
•[ ] 清洁控制面板和电子元件。
•[ ] 定期检查焊机的电路连接。
•[ ] 修复或更换受损的电子元件。
8. 检查焊机接地•[ ] 检查焊机接地电流是否正常。
•[ ] 检查焊机接地是否牢固。
•[ ] 清洁焊机接地点,并确保其无松动。
•[ ] 定期检查焊机接地,确保其正常连接。
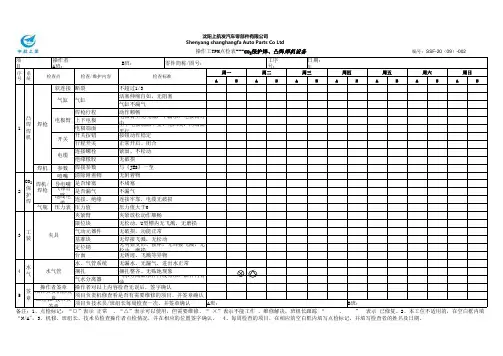
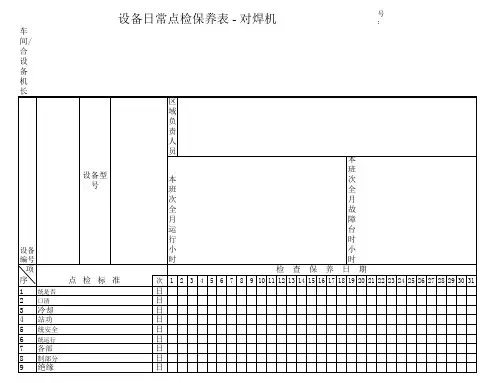
项目:操作者 A班: B班:零件简称/图号:工序号:日期: 年 月 日—— 年 月 日ABABABA BA BA BA B软连接焊机参数喷嘴导电嘴气体管路地线电缆气瓶压力表A班:B班:备注:1、点检标记:“○”表示 正常 、“△”表示可以使用,但需要维修、“ ×”表示不能工作 ,维修解决,班组长跟踪 “ 、 ” 表示 已修复。
2、本工位不适用的,在空白框内填“N/A"。
3、机修、班组长、技术员检查操作者点检情况,并在相应的位置签字确认。
4、每周检查的项目,在相应的空白框内填写点检标记,并填写检查者的姓名及日期。
5签章操作者签章操作者对以上内容检查无误后,签字确认项目负责机修签章项目负责机修查看是否有需要维修的项目、并签章确认班组长/技术员签章项目负技术员/班组长每周检查一次、并签章确认水、气管系统无漏水,无漏气,进出水正常捆扎捆扎整齐、无贴地现象气水分离器气水分离器水杯内没有水,油杯内有油周三周六3是否漏气不漏气焊机/焊枪CO 2保护焊2电极端面上下电极端面平整、无凹坑,两端面平行周五操作工TPM点检表---CO 2保护焊、凸焊焊机设备序号系统检查点检查/维护内容检查标准周一周二周日1凸焊焊机焊枪断裂不超过1/3气缸活塞伸缩自如,无阻塞电缆周四气缸不漏气电极臂焊枪行程动作顺畅上下电极电极臂上无飞溅,不漏水,电极臂对中气缸按钮动作稳定开关行程开关正常开启、闭合绝缘橡胶无破损连接螺栓紧固、不松动开关按钮无明显变形、损坏,无焊接飞溅,无松动基准块无焊接飞溅,无松动工装夹具夹紧臂夹紧放松动作顺畅限位块无松动,U型槽内无飞溅,无磨损气动元器件焊接参数与《JES》一至压力值大于0清除附着物无附着物是否堵塞不堵塞压力值水气管连接、绝缘连接牢靠,电缆无破损4水气台面无锈迹、飞溅等异物无破损,功能正常定位销沈阳上航发汽车零部件有限公司Shenyang shanghangfa Auto Parts Co Ltd编号:SSF-20(09)-002。
炼铁二厂电焊机维护保养记录
班组:日期:年月--- 年月
焊机型号编号
焊机包机人焊机保养人
保养时间
(每两月保养一次)
检查项目
保养人
签字检查导线
检查接地
装置检查
防护罩及
外罩
检查一、二
次回路接线
柱和绝缘板
情况
检查运转
情况
清洁和整理
线头
检查各部件
的完好情况
保养要求:
1、检查导线,各线路不得破损及短路,一次线规格必须符合要求,定型接头(铜鼻子)均应完好。
2、检查接地装置,铁壳开关和机体的接地,均应良好(并联接),电阻不得大于10欧姆。
3、检查防护罩及外罩,防护罩设置齐全,装置牢靠。
4、检查一、二次回路接线柱和绝缘板情况,接线柱表面平整不准有烧损,装接头时,上下面应垫铜垫圈然后拧紧螺母,绝缘板不准破裂和烧损。
5、检查运转情况,焊机运转时不得有噪音,否则应紧固各机构的螺栓。
6、清洁和整理线头,吹掉线圈上的灰尘,紧固铁芯夹箍螺栓,线圈和接线头应排列整齐,紧固接线柱内侧螺母。
7、检查各部件的完好情况,调节螺杆、调节手轮、机罩等均应完好,否则修理或更换已损坏的零件。