制造过程审核实施计划表
- 格式:xls
- 大小:31.50 KB
- 文档页数:1

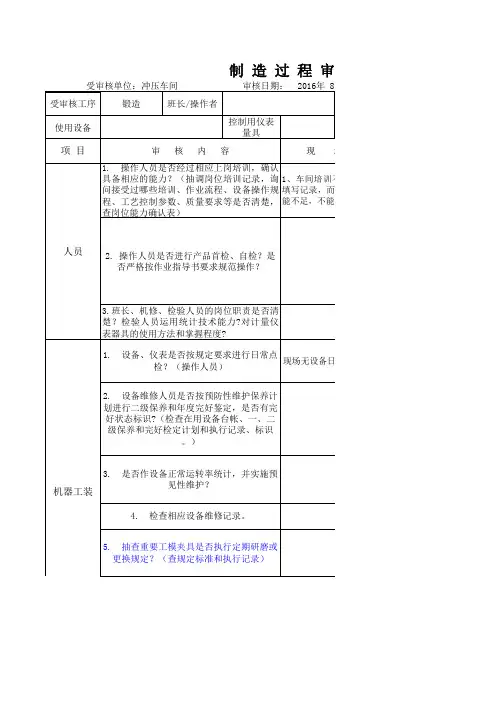
受审核工序锻造班长/操作者
使用设备控制用仪表
量具
审 核 内 容项 目
人员
机器工装
4. 检查相应设备维修记录。
5. 抽查重要工模夹具是否执行定期研磨或
更换规定?(查规定标准和执行记录)1. 设备、仪表是否按规定要求进行日常点
检?(操作人员)现场无设备日常
2. 设备维修人员是否按预防性维护保养计
划进行二级保养和年度完好鉴定,是否有完
好状态标识?(检查在用设备台帐、一、二
级保养和完好检定计划和执行记录、标识
。)
3. 是否作设备正常运转率统计,并实施预
见性维护?1. 操作人员是否经过相应上岗培训,确认
具备相应的能力?(抽调岗位培训记录,询
问接受过哪些培训、作业流程、设备操作规
程、工艺控制参数、质量要求等是否清楚,
查岗位能力确认表)1、车间培训不足,操作者质量意识差,应付性的填写记录,而非根据测量的真实数据填写;检测技能不足,不能独立完成检测,需加强人员的培训。
2. 操作人员是否进行产品首检、自检?是
否严格按作业指导书要求规范操作?
3.班长、机修、检验人员的岗位职责是否清
楚?检验人员运用统计技术能力?对计量仪
表器具的使用方法和掌握程度?现 场 制 造 过 程 审 核
受审核单位:冲压车间 审核日期: 2016年 8月 5
材料
工艺控制
环境1. 工作环境是否整齐、整洁,现场物料、
产品、工装、工具做到定置定位管理?消防
器材完好有效、通道畅通?1、定置管理不到放乱;各类试剂未建立标识定置存放;实验室内有试验件存放架,试样仍放置地面。5、 文件是否考虑了下列内容:过程参数
、使用设备工装、质量要求、控制重点、过
程检验规范(特殊特性、检验方法、检验频
次)、过程控制方法(采用的统计技术)应
急反应措施,生产过程是否考虑采用防错技
术?
6、 是否制定应急反应计划,并措施有
效,以应变突发事件?
7、 过程控制图的控制线是否合理正确,
能反映控制要求?2、 作业文件和检验文件是否位于工作岗
位和检验岗位现场?文件控制要求是否与控
制计划一致?

QP-8.2.3-1-B0审核目的
审核范围
审核依据
审核日期姓名 冲压中心工程部 QA部
审核日期/时间所要审核的产品/过程受审部门审核地点审核内容(提问项目)产品开发(设计)策划
产品开发(设计)落实2017.6.213:00~15:00过程开发(设计)策划APQP小组总厂会议室见检查表2017.6.215:00~17:00过程开发(设计)落实APQP小组总厂会议室见检查表2017.6.39:00~10:00供方原材料营业资材部资材办公室见检查表2017.6.310:00~10:30(早班)16:00~16:30(中班)23:30~24:00(晚班)人员素质冲压现场见检查表
2017.6.313:00~14:00(早班)16:30~17:00(中班)24:00~24:30(晚班)生产设备/工装冲压现场见检查表
2017.6.3 14:00~15:00(早班)18:30~19:00(中班)23:30~24:00(晚班)运输/搬运/贮存/包装冲压现场见检查表
2017.6.316:00~16:30(早班)18:30~19:00(中班)24:00~24:30(晚班)缺陷分析/纠正措施/持续改进冲压现场见检查表过程审核计划表
审核流程计划内容审核小组ISO/IATF16949:2016标准规范;质量体系程序文件、作业指导书、法律法规、顾客合同等。 2017 年 6 月 2 日 —— 2017 年 6 月 3 日对产品实现过程,从产品设计开发到生产检验包装,以管理过程、关键进行审核,了解过程的有效性和符合性。
与产品实现有关的相关过程和部门。QP-8.2.3-1-B02017.6.316:30~17:00服务/顾客满意度营业资材部资材办公室见检查表
备注:新产品部份:应当规划在量产前或量产时,以确认过程是否符合需求。 既有产品部份:每年至少应规划一次,对公司的各项工序进行过程审核,以发现是否有过程的缺失存在。编制/日期:审核/日期:批准/日期:QP-8.2.3-1-B0
过程审核实施计划
1 审核目的
评价公司产品制造过程的质量控制状况,保证过程质量稳定受控。
2 受审核的过程
1320支架的全部生产制造过程。
3 审核的准则
3.1 控制计划
3.2 作业指导书
3.3 工作环境管理程序
3.4 设施、设备管理程序
3.5 工艺装备管理程序
3.6 人力资源管理程序
3.7 生产过程控制程序
4 审核组成员
审核组长:徐晓辉
审核员:宁建宇
5 审核时间
2010年11月12日
6 审核报告发布日期及范围
审核报告将于2010年11月13日发布,发放范围为管理者代表、各部门等。
7 审核日程安排及审核内容
7.1 上午8:00~8:30分召开首次会议。会议的参加人员包括生产部、质量部经理、车间主任、采购部经理、技术部经理、审核组成员。
7.2 上午8:30~9:30在铸造车间审核模压作业。包括审核控制计划的实施情况,审核过程因素受控情况,审核质量记录控制情况,审核过程能力。
7.3 上午9:30~10:00,在机加车间审核机加作业。
7.4 10:00~11:00,在喷漆和包装车间审核。
7.5 11:00~11:30审核组整理审核结果,对审核结果进行分析,并根据审核结果适时开出纠正和预防措施要求单。
7.6 上午11:30 ~12:00,召开末次会议。会议的参加人员包括生产部、质量部经理、技术部经理、审核组成员及临时通知人员。
编制:宁建宇 批准: 徐晓辉 2010年11月1日

NO:SDT-QA-08-01
过程审核实施计划
部门:品质管理部 编号:QA100301
审核目的:
通过过程审核确认制造过程是否符合策划的安排和审核准则,并通过过程审核对过程实施确认。
审核范围:
车载汽车用液晶电视、液晶显示器的诞生过程和生产过程。
审核依据:
ISO/TS16949:2009、产品工艺流程图、控制计划、作业指导书和体系文件。
审核日期:
2010年3月26日
审核员
组长:赵敏 组员:内审员
审核安排
序号 过程 部门 时间 地点 所需文件
01 首次会议 9:00 大会议室
02 产品开发的策划和落实 研发部 9:30 大会议室 设计图纸、BOM、APQP
03 过程开发的策划和落实 生产部 10:30 大会议室 工艺流程图、作业指导书、APQP
04 供方/原材料 采购部 11:30 大会议室 仓储管理制度
05 加工段 生产部 13:00 生产车间 加工作业指导书
06 组装段 生产部 14:00 生产车间 组装作业指导书
07 调试段 生产部 15:00 生产车间 调试作业指导书
08 包装段 生产部 16:00 生产车间 包装作业指导书
09 成品入库 生产部 17:00 仓库 仓储管理制度
10 服务/顾客满意 销售部 17:30 大会议室 顾客满意度控制程序
客户服务控制程序
10 末次会议 18:00 大会议室
编制/日期:
审核/日期:
批准/日期:
NO:SDT-QA-08-01
过程审核实施计划
部门:品质管理部 编号:QA100601
审核目的:
通过过程审核确认制造过程是否符合策划的安排和审核准则,并通过过程审核对过程实施确认。