尿素装置开车高压系统故障及处理论文
- 格式:doc
- 大小:28.50 KB
- 文档页数:6

140研究与探索Research and Exploration ·智能检测与诊断中国设备工程 2024.05 (上)目前,我国绝大部分大型化肥厂生产尿素采用二氧化碳汽提工艺,或氨汽提工艺。
不管哪种工艺,在高温生产环境下会生成多种化学物质,而这些化学物质会直接对高压设备的钢材造成腐蚀。
尿素高压设备故障中最常见的就是腐蚀问题,因腐蚀问题造成的停产概率非常高,严重影响大型化肥厂生产效益,同时还会影响高压设备运行的安全性,甚至会造成安全隐患。
虽然化肥厂在高压设备养护期间采取了相应的维护方案,但要想让尿素高压设备恢复到最佳生产状态,则要采取有效的防腐手段。
1 尿素高压设备腐蚀相关阐述1.1 腐蚀机理尿素高压设备在运行中产生的腐蚀问题,其中包含多种因素,如高压介质电化学腐蚀、生产过程化学性腐蚀等。
具体表现如下。
(1)化肥生产过程中会生成氨基甲酸根和氰酸根,而该物质具有还原性,组织金属表面氧化膜的生成,氧化膜是重要的防腐层,一旦氧化膜无法生成则会造成金属活化腐蚀。
(2)不锈钢中所含有的元素会与氨发生反应生成络合物,而络合物会破坏金属氧化膜,从而出现腐蚀情况。
(3)尿素生产中需要加入一定比例的甲铵液,而甲铵液会与不锈钢产生羟基反应,生成金属羟基化合物,导致金属溶于溶液中产生腐蚀问题。
甲铵液中含有多种离子化合物,在高温高压条件下形成非常强的电解质,增加溶液的导电性,这样在金属表层就形成了正负极系统,加速了腐蚀速率。
1.2 腐蚀特点尿素高压设备腐蚀可以分为均匀腐蚀和局部腐蚀,不同的腐蚀面积其腐蚀特点也有所差异。
具体表现如下。
(1)均匀腐蚀往往在压力设备内部产生大面积腐蚀,导致金属表面被破坏,表现为粗糙、无光泽,通常是由于甲铵液高温作用、氧气含量低、甲铵液浓度高、甲铵液凝气等因素造成的结果。
(2)局部腐蚀可以分为点蚀、缝隙腐蚀,其中点蚀出现在金属特定部位产生的腐蚀口,腐蚀面积非常小,大型化肥厂尿素高压设备腐蚀现状及对策解析侯志敏,刘秀廷(海洋石油富岛有限公司化肥一部,海南 东方 572600)摘要:大型化肥厂尿素高压设备多是由不锈钢材料制作而成,但尿素生产过程中设备在高温、高压、高腐蚀环境下运行,在生产过程中还会生成还原性物质,对不锈钢材料表面氧化膜造成损害,从而导致材料逐渐丧失防腐性能,这就需要针对大型化肥厂尿素高压设备腐蚀现状,采取针对性防腐措施,降低钢材腐蚀速率,提高设备运行安全性。

尿素高压设备管板及列管的腐蚀和修复李光植奉(天华化工机械及自动化研究设计院)摘要通过对高压甲铵冷凝器管板及管口腐蚀进行失效分析,针对甲铵冷凝器的腐蚀与护防问题提出了几点建议。
关键词尿素高压设备甲胺冷凝器管板管口腐蚀堆焊泄漏穿孔中围分类号TQ053.6文献标识码B文章编号0254J6094(2010)05JD638J04高温高压甲铵一尿素介质有强烈的腐蚀性,如果尿素设备制造时存在质量隐患,或者设备运行和维修过程中出现腐蚀问题,都有可能造成尿素高压设备产生泄漏损坏,从而导致整个尿素系统或者整套装置停产,给企业带来巨大的经济损失。
笔者针对尿素设备腐蚀情况进行探讨并提出了修复方案。
1高压甲铵冷凝器管板及管口的腐蚀情况在化肥装置尿素系统的汽提塔、高压甲铵冷凝器和高压洗涤器等高压换热设备中,管板和列管腐蚀而影响生产最严重、最普遍的是高压甲铵冷凝器,其主要损坏原因是管板表面耐蚀层在堆焊过程中由于热输入过大使列管管口和表面堆焊层都出现较为严重的敏化现象;管板耐蚀层与列管管口角焊缝有皮下气孔;角焊缝起弧收弧处的焊接质量不好。
由于制造质量的问题,引起管板与管口角焊缝常常腐蚀穿孔泄漏,使碳钢管板被腐蚀成孔洞,列管腐蚀破裂等。
笔者对赤天化、广州氮肥厂及云天化等厂的高压甲铵冷凝器管板及管口腐蚀进行失效分析。
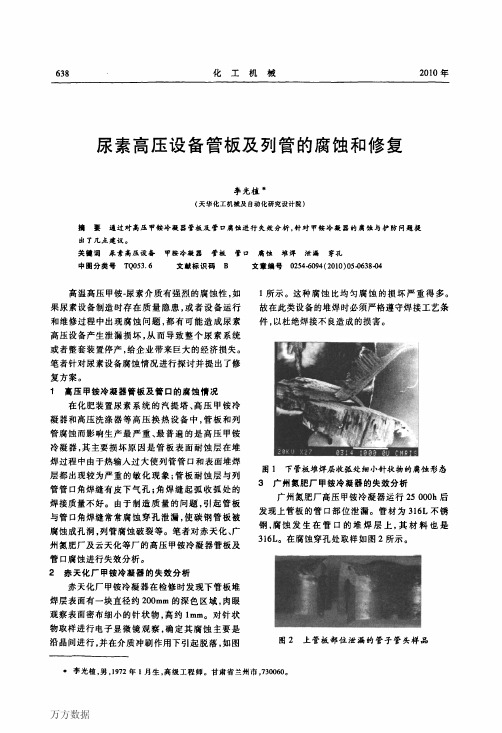
2赤天化厂甲铵冷凝器的失效分析赤天化厂甲铵冷凝器在检修时发现下管板堆焊层表面有一块直径约200mm的深色区域,肉眼观察表面密布细小的针状物,高约1mm。
对针状物取样进行电子显微镜观察,确定其腐蚀主要是沿晶间进行,并在介质冲刷作用下引起脱落,如图l所示。
这种腐蚀比均匀腐蚀的损坏严重得多。
故在此类设备的堆焊时必须严格遵守焊接工艺条件,以杜绝焊接不良造成的损害。
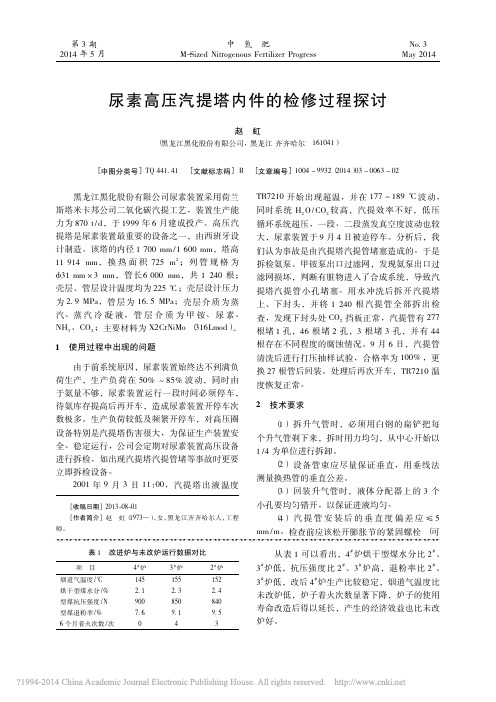
图1下管板堆焊层收孤处细小针状物的腐蚀形态3广州氮肥厂甲铵冷凝器的失效分析广州氮肥厂高压甲铵冷凝器运行25000h后发现上管板的管口部位泄漏。
管材为316L不锈钢,腐蚀发生在管口的堆焊层上,其材料也是316L。

尿素装置高压系统压力高的原因及处理
侯立业
【期刊名称】《大氮肥》
【年(卷),期】2022(45)4
【摘要】尿素装置高压系统运行中存在原料冷热液氨配比波动及池式反应器泄漏腐蚀等问题,通过查找原因,采取合理调配冷热氨量及消除池式反应器低压侧隔板及套管腐蚀泄漏等措施,尿素装置高压系统的压力得到了有效控制,高压系统转化率提高,池式反应器副产低压蒸汽量变大,装置的蒸汽及冷却水消耗明显下降。
【总页数】4页(P267-270)
【作者】侯立业
【作者单位】中海石油华鹤煤化有限公司
【正文语种】中文
【中图分类】TQ1
【相关文献】
1.尿素装置氨耗高的原因分析及处理
2.尿素装置氨水槽氨水浓度高的原因分析及处理
3.尿素装置低压系统压力高原因分析及处理
4.斯那姆尿素装置高压设备腐蚀原因及处理
5.尿素装置高压回路压差高的原因分析及处理
因版权原因,仅展示原文概要,查看原文内容请购买。
摘要:高压系统是整个尿素装置的核心,负责主要反应的发生,尿素的生成,其它工序主要围绕尿素的提纯与未反应物的回收利用进行工作。
结合生产实际,针对开车过程高压系统出现的故障进行原因分析,对处理故障措施进行总结。
关键词:尿素装置开车高压系统故障处理措施总结山西潞安煤基合成油公司以煤为源头,副产180KT 合成氨,300KT尿素,其中尿素装置采用荷兰斯塔米卡邦公司二氧化碳汽提法生产工艺。
二氧化碳汽提法尿素生产工艺主要包括:二氧化碳压缩和脱氢、液氨升压、合成和汽提、循环、蒸发造粒、产品贮存和包装、解吸和水解等工序。
其中,高压系统的运行状况直接影响整个装置的高效、安全运行。
在实际生产中,开车过程由于变化环节较多,高压系统容易出现种种与正常工况不一样的异常情况,出现故障处理是否及时有效,对整个装置的运行起到了至关重要的作用。
以下结合开车过程中高压系统出现的故障,进行原因分析,处理措施的总结。
1喷射器不抽吸1.1现象①液氨投入系统后,TI-63516不断下降,最低降至20℃,即液氨温度。
氨泵变频加至正常值后,温度仍不上涨。
②高洗器气相温度下降明显,下降至70℃。
③PI-63526迅速上涨。
④低压吸收塔出液调节阀头自动情况下逐步开大,严重时低压塔满液。
1.2原因分析①高洗下液管线堵塞。
②甲铵泵或液氨泵不打量或跳车,即抽吸力不足。
③高洗下液管液封破,管内充满CO2,形成气阻,甲铵液无法正常到达喷射器处。
④喷射器出口调节阀故障,实际开度过大导致压差不足或喷嘴腐蚀过大,使液氨通过时流量大幅降低。
1.3处理措施①高洗下液管堵主要由于停车排塔不完全,冲洗不彻底所致。
结合本厂生产经验,总结如下操作措施:a封塔时单台甲铵泵切出甲铵液改走冷凝液,彻底走水保证30-40分种。
对甲铵泵出口、高洗器内部列管、高洗下液管内高浓度甲铵液进行彻底稀释置换。
从源头上控制甲铵液的浓度,避免了出现结晶堵管的可能。
同时:前工段工况允许情况下,甲铵泵走水过程液氨泵最好未切出系统,通过液氨的抽吸力将高洗下液管内甲铵液抽吸至高甲冷。
尿素高压氨泵运行中的故障及处理措施张进荣,李小燕,范天祥(中国石油宁夏石化公司,宁夏银川750026)摘要:针对国产化大化肥装置试车运行过程中高压氨泵多级离心泵出现的故障,进行原因分析并给出处理措施,消除了国产化高压氨泵运行中的不稳定因素,为国产化高压氨泵长期稳定运行奠定基础。
关键词:国产化大化肥;高压氨泵;多级离心泵;故障;处理措施中图分类号:TE964文献标识码:A文章编号:1673-5285(2019)08-0110-03DOI:10.3969/j.issn.1673-5285.2019.08.027*收稿日期:2019-05-08作者简介:张进荣(1979-),男,工程师,2002年毕业于宁夏大学机械设计制造及其自动化专业,现在中国石油宁夏石化公司化肥三厂工作,邮箱:123187472@ 。
表1高压甲铵离心泵主要性能参数项目参数项目参数规格型号HTDB100-80-10stg轴功率/kW 898流量/(m 3·h -1)117输入转速/(r ·min -1)2980泵转速/(r ·min -1)6750输出转速/(r ·min -1)6750扬程/m 2696增速比 2.256叶轮级数10电机型号YBS560-2(W )入口压力/MPa 2.5电机功率/kW 1120出口压力/MPa17.9电机转速/(r ·min -1)980我国自20世纪70年代引进的大型氮肥装置,专利技术和关键技术均受制于国外,为了研发我国自主知识产权的国产化大化肥工艺技术,2009年中国石油启动45/80国产大化肥项目重大科研专项开发,研发自主知识产权的合成氨、尿素工艺包,并建设了中国石油宁夏石化公司第三套化肥装置,合成氨装置生产能力1500t/d ,尿素装置生产能力2640t/d ,全部关键设备实现国产化。
其中尿素装置高压氨泵是首台国产化高速高压多级离心式高压氨泵,其作用为合成送来的液氨,通过高压氨泵从2.5MPa 加压到17.9MPa ,注入高压喷射器,然后进入高压甲铵冷凝器顶部。
尿素装置开车高压系统故障及处理论文
摘要:尿素装置开车过程,高压系统操作属于核心操作,必须做到综合判断、尽早判断,及时处理。
稍有不慎或耽误了最佳的处理时机,须装置停车重新开车,严重时造成设备腐蚀加快等恶性事故。
本文结合生产实际,对开车过程常见故障进行分析,总结经验措施,对本系统的操作提供参考。
山西潞安煤基合成油公司以煤为源头,副产180KT合成氨,300KT 尿素,其中尿素装置采用荷兰斯塔米卡邦公司二氧化碳汽提法生产工艺。
二氧化碳汽提法尿素生产工艺主要包括:二氧化碳压缩和脱氢、液氨升压、合成和汽提、循环、蒸发造粒、产品贮存和包装、解吸和水解等工序。
其中,高压系统的运行状况直接影响整个装置的高效、安全运行。
在实际生产中,开车过程由于变化环节较多,高压系统容易出现种种与正常工况不一样的异常情况,出现故障处理是否及时有效,对整个装置的运行起到了至关重要的作用。
以下结合开车过程中高压系统出现的故障,进行原因分析,处理措施的总结。
1 喷射器不抽吸
1.1 现象
①液氨投入系统后,TI-63516不断下降,最低降至20℃,即液氨温度。
氨泵变频加至正常值后,温度仍不上涨。
②高洗器气相温度下降明显,下降至70℃。
③PI-63526迅速上涨。
④低压吸收塔出液调节阀头自动情况下逐步开大,严重时低压塔满液。
1.2 原因分析
①高洗下液管线堵塞。
②甲铵泵或液氨泵不打量或跳车,即抽吸力不足。
③高洗下液管液封破,管内充满CO2,形成气阻,甲铵液无法正常到达喷射器处。
④喷射器出口调节阀故障,实际开度过大导致压差不足或喷嘴腐蚀过大,使液氨通过时流量大幅降低。
1.3 处理措施
①高洗下液管堵主要由于停车排塔不完全,冲洗不彻底所致。
结合本厂生产经验,总结如下操作措施:a封塔时单台甲铵泵切出甲铵液改走冷凝液,彻底走水保证30-40分种。
对甲铵泵出口、高洗器内部列管、高洗下液管内高浓度甲铵液进行彻底稀释置换。
从源头上控制甲铵液的浓度,避免了出现结晶堵管的可能。
同时:前工段工况允许情况下,甲铵泵走水过程液氨泵最好未切出系统,通过液氨的抽吸力将高洗下液管内甲铵液抽吸至高甲冷。
如果属于紧急停车情况,切出氨泵后立即冲洗氨管线,保证15分钟以上,同样可以起到抽吸的效果。
b排塔至系统压力低于0.5 MPa时,缓慢微开排放总阀导淋进行排放;确认导淋无液排出,再进行下步冲洗操作。
在操作上,确认尿液排放彻底,进一步避免了堵管的可能性。
c完成排塔后,由排放双阀下阀进行冲洗,可以将残留液体冲下,由导淋进行排放。
这样,即使第一、二步操作存在不到位情况下,可以避免堵管的出现。
从本厂生产实际来看,主要问题出在冲洗顺序上。
以往操作先由四楼冲洗高洗下液排放:冲洗水由排放阀进去分两路,由高洗下液管和喷射器出口管分别进入设备。
高甲冷顶部位于六楼,这样通过高洗下液管的冲洗水到达六楼后,上升阻力大,大量冲洗水通过另一路进入高甲冷,
止步于高洗下液六楼处。
这样在上述一、二步处理不到情况下,甲铵液在高甲冷进液管平行处高洗下液管内结晶。
d冲洗完成,通入0.8MPa蒸汽进行置换,TI-63507、63517呈同一趋势上涨,快速上涨至140℃以上,可确认管线畅通。
否则,温度上涨缓慢,或最终温度未达到140℃,立即重新进行管线确认。
e升压前必须进行管线确认,如发现管线堵塞:由四楼排放处进行冲洗-导淋排放,通过冲排可将结晶物融化排走。
如果堵管严重,利用冲排无法疏通时,需在喷射器入口管处加盲板,进行冲洗排放处理。
②单台甲铵泵或液氨泵不打量,立即增加另一台泵的变频,同时启动备用泵,以保证液氨、甲铵的正常供应量。
氨量不足时,可关小喷射器开度,提高喷射器压差至2.5-2.8MPa保证压差。
③开车前高洗下液排放未关闭,管线内液封破。
启动冲洗水泵,通过排放总管和高洗器下液排放管线反方向冲水至喷射器入口。
④开车前进行调节阀调试,保证现场阀位与中控一致且开关灵活。
喷射器喷嘴腐蚀过大时,需增加进氨量,尽快加负荷,维持系统高负荷运行,精心维护氨泵运行,防止出现跳车或不打量。
停车时更换喷嘴。
高压喷射器必须定期检查其腐蚀情况,且拆卸过程记录喷射器与调节机构连接处的距离。
2 CO2倒流
进汽提塔的CO2,正常情况下出汽提塔后,进入高甲冷再进入合成塔。
所谓CO2倒流走短路,是指出汽提塔的气体部分或全部由合成
塔溢流管直接到合成塔顶部,未经高甲冷、合成塔的反应就由塔顶排出。
2.1 现象
①PI-63526突升,严重时全开PV-63513仍无法控制。
由于部分或全部CO2从汽提塔顶部直接进入合成塔顶部,不参与甲铵生成反应,势必造成严重超压。
②出料过程发生串气,合成塔液位下降过快,关闭HPV-63501后,液位指示迅速上涨。
③高甲冷产气停止或大幅度下降,低压汽包补气阀明显开大,TI-63518下降。
④TI-63512不断上涨,由正常80℃最高涨至160℃。
⑤合成塔气相温度超温,最高至190℃。
⑥高压洗涤器热负荷减少,高调水温差缩小,TI-63507、63517下降。
2.2 原因分析
①开车前注入液封时间不够,或由于HPV-63501为蝶阀,存在一定内漏,投料后管内液体逐渐减少,当液体静压小雨汽提塔至合成塔顶部压差时,即发生CO2倒流,由溢流管直接进入合成塔顶部。
②仪表原因,HPV-63501全开导致液封破。
2.3 处理措施
①升压前及投料前,必须保证注液封时间不少于15分钟。
随时注意TI-63512温度的变化,出现上涨趋势,及时向溢流管内补充水。
②开车阶段保证1#甲铵泵及冲洗水泵的备用。
TI-63512波动时立即通过冲洗水泵补充液封,如效果不好,应立即使用1#甲铵泵补充,通过增加甲铵泵的变频来增加补水量,最高可开至45%,现场注意泵
出口压力,避免泵体超压。
③开车前,校对HPV-63501保证灵活好用。
④如果出料过程发生倒流,需切出CO2重新注入液封,因为一旦大量发生倒流,不切出CO2,无法再次形成液封。
而且,切出CO2容易发生合成塔满液、倒液,汽提塔满液等次生事故。
由于开车过程系统水的影响,LI-63514有时很快会显示液位,并不断波动。
因此,开HPV-63501出料前,保证LI-63514呈稳定上涨趋势,出料时间约2.5小时,TI-63512稳步上涨至160℃。
⑤发生倒流后,②步骤操作无效,应将二氧化碳在汽提塔前放空,关闭进汽提塔快切阀,降氨泵、甲铵泵变频至最低,启动冲洗水泵注液封后重新投入CO2。
⑥如果HPV-63501内漏过大,可持续注入液封。
3 汽提塔满液
3.1 现象
①汽提塔出液温度、出气温度偏高,严重时均涨至190℃以上。
②LI-63502显示100%,高限报警。
③PI-63526上涨迅速。
④低压负荷过大,严重超压。
⑤高压气包用蒸汽量增加。
3.2 原因分析
①汽提塔液位测量范围为0-600mm,开车过程没有及时排净塔内积液,包括溢流管内漏的液封水,升温钝化过程的冷凝液及封塔过程高甲冷倒液。
②汽提塔液位计或出液调节阀故障。
3.3 处理措施
①升温钝化、升压、投料每个节点操作前,必须将汽提塔液位排下,排至高报以下。
②封塔过程发生倒液,开车前先投入CO2,同时
打开出液阀向低压排放。
③整个开车过程必须保证汽提塔液位可见,出现上涨及时排放。
一旦发生严重满液:减负荷至最低,氨泵、甲铵泵变频减至最低;同时开大出液阀,尽快进行排放。
发生严重满液,导致汽提塔超温,同时大量排放过程会引起CO2向低压串气,容易导致长时间液位不下降,因此,要尽早判断,尽快处理。
4 结束语
尿素装置开车过程,高压系统操作属于核心操作,必须做到综合判断、尽早判断,及时处理。
稍有不慎或耽误了最佳的处理时机,须装置停车重新开车,严重时造成设备腐蚀加快等恶性事故。
本文结合生产实际,对开车过程常见故障进行分析,总结经验措施,对本系统的操作提供参考。
参考文献:
[1]钱镜清.尿素生产工艺与操作问答[M].化学工业出版社,1988.
[2]陈关平.尿素生产工艺与操作(中级本)[M].中国石化出版社,1993.
[3]刘晓敏.尿素优化生产工艺技术与设备操控及维护实用手册[M].北方工业出版社,2006.。