案例七 切断刀和切槽刀几何角度
- 格式:doc
- 大小:145.50 KB
- 文档页数:2

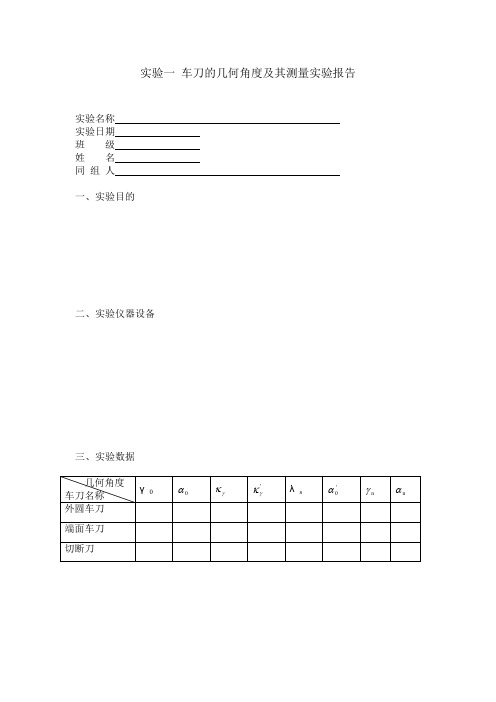
实验一车刀的几何角度及其测量实验报告实验名称实验日期班级姓名同组人一、实验目的二、实验仪器设备三、实验数据四、按测得的数据绘制外圆车刀的工作图(按实验指导书要求进行绘制)五、讨论和分析实验二车削力的测量实验报告实验名称实验日期班级姓名同组人一、实验目的二、实验仪器设备三、实验原理四、实验数据记录与处理(1)数据记录ƒ = mm/转a p = mm(2)数据处理1)图解法将表二,表三数据画在双对数坐标中log F zlog a pC 1==z F XC 2==z F Y221C C C z F +==zF z F z Y X pF z faC F ==log ƒlog F z2)一元线性回归法= mm/= mmp五、讨论分析实验三加工误差统计分析实验报告实验名称实验日期班级姓名同组人一﹑实验目的二﹑实验仪器设备三﹑实验原理四﹑实验数据记录与处理1. 实验原始数据表一测量数据表2. 绘制实际分布图(1)剔除异常数据==∑=ni i x n x 11=--=∑=n i ix x n 12)(11σ 若σ3>-x x k ,认为k x 为异常数据,应剔除。
(2)确定尺寸间距和分组数(3)制作频率分布表(4)绘制实际分布图(5)加工误差统计分析(误差性质、改进措施、工序能力、合格品率等)ƒ 频数x (直径)X 图3. 制作R(1)取小样本容量n(2)数据处理①计算各样组的平均值X和极差R,填入表三。
表三样组的均值X和方差R②计算X和R的平均值X和RX-图控制线。
③计算RX-控制图(3)绘制RX-控制图(工艺过程稳定性、误差性质、改进措施等)(1)分析R五﹑讨论分析实验四切削温度的测量实验报告实验名称实验日期班级姓名同组人一实验目的二实验仪器及设备三实验原理和方法四实验数据记录及处理1.进给量对切削温度的影响(1)填写数据记录:(2)在双对数坐标纸上绘出曲线(3)计算2.吃刀深度对切削温度的影响(1)填写数据记录:(2)在双对数坐标纸上绘出曲线(3)计算3.速度对切削温度的影响(1)填写数据记录(2)在双对数坐标纸上绘出曲线(3)计算4.求出经验公式5.分析各因素对切削温度的影响。
目录1刀具几何角度 (1)1.1正交平面参考系 (1)1.2刀具的静态角度 (2)1.2.1几种车刀几何角度图例 (3)1.3.1角度变化原因 (4)1.3.2角度变化规律 (7)2车刀前角的分析与应用 (9)2.1前角在加工中的作用 (9)2.2前角大小的应用 (12)2.3刃磨前角时的角度参考值 (16)3车刀后角的分析与应用 (16)3.1粗车时后角大小的分析与应用 (16)3.2精车时后角大小的分析与应用 (17)3.3加工脆性材料时后角的分析与应用 (19)3.4实例 (20)4车刀主偏角的分析与应用 (21)4.1主偏角为90°车刀的分析与应用 (21)4.2主偏角为75°车刀的分析与应用 (24)4.3主偏角为45°车刀的应用 (25)5车刀的其他角度的分析与应用 (26)5.1车刀的副偏角 (26)5.2刃倾角的分析与应用 (27)结论 (29)致谢 (30)参考文献 (31)摘要在机械加工中,金属切削刀具的几何参数的合理选择直接影响到机械加工的质量、刀具耐用度、生产效率和加工成本。
因此,机械加工中,正确选用刀具角度以及如何获得所选刀具角度的大小,尤其显得重要。
俗话说:“三分工艺,七分刀具”,这充分说明刀具角度在机械加工中的突出地位。
一把刀具切削性能的好坏主要取决与制造刀具的材料、刀具的结构、刀具切削部分的几何参数。
其中刀具材料固然重要,但刀具材料和刀具结构确定之后,刀具切削部分的几何参数对切削性能的影响就成为十分重要的因素。
这些几何角度对车削过程影响很大,其中尤其是以前角、后角、主偏角、刃倾角、副偏角κ'r影响更为重要,科学合理的选择车刀的几何角度,对车削工艺的顺利实施,保证工件的加工质量起着决定性的作用。
下面就着手分析刀具的几何角度及在加工中的应用。
关键词:前角;后角;主偏角;刃倾角;副偏角1刀具几何角度车刀是车工的主要切削刀具,但它也可以用于其他的切削加工,如镗削加工、铣削加工、刨削加工、钻削加工等。
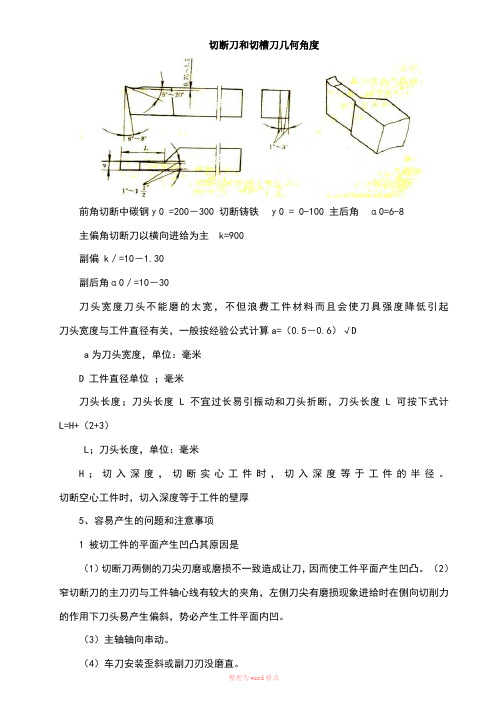
切断刀和切槽刀几何角度
前角切断中碳钢у0 =200-300 切断铸铁у0 = 0-100 主后角α0=6-8
主偏角切断刀以横向进给为主 k=900
副偏 k/=10-1.30
副后角α0/=10-30
刀头宽度刀头不能磨的太宽,不但浪费工件材料而且会使刀具强度降低引起刀头宽度与工件直径有关,一般按经验公式计算a=(0.5-0.6)√D
a为刀头宽度,单位:毫米
D 工件直径单位;毫米
刀头长度;刀头长度L不宜过长易引振动和刀头折断,刀头长度L可按下式计L=H+(2+3)
L;刀头长度,单位:毫米
H;切入深度,切断实心工件时,切入深度等于工件的半径。
切断空心工件时,切入深度等于工件的壁厚
5、容易产生的问题和注意事项
1 被切工件的平面产生凹凸其原因是
(1)切断刀两侧的刀尖刃磨或磨损不一致造成让刀,因而使工件平面产生凹凸。
(2)窄切断刀的主刀刃与工件轴心线有较大的夹角,左侧刀尖有磨损现象进给时在侧向切削力的作用下刀头易产生偏斜,势必产生工件平面内凹。
(3)主轴轴向串动。
(4)车刀安装歪斜或副刀刃没磨直。
2 切断时产生震动
(1)主轴和轴承之间间隙过大。
(2)切断的棒料过大在离心力的作用下产生震动。
(3)切断刀远离支撑点。
(4)工件细长切断刀刃口太宽。
(5)切断是转速过高进给量过小。
(6)切断刀伸出过长。
友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。

班级:过073 姓名:谢若思学号:070342切削刀具的几何角度在金属切削加工中,刀具的完善程度,对切削效率、加工质量和产品成本有很大的影响。
为完善的改革金切刀具,研究刀具的几何参数是很重要的;刀具几何参数、刀具材料和刀具结构是研究金切工具的三项基本内容。
一、刀具合理的几何参数在保证加工质量和刀具经济耐用度的前提下,能够满足提高生产效率、降低成本的刀具几何参数,称为刀具的合理几何参数。
它包括:①切削刃的形状:如直线刃、折线刃、圆弧刃、月牙弧刃、波形刃等,刀尖(及过渡刃)的形状也属于刃形问题。
②切削区的剖面型式及参数:切削刃的剖面型式,又简称为刃区型式。
常用的是锋刃,也可以在切削刃区磨出负倒棱、消振棱等。
③刀面型式及参数:如前刀面上磨出断屑槽、卷屑槽,后刀面上双重刃磨或铲背等。
④刀具的切削角度:即前角γ0、后角α0、主偏角κr、副偏角κr’、刃倾角λs等。
二、选择刀具合理几何参数的一般性原则1.要考虑工件的实际情况选择刀具合理的几何参数,要考虑工件的实际情况,主要是工件材料的化学成分、制造方法、热处理状态、力学与物理性能(包括硬度、抗拉强度、延伸率、冲击韧性、导热系数、熔点等),还有毛坯表层情况、工件的形状、尺寸、精度和表面质量要求等。
2.要考虑刀具材料和刀具结构选择刀具合理几何参数时,主要是考虑刀具材料的化学成分、力学与纹理性能(包括硬度、抗弯强度、冲击值、耐磨性、热硬性和导热系数),还有刀具的结构型式,是整体式、焊接式或机夹式等。
3.要注意各个几何参数之间的联系刀具的刃形、刃区、刀面和角度之间是相互联系的,应该综合起来考虑它们之间的作用与影响,分别确定其合理数值。
例如,选择前角γ0时,要考虑卷屑槽型、有无倒棱及刃倾角的正负大小等,联系这些情况,优选合理的前角值,不要割裂它们之间的内在联系,孤立地选择某一参数。
4.要考虑具体的加工条件选择合理几何参数,也要考虑加工条件,这就是机床、夹具的情况,系统刚度及功率大小,切削用量和切削液性能等。
切断刀和切槽刀几何角度
Z-
前角切断中碳钢y 0 =200 —300切断铸铁y 0 = 0-100 主后角a 0=6-8
主偏角切断刀以横向进给为主k=900
副偏k /=10— 1.30
副后角a 0/=10—30
刀头宽度刀头不能磨的太宽,不但浪费工件材料而且会使刀具强度降低引起刀头宽度与工件直径有关,一般按经验公式计算a= (0.5 —0.6 )V D
a为刀头宽度,单位:毫米
D工件直径单位;毫米
刀头长度;刀头长度L不宜过长易引振动和刀头折断,刀头长度L可按下式计
L=H+ (2+3)
L ;刀头长度,单位:毫米
H ;切入深度,切断实心工件时,切入深度等于工件的半径。
切断空心工件时,切入深度等于工件的壁厚
5、容易产生的问题和注意事项
1被切工件的平面产生凹凸其原因是
(1)切断刀两侧的刀尖刃磨或磨损不一致造成让刀,因而使工件平面产生凹凸。
(2) 窄切断刀的主刀刃与工件轴心线有较大的夹角,左侧刀尖有磨损现象进给时在侧向切削力的作用下刀头易产生偏斜,势必产生工件平面内凹。
(3)主轴轴向串动。
(4)车刀安装歪斜或副刀刃没磨直
2切断时产生震动
(1) 主轴和轴承之间间隙过大。
(2) 切断的棒料过大在离心力的作用下产生震动
(3) 切断刀远离支撑点。
(4) 工件细长切断刀刃口太宽。
(5) 切断是转速过高进给量过小。
(6) 切断刀伸出过长。
实验一刀具几何角度的测量1.实验内容:(一)测主刀刃上的角度;①主偏角Kr大小指针为零,转动工作台使主刀刃靠大指针平面C,这时C面为主切削平面,则指针板上刻度线所对底盘上的角度即为Kr。
②刃倾角λs调整滑体高度,使大指针底边靠刀刃。
则大指针所指角度即为λs(右负、左正)。
③前角γ0使工作台沿逆时针方向转90゜这时C面为主剖面。
调整滑体、定位块,使大指针底边靠前刀面,则大指针所指的角度为γ0(右负、左正)。
④后角а0调整滑体和定位块位置,使大指针侧边靠后刀面,则大指针所指的角度为а0。
(二)测副刀刃上的角度;①副偏角K,r大小指针对零,转动工作态使副刀刃靠大指针C面,这时C面为副切削平面。
指针板上刻度线所对底盘上刻度即为K,r。
②副后角а,0使工作台顺时针转过90゜,调整滑体、定位块,使大指针侧边靠副后刀面,则大指针所指的角度为а,0。
(三)法剖面的角度:①法剖面的前角γn在主偏角的前提下,使工作台逆时针方向转90゜,这时C面为主剖面,调整小指针,使小指针的角度指着测出的刃倾角λs的角度(这时大指针垂直于刀刃)。
调整滑体,定位块,使大指针底边靠前刀面,则大指针所指的角度为γn (右负、左正)。
②法剖面的后角аn调整滑体和定位块位置,使大指针侧边靠后刀面,则大指针所指的角度为аn。
2.实验结果:前角后角主偏角副偏角刃倾角所测刀具几何角度示意图外圆车刀:切断刀:3.思考题:(1)测量车刀的法剖面、横剖面中的几何角度时,车刀量角台该如何调整及测量?答:测量法剖面系车刀几何角度:测量法剖面系车刀几何角度时,主偏角、刃倾角、副偏角均与测主剖面车刀角度的原理与方法相同。
只是在测量法前角与法后角时,应旋松螺钉轴,旋转摇臂,按刃倾角正负值顺(逆)时针方向旋转刃倾角值后,固紧螺钉轴即可按法前角和法后角定义分别测出。
横剖面车刀几何角度测量方法与之相似。
(2)车刀前角与车刀刃倾角有何区别?答:车刀的前角是基面与切削时切屑流出时,刀具与切屑相接触的表面的夹角;刃倾角是在切削平面内主刀刃和基面的夹角,它影响切屑流出的方向及刀尖的强度。
生产实习教案用纸附页四、相关知识切断刀的几何角度(1)前角切断中碳钢材料时=,切断铸铁材料时= 切断时以横向进给为主,生产实习教案用纸附页均匀而影响平面度和断面对轴线的垂直度。
一般取残阳渐逝,血红冲天。
生产实习教案用纸附页半是夕阳余光,半是狰狞血雨。
是的,血,到处都是冷腥的鲜血。
整个皇宫之内,血流成河,白玉理石全被洗涮成黑红之色,到处是断壁残肢,尸横一片,到处是厮杀后的痕迹。
“为什么?”百里冰左手紧捂着胸口,瞪大着眼睛看着对面十米敌对方处,挥手点兵之人。
那是她的未婚夫,她倾尽一生所爱之人。
亦是绝杀她百里一族,将她迫入绝境之人。
她不懂,为何倾尽所有的爱,换来的是百里一族的灭顶之灾。
台下之人仍是一身儒雅白衣,清俊的脸上,就连平日里对她宠溺的笑容都没有变过。
冷逸辰就这样含笑相对,却不肯多说只字片语。
权利?利益?她虽是寒月帝国唯一的继承人,可是她早已与身为寒月帝国帝皇的外公达成协议,她与冷逸辰成婚后,冷逸辰为帝,她为后,她会做好他的贤内助,她从来不是他成功之路上的绊脚石,他为何要如此对她?冷逸辰仍是气定神闲的坐在不远处,手中的白羽扇仍旧轻摇着,完全不惧百里冰眼中的怒意,只是仿佛没有听到她的问话般,仍一派温和之笑,却坚定的吐出一个字,“杀!”百里冰怒上心头。
手中剑气如虹,眼看便要破势而出,却听到远处传来震天动地,撕心裂肺的愤然吼声,“冷逸辰,我百里一族与你不死不休!”“噗!”百里冰同一时刻,一口鲜血狂喷而出,心脏之处传来剧痛。
生产实习教案用纸附页她突的单腿倒下。
是皇帝外公的声音。
百里冰痛苦的闭上眼睛。
果然,冷逸辰在派人围杀她的同时,也对她的皇帝外公与其他族人动手了,看来百里一族今日恐怕难逃灭族之祸了。
她看着惜日对她呵护倍至的爱人,指甲恨得深入掌心,却感觉不到半丝痛意。
血阳残光,打在百里冰的脸上,映红了她的眼,也血洗了她的心。
“冷逸辰,你借我生辰之名,将我百里一族全部聚此,竟是为了灭我全族。
你可知欺我百里者,杀无赦。
切断刀和切槽刀几何角度
前角切断中碳钢у0 =200-300 切断铸铁у0 = 0-100 主后角α0=6-8
主偏角切断刀以横向进给为主k=900
副偏k/=10-1.30
副后角α0/=10-30
刀头宽度刀头不能磨的太宽,不但浪费工件材料而且会使刀具强度降低引起刀头宽度与工件直径有关,一般按经验公式计算a=(0.5-0.6)√D
a为刀头宽度,单位:毫米
D 工件直径单位;毫米
刀头长度;刀头长度L不宜过长易引振动和刀头折断,刀头长度L可按下式计L=H+(2+3)
L;刀头长度,单位:毫米
H;切入深度,切断实心工件时,切入深度等于工件的半径。
切断空心工件时,切入深度等于工件的壁厚
5、容易产生的问题和注意事项
1 被切工件的平面产生凹凸其原因是
(1)切断刀两侧的刀尖刃磨或磨损不一致造成让刀,因而使工件平面产生凹凸。
(2)窄切断刀的主刀刃与工件轴心线有较大的夹角,左侧刀尖有磨损现象进给时在侧向切削力的作用下刀头易产生偏斜,势必产生工件平面内凹。
(3)主轴轴向串动。
(4)车刀安装歪斜或副刀刃没磨直。
2 切断时产生震动
(1)主轴和轴承之间间隙过大。
(2)切断的棒料过大在离心力的作用下产生震动。
(3)切断刀远离支撑点。
(4)工件细长切断刀刃口太宽。
(5)切断是转速过高进给量过小。
(6)切断刀伸出过长。