NIMAK自动焊钳
- 格式:ppt
- 大小:18.78 MB
- 文档页数:24

最新维修二内部题库单选-2023.03.04一、单选题1.FESTO气缸属于双作用气缸, 它是通过()控制运动速度。
[单选题] *A.节流阀(正确答案)B.换向阀C.减压阀D.以上都不对2.切边机平移气缸采用()进行换向。
[单选题] *A.双压阀B.两位五通换向阀(正确答案)C.顺序阀D.以上都不对3.切边机平移气缸属于()气缸。
[单选题] *A.双作用(正确答案)B.单作用C.单双作用D.以上都不对4.切边机气缸用的是()。
[单选题] *A.相对压力(正确答案)B.绝对压力C.大气压力D.以上都不对5.切边机气缸上的节流阀的作用是()。
[单选题] *A.调节气缸的运动速度(正确答案)B.调节气缸缓冲力C.增加气缸压力D.以上都不对6.切边机气缸在整套气路系统中属于()。
[单选题] *A.动力元件B.执行元件(正确答案)C.控制元件D.以上都不对7.切边机气缸采用()法,使气缸动作灵敏,没爬行现象。
[单选题] *A.排气节流(正确答案)B.进气节流C.两端同时节流D.以上都不对8.在气路系统种,控制切边机的换向阀属于()。
[单选题] *A.控制元件(正确答案)B.动力元件C.工作介质D.执行元件9.调节切边机气缸运行速度的是()。
[单选题] *A.节流阀(正确答案)B.减压阀C.溢流阀D.顺序阀10.为了防止切边机气缸的冲击一般在气缸末端装有()。
[单选题] *A.缓冲装置(正确答案)B.加速装置C.增压装置D.减压装置11.切边机平移气缸使用的是双作用气缸,还有一种单作用气缸,它是依靠()复位。
[单选题] *A.弹簧(正确答案)B.双止回阀C.调速阀D.增压缸12.滚床行走轮内的轴承一般为()。
[单选题] *A.角接触球轴承B.深沟球轴承(正确答案)C.推力球轴承13.一般来说,中等中心距的普通V带的张紧程度是以用拇指能按下多少mm为宜()。
[单选题] *A.5?B.10?C.15?(正确答案)D.2014.互换装配法的实质就是控制零件的()来保证装配精度。
焊接设备介绍一、NIMAK公司简介NIMAK公司成立于1965年,欧洲的A级供应商,公司的主要业务电阻焊机、自动焊机、电弧焊机的开发、制造、生产。
NIMAK 公司占地总面积40000平方米,其中在建面积10000 平方米. 公司员工250人,NIMAK多次被不同的汽车制造商誉为高质量企业,并且在世界范围内所有的供应商的竞争中获得两个奖项。
世界上知名的汽车制造厂商都采用了NIMAK的焊接产品。
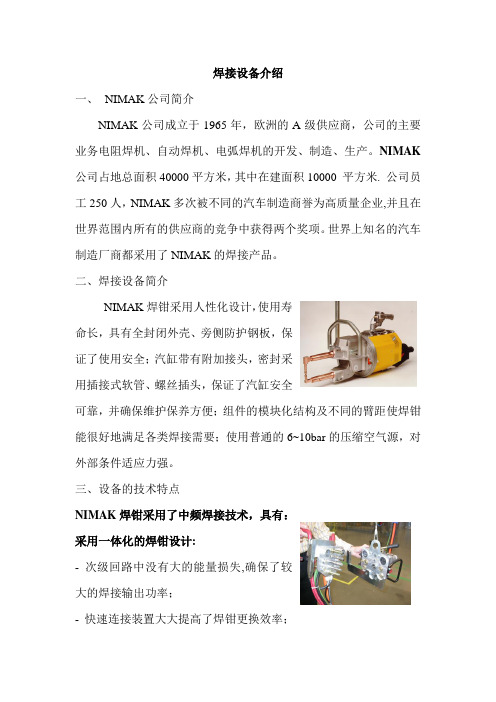
二、焊接设备简介NIMAK焊钳采用人性化设计,使用寿命长,具有全封闭外壳、旁侧防护钢板,保证了使用安全;汽缸带有附加接头,密封采用插接式软管、螺丝插头,保证了汽缸安全可靠,并确保维护保养方便;组件的模块化结构及不同的臂距使焊钳能很好地满足各类焊接需要;使用普通的6~10bar的压缩空气源,对外部条件适应力强。
三、设备的技术特点NIMAK焊钳采用了中频焊接技术,具有:采用一体化的焊钳设计:- 次级回路中没有大的能量损失,确保了较大的焊接输出功率;- 快速连接装置大大提高了焊钳更换效率;- 轻巧的变压器设计,使操作大为方便;采用IQR智能焊接技术:- 实时监测焊接回路电阻;- 智能判断焊接效果;- 自动调节焊接工艺参数;提高了经济效率:- 通过小的设备功率和对称的电网负载, 以减少连接成本.- 通过理想的功率因数实现低耗能- 通过较短的焊接时间和较小的电流负荷达到较高的电极耐用度.焊接设备优点:- 特别适合焊接铝、V A和涂层板- 可实现具有不同导热性能的材料的结合! 例如铝和钢- 由于能量快速密集地输入, 因此在工件内部几乎没有热量损失, - 对镀层表面也只造成微小的损坏(如锌镀层)- 借助次级恒定电流调节, 实现闭环控制的高质量的焊接结合- 通过快速调节焊接电流和电流微调改进焊接结果- 工件表面明显减少的电极压痕- 通过高的功率密度缩短焊接时间- 无故障的监控和记录为焊接提供了质量保证。


装配,连接5.装配,连接5.1.运输手动点焊钳运输包装有两种方式—木箱或带有托盘的纸箱。
假使焊钳分解成几部分(电源和焊接控制),这些都会单独包装。
所有的连接都会分解开。
我们建议你使用提升机或铲车搬运货物。
5.2.存放手动点焊钳须存放在清洁和封闭的房间内,温度在+5°C和+45°C之间。
如焊钳存放的时间过长(超过3个月)或其它的环境,请与尼玛克公司联系。
5.3.悬吊点焊钳是专门为汽车工业设计的。
为了便于使用,设计思想主要是如何减轻重量。
使用与焊钳重量相匹配的平衡器(附件),可在使用时感觉不到重量。
将焊钳吊在吊臂的圆孔中(1)。
图5-1:吊杆/平衡器在装焊钳时,建议在吊杆与平衡器之间安装绝缘装置!15!为了使焊钳可以在任何位置上使用,钳身上装有万向节,可以保持重心平衡。
当确定重心位置后,必须将焊钳放下,比如摆放在桌子上!在组装和调试设备时,必须注意所有的部件一定要上紧。
注意对以下螺栓的要求:z M 12 = 110 Nm z M 16 = 180 Nm z M 20 = 200 Nm图 5-2: 平衡调节杆当将平衡调节杆上的六角螺帽(1)松开, 焊钳可调整到所需要的垂直位置。
在悬吊时,调节工作一定要注意安全。
焊钳必须保证平衡器弹簧拉力调整适当。
另外, 焊钳可通过转盘(1)做 360° 旋转,用锁销(2)锁定。
2图 5-3: 转盘/锁销16!115.4. 压缩空气的连接手动点焊钳需要使用压缩空气,确保要与供气网连接。
需要的空气压力可在技术数据中找到。
根据焊接的需要,留有适当的长度。
德语"Luft" 意思是"空气" (1).5.5. 冷却水的连接手动点焊钳使用封闭的水冷却系统。
变压器、次级电路和电极臂都是经过水冷却。
两个冷却水管直接连接在焊钳上。
("Wasser-Vorlauf"(进水)和"Wasser- Rücklauf" (出水)) (1).图 5-5: 冷却水的连接图 5-4: 压缩空气的连接在更换新管时,注意不要将赃物带进气管对焊钳造成损伤。

NIMAK焊机故障报警信息及故障原因和解决处理方法01Synchronizing voltage error记述:电压同步错误原因1:电源开关断开。
(急停被置)处理方法:合上电源。
原因2:电力保险损坏。
处理方法:更换保险。
原因3:控制变压器电源单元保险损坏。
处理方法:如果可能更换电源单元或检查并更换保险。
02 Unassigned无赋值(无指派)locked03 Program记述:程序被锁原因: 启动了有病的焊接程序,或许在焊接规范中正确的数据不能呈现。
处理方法:核对确定数据下载到规范中的历史纪录,核查确定相应得体的规范数据备份,如果不是这情况,替换这规范并把正确的数据下载到焊控器中。
module′s battery is empty04 The记述:焊控器的电池用空。
(模块里没有放置电池)处理方法: 更换电池。
无赋值05 Unassigned06 No electric current setpoint value记述:没有输入电流值。
07 Emergency stop has been op e rated记述:已操作急停。
(突发情况阻止已经执行)24v 电源自动空开断开,急停线路断路。
08 Measuring circuit open记述:测量线圈开路。
原因:电流线路传感器不通。
测量线路不通。
测量传感器不通。
09 Measuring circuit sho r t circuit记述:测量线圈短路。
原因:电流传感器或它的线路短路。
11 End of electrode life记述:电极头生命结束。
原因:编程中最多点数超出或计数器点数超出。
解决方法:删除没必要的计数器。
10 Unassigned 无赋值12 Externalerror记述: 外部错误。
原因1:相关的信号源显示错误,一个低能量在多功能输入呈现。
(水流量开关)解决方法:诊断相关的错误信号源,例如:水流开关确保适量的水流量。
NIMAK公司中频凸/点焊机技术性能简介一、中频点焊1、中频点焊发展的原因(1)弧焊逆变电源的成功应用必然扩大到点焊弧焊逆变电源是70年代末期80年代初期问世的一种节能焊机,它的问世誉为焊接电源的革命。
世界各国竞争相互开发换流原件诸如:◆大功率晶体管◆功率场效应管MOSFET◆晶闸管◆可关断晶闸管GTO◆绝缘栅极晶闸管IGBT,它有:MOSFET的高输入阻抗,高开关速度20KH Z以上GTO的低饱和压降高电流密度而且IGBT已向智能化模块方向发展,已经有:内置功能-连接功率器件和控制电路接口以及过热、过流保护电路。
脉宽调幅PWM(pulse width modulation)控制线路-上/下电路信号的分配电路。
过载保护过压保护等(2)三相次级整流焊机的失败。
(3)IGBT扩大智能化模块新一代产品不断推出和快恢复整流二极管(SHOTTKY BARER DIODE)容量的增加使中频点焊的负载持续率由6%—10%—16%—现今大部分厂的20%。
注:德国BOSCH公司的EXPERT的MF焊接变压器负载持续率已达到50%,但ISO尚无统一标准。
2、中频点焊逆变器与弧焊逆变器工作状态的差别大功率弧焊电源不能突破10KA大关,而中频点焊机200KVA (NIMAK PMP-6-2/100FM)最大焊接电流达到54KA。
两者相比有以下不同点:◆点焊没有空载过程弧焊的负载由无穷大到0和到额定负载的波动所产生的过度过程对逆变器产生不利的影响。
◆点焊负载过程中的焊接电阻变化比起回路阻抗可以忽略不计,而弧焊电源波动所引起Z f变化有几百倍或上千倍的变化,而且是电抗性的负载。
◆点焊时在恒流段工作,点焊逆变器外特性曲线外拖突然截流也就是最深的负反馈频率不变,逆变器工作最稳定。
3、中频点焊机本质上包括三大部分:一个三相整流器,一个绝缘栅极晶闸管组成的桥式逆变器通过中频焊接变压器将高压信号降至适合点焊的低压,再全波整流在二次侧产生焊接电流。