8种电化学水处理方法
- 格式:docx
- 大小:31.82 KB
- 文档页数:14
《电化学水处理技术的研究及应用进展》篇一一、引言随着工业化的快速发展,水资源的污染问题日益严重,传统的水处理方法已经难以满足日益增长的处理需求。
电化学水处理技术作为一种新型的水处理技术,以其独特的优势逐渐受到广泛关注。
本文将详细介绍电化学水处理技术的研究现状、应用进展以及未来发展趋势。
二、电化学水处理技术概述电化学水处理技术是一种利用电化学反应来处理水体的技术。
它主要通过在特定的电场作用下,使水体中的离子发生电解、氧化还原等反应,从而达到去除污染物、消毒杀菌等目的。
电化学水处理技术具有能耗低、处理效率高、环境友好等优点。
三、电化学水处理技术研究进展1. 电解氧化技术:电解氧化技术是电化学水处理技术中的一种重要方法。
通过电解过程,使水体中的有机物在阳极发生氧化反应,达到去除有机物、降低污染的目的。
近年来,研究人员对电解氧化技术的反应机理、影响因素等进行了深入研究,提高了电解效率和处理效果。
2. 电解还原技术:电解还原技术是利用阴极的还原作用去除水体中的重金属离子、硝酸盐等污染物。
研究人员通过优化电极材料、调整电流密度等手段,提高了电解还原技术的处理效果和效率。
3. 电吸附技术:电吸附技术是一种利用电场作用将水体中的离子吸附到电极表面的方法。
近年来,研究人员对电吸附技术的吸附机理、影响因素等进行了深入研究,为电吸附技术的应用提供了理论依据。
四、电化学水处理技术应用进展1. 工业废水处理:电化学水处理技术在工业废水处理中具有广泛应用。
例如,利用电解氧化技术去除有机物、降低COD(化学需氧量);利用电解还原技术去除重金属离子等。
通过电化学水处理技术,可以有效降低工业废水的污染程度,提高废水的可回收利用率。
2. 饮用水处理:电化学水处理技术在饮用水处理中也有重要应用。
例如,利用电吸附技术去除水中的重金属离子、有机物等污染物;利用电解过程产生次氯酸等消毒剂,对水进行消毒杀菌。
通过电化学水处理技术,可以有效保障饮用水的安全性和卫生性。
电厂化学水处理电厂是能源产业的重要组成部分,其运行离不开大量的水资源。
在电厂中,水被用于供应锅炉、冷却塔和污水处理等多个环节,起着关键的作用。
然而,水中的杂质和污染物会对电厂的正常运行产生很大的影响。
因此,化学水处理成为电厂必须进行的重要工作之一。
化学水处理是指通过添加化学药品来改善水的质量,使其符合电厂运行的要求。
常见的化学水处理方法主要包括软化处理、除氧处理、除碱处理和阻垢处理等。
下面将对这些处理方法进行详细介绍。
软化处理是一种常见的化学水处理方法,其主要目的是去除水中的硬度。
水中的硬度主要由钙和镁离子组成,其含量过高会导致锅炉水垢和设备腐蚀等问题。
软化处理通常通过添加磷酸盐、聚合物或有机化合物等来实现。
这些化学药品能与钙镁离子结合,使其变成不易形成水垢的容易溶解的物质。
除氧处理是指去除水中的氧气,以防止氧腐蚀的发生。
氧腐蚀是指氧气与金属结构发生电化学反应,造成设备腐蚀的过程。
为了避免氧气对设备的破坏,通常会在水中添加化学药剂,如硫酸亚铁、亚硫酸钠等。
这些药剂能与氧气反应生成可溶于水的物质,有效地降低氧气的浓度。
除碱处理是指去除水中的碱度,以防止设备锅炉管道等部件产生水垢。
碱度主要由碳酸盐、氢氧化物和碱金属离子等组成,过高的碱度会导致设备结垢、结焦等问题。
除碱处理通常通过添加酸类化合物如盐酸、硫酸等来实现。
这些化合物能与碱度物质反应生成易溶于水的物质,从而减少水垢的生成。
阻垢处理是指通过在水中添加化学剂来阻止水垢的生成。
水中存在的硬度物质、铁、锰等杂质容易形成水垢,对设备的正常运行产生不利影响。
阻垢处理通常通过添加阻垢剂来实现。
阻垢剂能与硬度物质、铁、锰等杂质结合,形成可溶于水的物质,从而减少水垢的形成。
总之,化学水处理是电厂运行中不可或缺的环节。
它能改善水质,防止设备腐蚀和结垢等问题的发生,提高电厂的生产效率和设备的使用寿命。
随着科技的进步,不断有新的化学药品和处理方法被开发出来,使水处理工作更加高效、环保。
电化学水处理技术作者:荣福林来源:《世界家苑·学术》2018年第04期摘要:目前世界各国对工业废水的处理研究甚多,其中电化学法设备占地面积小,操作灵活,排污量小,不仅可以处理无机污染物,也可以处理有机污染物,甚至连一些无法生物降解的有毒有机物与某些含重金属污水都可用此方法进行处理;再加上风力、核电等新兴发电技术的大力发展和推广应用带来的电能成本降低,使得电化学方法在治理废水方面具有更大的优势。
关键词:电化学法;水处理;技术1电化学法的分类电化学水处理技术的基本原理是使污染物在电极上发生直接电化学反应或间接电化学转化,即直接电解和间接电解。
1)直接电解直接电解是指污染物在电极上直接被氧化或还原而从废水中去除。
直接电解可分为阳极过程和阴极过程。
阳极过程就是污染物在阳极表面氧化而转化成毒性较小的物质或易生物降解的物质,甚至发生有机物无机化,从而达到削减、去除污染物的目的。
阴极过程就是污染物在阴极表面还原而得以去除,主要用于卤代烃的还原脱卤和重金属的回收。
2)间接电解间接电解是指利用电化学产生的氧化还原物质作为反应剂或催化剂,使污染物转化成毒性更小的物质。
间接电解分为可逆过程和不可逆过程。
可逆过程(媒介电化学氧化)是指氧化还原物在电解过程中可电化学再生和循环使用。
不可逆过程是指利用不可逆电化学反应产生的物质,如具有强氧化性的氯酸盐、次氯酸盐、H2O2和O3等氧化有机物的过程。
[1]电化学法处理废水的工艺有很多种,其中以微电解技术、电催化技术应用的最为广泛,这里简单介绍一下微电解技术和电催化技术的原理及应用。
2微电解技术原理:微电解技术是目前处理高浓度有机废水的一种理想工艺,该工艺用于高盐、难降解、高色度废水的处理不但能大幅度地降低COD和色度,还可大大提高废水的可生化性。
微电解法,又称内电解法、铁还原法、铁碳法、零价铁法等。
该方法处理废水的原理是:利用铁屑中的铁合碳组分构成微小原电池的正极和负极,以充入的废水为电解质溶液,发生氧化-还原反应,形成原电池。
电化学消毒法处理污水1 引言消毒是水处理工艺流程中的一个重要处理单元,常见的消毒方法有氯消毒、臭氧消毒、紫外线消毒等.但氯消毒过程中会产生三氯甲烷、卤乙酸等消毒副产物,而臭氧消毒、紫外线消毒则因成本高、维护费用和能量损耗大而使应用受到限制.20世纪50年代,电化学法开始被研究用于水的消毒,该方法具有环境友好、安全、效率高、处理费用低等优点,因此,受到越来越多的关注.电化学消毒体系中,微生物的灭活机理包括电场的直接作用、电化学过程产生自由氯组分的作用和活性基团的作用.目前对电化学消毒影响因素的研究较多,除了电极材料和电化学反应器形式外,反应的操作条件,如电流密度、pH值、电解质组成等也是不容忽视的因素.电化学消毒能够有效杀灭水中的大肠杆菌、MS2噬菌体、隐性孢子虫等,但其对水中某些高风险微生物,如抗生素抗性菌的灭活研究则较少.因此,本研究通过对模式大肠杆菌的灭活试验,优化电化学消毒系统的参数和操作条件,在此基础上进一步考察电化学消毒法对四环素抗性大肠杆菌的灭活效果及其抗性变化,从而为电化学消毒方法的评价提供支持.2 材料与方法2.1 水样与抗生素储备液配制试验所用模式菌株分别为大肠杆菌(E.coli CGMCC 1.3373)和四环素抗性菌(E.coli CGMCC 1.1595),购于中国科学院菌种保藏中心.用营养肉汤液体培养基(蛋白胨10 g · L-1,牛肉浸出粉3 g · L-1,氯化钠5 g · L-1)在37 ℃、160 r · min-1下培养16~24 h,10000 r · min-1离心10 min后,将菌体再悬浮于含0.05% NaCl的去离子水中,使水样中模式菌浓度约为106 CFU · mL-1.配制浓度为800 mg · L-1的青霉素、氯霉素和四环素储备液,并进行过膜除菌,具体配制方法见表 1. 将抗生素储备液避光保存于-20 ℃冰箱内,保存时间不超过1周.表1 抗生素储备液的配制浓度及方法2.2 电化学消毒装置本研究构建了4套电化学消毒小试装置,每套装置均由消毒槽、直流稳压电源、电极板组成.消毒槽为长方体,有机玻璃材质,消毒槽内部左右两侧分别固定有阴极和阳极电极板.4套装置电极板面积均为50 mm×50 mm,极板间距分别为30、50、70、90 mm.阴极采用不锈钢板,阳极分别采用钌铱涂层、铅涂层和铱钽涂层的钛电极板.系统采用直流稳压电源(深圳兆信电子仪器设备厂,RXN-605D),电压范围0~55 V,电流0~3 A.2.3 消毒试验条件为探究装置参数对消毒效果的影响,在连续流条件下,分别改变阳极极板材料和极板间距,在相同消毒条件下考察电化学装置对大肠杆菌CGMCC 1.3373的灭活效果.一般采用对数去除率,即消毒后微生物存活率倒数的对数值(以10为底)表示灭活效果,如对数去除率2对应的灭活率为99%.在确定最佳装置参数后,进一步考察pH、水温和NaCl浓度等水质条件对大肠杆菌CGMCC 1.3373电化学消毒特性的影响.最后,考察电化学装置对四环素抗性菌CGMCC 1.1595的灭活效果及对其抗性的影响.具体试验条件如表 2所示.表2 电化学消毒试验条件2.4 分析方法水样中的大肠杆菌和四环素抗性菌浓度采用平板培养法测定.用磷酸缓冲盐溶液(Phosphate Buffered Saline,PBS)以10倍梯度稀释水样,取1 mL不同倍数的稀释液加入培养皿(Φ90 mm)中,加入10 mL营养琼脂培养基(蛋白胨10 g · L-1,牛肉膏粉3 g · L-1,氯化钠5 g · L-1,琼脂15 g · L-1),摇匀凝固后,倒置放于37 ℃培养箱内培养24 h,计所有菌落数,用单位体积水样的菌落形成单位(CFU · mL-1)表示细菌浓度.每次测定设2个平行样.为了表征四环素抗性菌的抗性变化,用含一定浓度抗生素(青霉素、氯霉素和四环素的浓度分别为16、32、16 mg · L-1)的营养琼脂培养基测定四环素抗性菌浓度,用所得结果与普通培养基测定结果之比(N抗性培养基/N普通培养基)表示四环素抗性菌抗性.该比值越高,表示抗性越强.3 结果与讨论3.1 不同装置参数对消毒效果的影响3种不同阳极电极板对普通大肠杆菌的电化学灭活效果如图 1所示,在实验过程中调整电极板之间的电压和电流,保证在相同的电功率下进行消毒.由图 1可以看出,钌铱涂层钛电极板的效果明显好于铅涂层和铱钽涂层钛电极板,因此,在后续的试验中采用钌铱涂层钛电极板作为反应器的极板.电化学消毒机理包括电场直接作用灭菌、电解产生自由氯灭菌和电解产生羟基自由基等强氧化性物质灭菌等.研究发现,电解产氯对消毒效果的贡献较大.为了探究不同阳极板消毒效果的差异,进一步测定不同电极板在消毒20 s时产生的余氯量,结果如图 2所示.由图 2可知,钌铱涂层钛电极板在消毒20 s后产生的余氯明显高于铅涂层和铱钽涂层钛电极板,该结果表明钌铱涂层钛电极板产氯效率高是其消毒效果好的重要原因.图1 阳极电极板材料对大肠杆菌灭活效果的影响图2 不同阳极电极板材料产生余氯对比进一步考察不同电极板间距对电化学消毒效果的影响,结果如图 3所示.由图 3a可知,在流量相同且电功率相同的条件下,极板间距为50 mm时,电化学消毒效果最好.由图 3b可知,在停留时间相同,即流速相同的条件下,极板间距30 mm与间距50 mm的装置消毒效果类似,而极板间距为50 mm装置在相同时间内处理水量是间距为30 mm装置的1.7倍.综上可知,极板间距为50 mm的装置消毒效果最好.图3 电极板间距对普通大肠杆菌对数去除率的影响(a.不同流量下的电化学灭活效果;b.不同停留时间下的电化学灭活效果)3.2 水质条件对消毒效果的影响在其他影响因素相同的条件下,分别改变pH、温度、NaCl浓度等水质条件,考察以上因素对电化学消毒效果的影响,结果如图 4所示.图4 pH(a)、温度(b)和NaCl浓度(c)对大肠杆菌灭活效果的影响从图 4a可以看出,随着pH值的增加(5.0~7.0),电化学法对大肠杆菌的灭活效果随之降低,灭活率下降,表明在酸性条件下电化学消毒的效果较好.这可能是因为在酸性条件下,电化学法产生的氯气能有效溶解在水中,形成杀菌效果较好的HClO.而在碱性条件下,会形成较多的ClO-,杀菌效果较差.从图 4b可以看出,随着温度的升高(10~30 ℃),电化学法对大肠杆菌的消毒效果显著增强.这可能是由于温度升高,电化学反应速度加快,相同时间内氯气等活性消毒成分产量增加的缘故.从图 4c可以看出,电化学消毒系统对大肠杆菌的对数去除率随NaCl浓度升高而增加.当NaCl浓度为0.01%时,消毒15 s时对数去除率仅有1.7,而当NaCl浓度上升至0.05%和0.10%时,消毒15 s时大肠杆菌的对数去除率分别增大到5.2和6.5.这是因为水中NaCl浓度越高,单位时间内电化学作用产生的氯气越多,对微生物的杀灭作用也越强.与氯消毒相比,电化学消毒体系产生的电场直接作用能导致细菌细胞膜分解或发生电穿孔现象,从而使自由氯进入细胞内部的能力大大提升,可能使得在相同氯剂量下的电化学消毒效果要好于氯消毒.具体参见污水宝商城资料或更多相关技术文档。

科技成果——电化学法循环冷却水处理技术适用范围节水及水资源循环回用成果简介电化学设备主要原理可分为为电解氧化反应、电解还原反应、酸碱中和、离子平衡及极性水分子反应。
电解槽的阴极区内的水会形成一个碱性环境(pH>9.5)。
在强碱性环境中,在这种离子溶液中,Ca2+(aq)\Mg2+(aq)就会形成氢氧化钙Ca(OH)2↓(垢)、碳酸钙:CaCO3↓(垢)、氢氧化镁Mg(OH)2↓(垢);并吸附在阴极上或掉落在反应室底部。
当水垢在阴极上析出到一定厚度时,自动刮垢套件可将吸附在阴极上的水垢刮下来,沉落在电解槽底部。
定时打开排污阀,将存留在电解槽底部的污垢排出到水垢沉淀池。
定期将水垢沉淀池中的上清液排回到系统,下部的固态物人工捞出并收集到水垢存放箱,每年集中无害化处理。
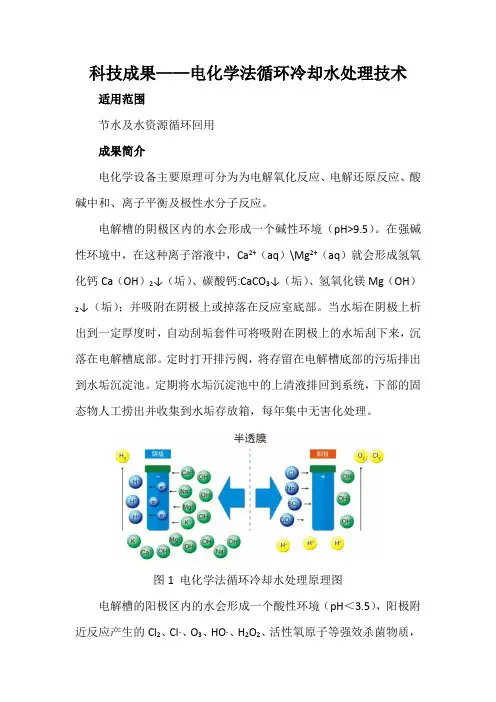
图1 电化学法循环冷却水处理原理图电解槽的阳极区内的水会形成一个酸性环境(pH<3.5),阳极附近反应产生的Cl2、Cl·、O3、HO·、H2O2、活性氧原子等强效杀菌物质,尤其是水和氯气结合后产生大量的次氯酸,可迅速杀灭水中的菌藻(包括军团菌),并有效控制微生物生长。
◆阴极附近的反应:2H2O(l)+2e¯→H2(g)+2OH¯(aq)CO2(g)+OH¯(aq)→HCO3¯(aq)HCO3¯(aq)+OH¯(aq)→CO32-(aq)+H20(l)CO32-(aq)+Ca2+(aq)→CaCO3↓(垢)2OH¯(aq)+Ca2+(aq)→Ca(OH)2↓(垢)2OH¯(aq)+Mg2+(aq)→Mg(OH)2↓(垢)◆阳极的反应:4OH¯(aq)→O2(g)+2H20(l)+4e-2Cl¯(aq)→Cl2(g)+2e¯O2(g)+2OH¯(aq)–2e¯→O3(g)+H2O(l)OH¯(aq)–e¯→HO·(aq)2H2O(l)–2e¯→H2O2(l)+2H+(aq)H2O(l)–2e¯→O(aq)+2H+(aq)工艺流程将电解水处理器连接到主循环冷却水系统,待处理水经水泵加压后通过过滤器并引入布水箱,完成布水后流入电解水处理器,电解过程中在阳极区域发生氧化反应,产生大量的强氧化性和酸性物质并储存在酸性储水箱,在酸性水泵定时启动下冲击式进入循环水,对整个循环系统进行除垢和杀菌灭藻。
8种电化学水处理方法电化学水处理 -世间万物,都是有一利就有一弊。
社会的进步和人们生活水平的提高,也不可避免地对环境产生污染。
废水就是其中之一。
随着石化、印染、造纸、农药、医药卫生、冶金、食品等行业的迅速发展,世界各国的废水排放总量急剧增加,且由于废水中含有较多的高浓度、高毒性、高盐度、高色度的成分,使其难以降解和处理,往往会造成非常严重的水环境污染。
为了处理每天大量排出的工业废水,人们也是蛮拼的。
物、化、生齐用,力、声、光、电、磁结合。
今天笔者为您总结用“电”来处理废水的电化学水处理技术。
电化学水处理技术,是指在电极或外加电场的作用下,在特定的电化学反应器内,通过一定的化学反应、电化学过程或物理过程,对废水中的污染物进行降解的过程。
电化学系统设备相对简单,占地面积小,操作维护费用较低,能有效避免二次污染,而且反应可控程度高,便于实现工业自动化,被称为“环境友好”技术。
电化学水处理的发展历程1799年Valta制成Cu-Zn原电池,这是世界上第一个将化学能转化为电能的化学电源。
1833年建立电流和化学反应关系的法拉第定律。
19世纪70年代Helmholtz提出双电层概念。
任何两个不同的物相接触都会在两相间产生电势,这是因电荷分离引起的。
两相各有过剩的电荷,电量相等,正负号相反,相互吸引,形成双电层。
1887年Arrhenius提出电离学说。
1889年Nernst提出电极电位与电极反应组分浓度关系的能斯特方程。
1903年Morse和Pierce把两根电极分别置于透析袋内部和外部溶液中,发现带电杂质能迅速地从凝胶中除去。
提出Tafel 公式,揭示电流密度和氢过电位之间的关系。
1906年Dietrich取得一个电絮凝技术的专利,专门有人和公司对电絮凝过程进行改进和修正。
1909年Harries(美国)取得电解法处理废水的专利,它是利用自由离子的作用和铝作为阳极。
1950年Juda首次试制成功了具有高选择性的离子交换膜,这促使电渗析技术进入了实用阶段,奠定了电渗析的实用化基础。
污水处理电化学处理技术高级氧化技术一般针对难降解有机废水,如医药、化工、染料工业废水以及含有难处理的有毒物质物质等。
第一节电化学处理技术一、基本原理与特点1. 原理电化学氧化法主要用于有毒难生物降解有机废水的处理,电化学水处理技术的基本原理是使污染物在电极上发生直接电化学反应或间接电化学而得到转化,从而达到削减和去除污染物的目的。
根据不同的氧化作用机理,可分为直接电解和间接电解。
1 ) 直接电解直接电解是指污染物在电极上直接被氧化或还原而从废水中去除今直接电解可分为阳极过程和阴极过程。
阳极过程就是污染物在阳极表面氧化而转化成毒性较小的物质或易生物降解的物质,甚至发生有机物无机化,从而达到削减、去除污染物的目的。
阴极过程就是污染物在阴极表面还原而得以去除,阴极过程主要用于卤代经的还原脱卤和重金属的回收,如卤代有机物的卤素通过阴极还原发生脱卤反应,从而可以提高有机物的可生化性。
直接电解过程伴随着氧气析出,氧的生成使氧化降解有机物的电流效率降低,能秏升高,因此,阳极材料对电解的影响很大。
2 ) 间接电解间接电解是指利用电化学产生的氧化还原物质作为反应剂或催化剂,使污染物转化成毒性小的物质。
间接电解分为可逆过程和不可逆过程。
可逆过程(媒介电化学氧化)是指氧化还原物在电解过程中可电化学再生和循环使用。
不可逆过程是指利用不可逆电化学反应产生的物质,如具有强氧化性的氯酸盐、次氯酸盐、H202和O2等氧化有机物的过程,还可以利用电化学反应产生强氧化性的中间体,包括溶剂化电子、•HO、•H02/02 等自由基。
2. 电化学水处理技术的特点1) 电化学方法既可以单独使用,又可以与其他处理方法结合使用,如作为前处理方法,可以提高废水的生物降解性;2) 一般电化学处理工艺只能针对特定的废水,处理规模小,且处理效率不高;3)有的电化学水处理工艺需消耗电能,运行成本大。
二、电化学反应器与电极电化学反应器按反应器的工作方式分类可分为:间歇式、置换流式和连续搅拌箱式电化学反应器。
电化学技术在环保领域的应用电化学技术是近年来环保领域中备受关注的一种技术。
它利用电化学原理,在水、废水、大气等环境中进行化学反应,从而实现环境的净化和污染物的去除。
本文将对电化学技术在环保领域的应用进行探讨,为读者展示该技术所带来的环保效益。
1. 电化学催化氧化技术电化学催化氧化技术是电化学技术在环境净化方面的主要应用之一。
它利用电化学原理催化氧化污染物,将其转化为无害物质。
通常,该技术需要使用电极和电解液来实现对污染物的处理。
电极上的阳极和阴极会产生氧化还原反应,从而达到催化氧化的效果。
该技术不仅可以处理水中的污染物,还可以处理空气中的有害气体。
2. 电化学萃取技术电化学萃取技术主要是在环境监测和污染物采样方面进行应用的。
该技术是通过电化学原理来实现对样品中目标化合物的选择性萃取。
通常, 它需要使用特制电极和对应的电解液来实现样品的萃取。
该技术可以快速、高效地提取样品中的目标分子,避免了传统的化学分析方法需要使用大量有机溶剂的情况。
3. 电化学生物传感技术电化学生物传感技术主要是以电化学传感器为核心进行的。
该技术利用电化学传感器来感受有机物、重金属或其他有害物质的存在,并能定量检测其浓度。
该技术的优点是可以在线监测、高灵敏度、响应速度快和操作简便,而且用很少的试剂就可以检测大量的物质,减少了环保检测的成本。
4. 电化学储能技术电化学储能技术是电化学技术在能源领域的应用,它可通过储能装置将电能转化为化学能,并在需要时将化学能转化为电能。
该技术可大大提高电力系统的灵活性,支持可再生能源的接入。
目前,电化学储能技术已成为清洁能源未来发展的重要方向之一,可在市场中实现清洁能源的长期竞争力。
5. 电化学脱硝技术电化学脱硝技术是在燃煤、燃油等化石能源燃烧产生的废气处理中的一种技术。
该技术采用电化学原理从废气中去除氮氧化物(NOx),并将其转化为氮气。
与其他传统脱硝技术相比,其减排效果更为显著,能够满足国家环保标准。
化学在水处理中的应用电化学电化学在水处理中的应用一、引言水是生命之源,但现如今水污染已成为全球面临的严重问题之一。
为了保护水资源和人类健康,水处理技术越来越受到重视。
其中,电化学技术作为一种高效、环保的水处理方法,逐渐受到广泛关注和应用。
本文将重点介绍电化学在水处理中的应用。
二、电化学基础电化学是研究电能与化学能之间相互转化关系的学科。
在水处理中,电化学技术主要利用电解过程中的氧化还原反应,通过外加电压的作用,使污染物发生氧化或还原,以达到去除有害物质的目的。
三、电化学在水处理中的应用1. 电解消毒电解消毒是一种利用电化学原理杀灭水中有害微生物的方法。
通过电解池中的电极产生的电流,产生次氯酸根离子和氯气等具有杀菌作用的物质,实现对水中病原微生物的消毒。
与传统的消毒方法相比,电解消毒无需添加化学消毒剂,避免了二次污染,且能够快速高效地杀菌,广泛应用于饮用水和游泳池等领域。
2. 电化学氧化电化学氧化是利用电流在阳极产生的氧化剂对水中有机物进行氧化降解的过程。
通过调控电流密度和反应时间等参数,可以有效地降解有机物污染物,如重金属、农药和有机染料等。
与传统的氧化方法相比,电化学氧化不需要添加大量化学药剂,降低了处理成本,且产生的氧化产物易于处理和回收。
3. 电化学沉淀电化学沉淀是一种利用电流在阳极产生的金属离子与水中的杂质离子结合形成沉淀的过程。
通过调整电流密度和pH值等条件,可以有效地去除水中的重金属离子、磷酸盐和氟化物等。
电化学沉淀具有高效、低能耗和易操作的优点,广泛应用于工业废水处理和饮用水处理等领域。
4. 电化学离子交换电化学离子交换是利用电化学原理将阳极上的金属离子与水中的离子进行交换的过程。
通过调控电流密度和电解时间等参数,可以实现对水中的阴离子和阳离子的选择性去除。
电化学离子交换技术不仅能够高效去除水中的硝酸盐、硫酸盐和氯化物等离子,还能够回收金属离子,实现资源的再利用。
四、电化学技术的优势和挑战电化学技术在水处理中具有许多优势,如高效、环保、无二次污染、操作简单等。
电化学水处理技术原理
电化学水处理技术是一种利用电化学方法对水进行处理的技术。
其原理是利用电解过程中产生的氧化还原反应和电化学反应,通过电极、电解质和电流等控制手段来实现水中杂质的去除、水质的改善等目的。
电化学水处理技术可以分为阳极氧化、阴极还原、电沉积、电吸附、电解消毒等几种类型。
其中,阳极氧化是指将电流引入水中,使得水中的有机物、无机物等发生氧化反应,从而去除水中的污染物。
阴极还原则是利用电流还原剂还原水中的污染物,从而去除水中的有害物质。
电沉积技术则是通过电流的作用,将水中杂质聚集在电极上,并利用电解质的作用使其形成沉淀,从而实现水中杂质的去除。
电吸附技术则是利用电极上的特殊吸附层,吸附水中的杂质,从而改善水质。
电解消毒技术则是利用电流的作用,使得水中的细菌、病毒等微生物遭到破坏,从而实现消毒的目的。
总之,电化学水处理技术是一种高效、环保的水处理方法,它可以广泛应用于饮用水、废水处理、海水淡化等领域,具有广阔的应用前景和巨大的经济效益。
- 1 -。
电化学水处理技术的应用及效果评估一、引言近年来,随着工业和城市建设的迅速发展,水资源短缺、水污染等问题越来越严重,给人民生产和生活带来了很大的困扰。
其中,电化学水处理技术越来越受到人们的重视,并得到了广泛的应用。
二、电化学水处理技术的概述电化学水处理技术是指利用电化学原理将电能转化为化学能和电化学能,使水中的污染物发生氧化、还原、析出等反应来净化水的方法。
按其作用原理分为离子交换、电渗析、电吸附、电解、电膜等多种类型。
(一)离子交换离子交换是指利用具有亲合性的树脂或其他吸附剂将水中的离子吸附,并释放出相应的离子。
当水中有害物质与树脂表面上的离子发生吸附反应时,原先吸附在树脂上的交换阴、阳离子被释放出来,而树脂表面吸附的有害物则被替代吸附,从而达到净化水的效果。
(二)电渗析电渗析是指利用离子在均匀电场中的迁移来对水进行电化学分离的过程。
具体来说,电场使得离子在基质液中发生向阴、阳极方向的迁移,电荷对应的正离子向阴离子迁移,而负离子则向阳离子迁移以达到离子平衡。
当有害离子不能通过离子交换互换树脂吸附出来时,可以采用电渗析技术对水进行净化。
(三)电吸附电吸附是指利用电场使具有催化性能的材料产生表面上的正、负电荷,从而对水中的离子进行吸附分离。
通过引入正、负电极,使得水中的正、负离子向电极迁移,被电极表面上的对应电荷吸附,从而达到净化水的目的。
(四)电解电解是指利用电能将水中的分子分解为正、负离子,然后以正、负电极吸附分离,去除水中的杂质。
在电解过程中,正离子向阴电极迁移,在电极表面接受电子,还原成原子或低价离子,从而净化水的效果。
(五)电膜电膜是指利用电场引起离子迁移,从而膜上组成的离子产生电动势,在膜上产生差异进而完成对离子、分子的分离。
电膜技术可以净化含油废水、富营养化水体、半导体工业废水和电镀工业废水等。
三、电化学水处理技术的优缺点(一)优点:1.处理效果好:电化学水处理技术能够对水中主要成分进行有效处理,去除水中的有害物质。
电化学软化是一种利用电解原理的水处理方法,通过向水中通入一定电流密度的电流,使水中的阳离子、阴离子和中性溶解物质发生电化学反应,从而改变水的化学性质,降低水的硬度。
电化学软化广泛应用于工业废水处理、饮用水处理和锅炉给水软化等领域。
一、电化学软化的原理电化学软化的主要原理是通过电解原理,在电场作用下,使溶液中的阳离子和阴离子发生电化学反应,从而产生沉淀物或气体,使水中的固体物质被去除,达到软化水的目的。
通过控制电流密度和电解时间,可以实现对水中离子的选择性去除,从而达到软化水的效果。
二、极化氧化极化氧化是一种利用电场作用将水中的有机物和无机物氧化分解的方法。
在极化氧化过程中,通过外加电流或电场作用下,水中的有机物和无机物发生氧化反应,生成二氧化碳、水和其他无害的产物,从而实现水的净化和去除有害物质的目的。
三、超滤超滤是一种利用超滤膜对水中的悬浮物、胶体物质和高分子有机物进行分离和去除的方法。
通过超滤膜的孔径大小和纤维材料的性能,可以实现对水中不同分子大小和性质的物质进行选择性的分离和去除,达到水的净化和提纯的目的。
四、反渗透反渗透是一种利用半透膜对水进行过滤的方法。
在反渗透系统中,通过将水压作用在半透膜上,使水分子从高浓度侧通过半透膜进入低浓度侧,同时将水中的离子、有机物和微生物截留在高浓度侧,从而实现对水的去除离子、细菌和有机物的目的。
五、电解吸附电解吸附是一种利用电场作用将水中的离子、有机物和无机物吸附在电极表面的方法。
在电解吸附过程中,通过电解电极在水中产生的正负电荷和电场作用,使水中的离子和有机物被吸附在电极表面,从而实现水的净化和去除有害物质的目的。
电化学软化、极化氧化、超滤、反渗透和电解吸附是五种常见的水处理方法,它们分别利用电解原理、电场作用、半透膜和电极表面吸附等原理,实现对水中不同物质的选择性去除和分离,达到水的净化和提纯的目的。
在实际的水处理过程中,可以根据水的不同污染程度和水质要求选择合适的水处理方法,并进行组合使用,以达到更好的水处理效果和产出清洁水资源的目的。
电化学水处理技术作者:荣福林介绍随着科学技术的迅速发展,工业污染和生态破坏以前所未有的速度显现出来,逐渐的影响着人类的生活,于是人类开始意识到应该保护环境、拯救人类赖以生存的地球,实现可持续发展已成为人类共同的选择。
目前世界各国对工业废水的处理研究甚多,其中电化学法设备占地面积小,操作灵活,排污量小,不仅可以处理无机污染物,也可以处理有机污染物,甚至连一些无法生物降解的有毒有机物与某些含重金属污水都可用此方法进行处理; 再加上风力、核电等新兴发电技术的大力发展和推广应用带来的电能成本降低,使得电化学方法在治理废水方面具有更大的优势。
由于水平有限,文中有不当之处,恳请各位同仁指正。
1电化学法的分类电化学水处理技术的基本原理是使污染物在电极上发生直接电化学反应或间接电化学转化,即直接电解和间接电解。
1)直接电解直接电解是指污染物在电极上直接被氧化或还原而从废水中去除。
直接电解可分为阳极过程和阴极过程。
阳极过程就是污染物在阳极表面氧化而转化成毒性较小的物质或易生物降解的物质,甚至发生有机物无机化,从而达到削减、去除污染物的目的。
阴极过程就是污染物在阴极表面还原而得以去除,主要用于卤代烃的还原脱卤和重金属的回收。
2)间接电解间接电解是指利用电化学产生的氧化还原物质作为反应剂或催化剂,使污染物转化成毒性更小的物质。
间接电解分为可逆过程和不可逆过程。
可逆过程(媒介电化学氧化)是指氧化还原物在电解过程中可电化学再生和循环使用。
不可逆过程是指利用不可逆电化学反应产生的物质,如具有强氧化性的氯酸盐、次氯酸盐、H2O2和O3等氧化有机物的过程。
[1]电化学法处理废水的工艺有很多种,其中以微电解技术、电催化技术应用的最为广泛,这里简单介绍一下微电解技术和电催化技术的原理及应用。
2微电解技术原理:微电解技术是目前处理高浓度有机废水的一种理想工艺,该工艺用于高盐、难降解、高色度废水的处理不但能大幅度地降低COD和色度,还可大大提高废水的可生化性。
8种电化学水处理方法电化学水处理-世间万物,都是有一利就有一弊。
社会的进步和人们生活水平的提高,也不可避免地对环境产生污染。
废水就是其中之一。
随着石化、印染、造纸、农药、医药卫生、冶金、食品等行业的迅速发展,世界各国的废水排放总量急剧增加,且由于废水中含有较多的高浓度、高毒性、高盐度、高色度的成分,使其难以降解和处理,往往会造成非常严重的水环境污染。
为了处理每天大量排出的工业废水,人们也是蛮拼的。
物、化、生齐用,力、声、光、电、磁结合。
今天笔者为您总结用电’ 来处理废水的电化学水处理技术。
电化学水处理技术,是指在电极或外加电场的作用下,在特定的电化学反应器内,通过一定的化学反应、电化学过程或物理过程,对废水中的污染物进行降解的过程。
电化学系统设备相对简单,占地面积小,操作维护费用较低,能有效避免二次污染,而且反应可控程度高,便于实现工业自动化,被称为环境友好’ 技术。
电化学水处理的发展历程1799 年Valta制成Cu-Zn原电池,这是世界上第一个将化学能转化为电能的化学电源1833 年建立电流和化学反应关系的法拉第定律。
19世纪70年代Helmholtz提出双电层概念。
任何两个不同的物相接触都会在两相间产生电势,这是因电荷分离引起的。
两相各有过剩的电荷,电量相等,正负号相反,相互吸引,形成双电层。
1887 年Arrhenius提出电离学说。
1889 年Nernst提出电极电位与电极反应组分浓度关系的能斯特方程。
1903 年Morse 和Pierce 把两根电极分别置于透析袋内部和外部溶液中,发现带电杂质能迅速地从凝胶中除去。
1905年提出Tafel 公式,揭示电流密度和氢过电位之间的关系。
1906年Dietrich 取得一个电絮凝技术的专利,专门有人和公司对电絮凝过程进行改进和修正。
1909年Harries (美国)取得电解法处理废水的专利,它是利用自由离子的作用和铝作为阳极。
1950年Juda首次试制成功了具有高选择性的离子交换膜,这促使电渗析技术进入了实用阶段,奠定了电渗析的实用化基础。
电渗析首先被用于苦咸水的化,而后逐步扩大到海水淡化和制取工业纯水的应用中。
20世纪50 年代Bochris 等发展的电极过程动力学,为今后半导体电极过程特性研究和量子理论解释溶液界面电子转移过程的研究打下理论基础。
1956 年,Holden (英国)利用铁作为电极来处理河水。
20世纪60 年代初期随着电力工业的迅速发展,电解法开始引起人们的注意。
传统的电解反应器采用的是二维平板电极,这种反应器有效电极面积很小,传质问题不能很好地解决。
而在工业生产中,要求有高的电极反应速度,所以客观上需要开发新型、高效的电解反应器。
20 世纪六七十年代从俄克拉荷马大学研究去除略带碱性的水中盐分开始,Y.Oren等研究了电吸附和电解吸附技术的基础理论、参数的影响和对多种候选电极材料的评价。
1969 年Backnurst等提出流化床电极(FBE)的设计。
这种电极与平板电极不同,有一定的立体构型,比表面积是平板电极的几十倍甚至上百倍,电解液在孔道内流动,电解反应器内的传质过程得到很大的改善。
1972年Fujishima和Honda报道了在光电池中光辐射Ti02可持续发生水的氧化还原反应,标志着光催化氧化水处理时代的开始。
1973年M.Fleischmamm与F.Goodridge等研制成功了双极性固定床电极(BPBE。
内电极材料在高梯度电场的作用下复极化,形成双极粒子,分别在小颗粒两端发生氧化-还原反应,每一个颗粒都相当于一个微电解池。
由于每个微电解池的阴极和阳极距离很小,迁移就容易实现。
同时,由于整个电解槽相当于无数个微电解池串联组成,因此效率大大提高。
20 世纪七十年代前苏联科研人员将铁屑用于印染废水的处理,从此微电解法开始应用到废水治理中。
1976年Asovov等人(前苏联)利用电絮凝法处理石化废水。
1977年,Osipenko等人(前苏联)利用电絮凝法处理含铬废水。
20 世纪80 年代为克服传统芬顿法的缺点,提高水处理效果而发展起来的一项新技术一一电芬顿技术问世。
1983 年Weintraub等人(美国)利用电絮凝法处理含油废水。
20世纪90年代电极材料选择及电极结构设计的核心技术突破。
加利福尼亚州的劳伦斯利佛莫尔国家实验室、Mark Andelman等进行了除盐试验的中试工作,取得了较好的试验效果。
电吸附技术在国内的研究起步比较晚。
陈福明、尹广军等1999年报道了用多孔大面积电极去除水中离子的方法,并对电吸附进行了一系列的理论和实验研究。
21世纪以来2002年,Cardia (澳大利亚)取得去除放射性核素和氰化物的专利。
电絮凝技术的发展已进入一个强产业化的过程,包括解决电化学反应槽的设计、电极除污、能给、操作条件、提供最佳配套设施等关键问题。
电吸附技术模型处理和系统化应用。
Sa ng Hoon等建立了电吸附模型,研究了电吸附模块的吸附潜能,并对模块的设计参数和运行中的操作条件进行了研究。
Wegemoned等建立了一套实验室模型。
用该模型处理TDS (溶解性固体总量,TDS值越高,表示水中含有的溶解物越多)为1000mg/L的工业循环冷却水,出水TDS达至U 10mg/ L。
电化学水处理技术包括电絮凝-电气浮法、电渗析、电吸附、电芬顿、电催化高级氧化等技术,种类繁多,各自都有适用的对象和领域。
01电絮凝-电气浮法电絮凝法,实际上就是电气浮法,因为絮凝的过程也伴随着气浮的发生,因此可合称为“电絮凝-电气浮法”。
该法通过外电压作用下,产生的可溶性阳极产生阳离子体,阳离子能够对胶体污染物发生凝聚效应。
同时,阴极在电压作用下的析出大量氢气,氢气在上浮的过程中能够将絮体上浮,电凝聚法就这样通过阳极的凝聚和阴极的絮体上浮实现污染物的分离和水的净化。
以金属为溶解性阳极(一般为铝或铁),在电解时产生的AI3+或Fe3+离子生成电活性絮凝剂,来压缩胶体双电层使其脱稳,以及吸附架桥网捕作用来实现的:Al -3e T Al3 +或Fe-3e 宀Fe3 +A l3++ 3 H2O T AI(OH)3+3H+或 4 Fe2 ++O2+2H2O T 4 Fe3++ 4OH-一方面形成的电活性絮凝剂M (O H )n,被称为可溶性多核羟基配合物,作为混凝剂能快速有效地凝聚污水中的胶体悬浮物(细微油珠和机械杂质)并“架桥”联接,凝成“大块”而加速分离.另一方面胶体在AI盐或Fe盐等电解质作用下压缩双电层,因库仑效应或凝结剂的吸附作用,导致胶体凝聚而实现分离,发生电絮凝剂。
虽然电活性絮凝剂的电化学活性(寿命)仅几分钟,但对双电层电位差影响极大,即对胶体粒子或悬浮微粒的凝聚作用极强。
因而,其吸附能力与活度,比加入铝盐试剂的化学方法高得多,且用量少,成本低,不受环境、水温及生物杂质的影响,亦不会发生铝盐与水的氢氧化的副反应,因而所处理污水的酸碱度范围就较宽。
另外,阴极表面释放出的细小气泡加速了胶体的碰撞和分离过程. 阳极表面的直接电氧化作用和CI-转化成活性氯的间接电氧化作用对水中溶解性有机物和还原性无机物有很强的氧化能力,阴极释放出的新生态氢和阳极释放出的新生态氧具有较强的氧化还原能力。
因此,电化学反应器内进行的化学过程是及其复杂的。
在反应器中同时发生了电絮凝、电气浮和电氧化过程,水中的溶解性胶体和悬浮态污染物在混凝、气浮和氧化作用下均可以得到有效转化和去除。
02电沉积水处理技术利用电解液中不同金属组分的电势差,使自由态或结合态的溶解性金属在阴极析出。
电沉积水处理法根据这种原理,能够将废水中的金属离子通过这种无害的反应收回,非常绿色环保。
通过电沉积法进行污水处理的关键在于选择适宜的电势。
无论金属处于何种状态,均可根据溶液中离子活度的大小,由能斯特方程确定电势的高低,同时溶液组成、温度、超电势和电极材料等也会影响电沉积过程。
因此,电沉积法水处理设备的核心往往在于设计合理高效的新型电极结构电解槽。
这样,就能够水体中的不同污染物和不同生产状况,选择不同的电解槽进行处理。
03电化学氧化广义的电化学氧化实际上就是指电化学的整个过程,是根据氧化还原反应的原理,在电极上发生直接或者间接的电化学反应,从而将污染物从废水中减少或去除。
而狭义的电化学氧化是特指阳极过程,在电解槽中放入有机物的溶液或悬浮液,通过直流电,在阳极上夺取电子使有机物氧化或是先使低价金属氧化为高价金属离子,然后高价金属离子再使有机物氧化的方法。
通常,有机物的某些官能团具有电化学活性,通过电场的强制作用,官能团结构发生变化,从而改变了有机物的化学性质,使其毒性减弱以至消失,增强了生物可降解性。
电化学氧化分为直接氧化和间接氧化两种。
直接氧化(直接电解)是指污染物在电极上直接被氧化而从废水中去除,又可分为阳极过程和阴极过程。
阳极过程就是污染物在阳极表面氧化而转化成毒性较小的物质或易生物降解的物质,从而达到削减、去除污染物的目的。
阴极过程就是污染物在阴极表面还原而得以去除,主要用于卤代烃的还原脱卤和重金属的回收。
这一阴极过程,又可称为电化学还原,是利用不锈钢阴极或Ti基镀Pt电极授予电子,相当于还原剂将Cr6+、Hg2 +等重金属离子还原沉积出来。
高氧化态离子还原为低氧化态(六价铬变为三价铬);含氯有机物还原脱氯,转化为低毒或无毒物质,提高生物可降解性:R- Cl + H ++ e T R- H + Cl-间接氧化(间接电解)是指利用电化学产生的氧化还原物质作为反应剂或催化剂,使污染物转化成毒性更小的物质。
间接电解分为可逆过程和不可逆过程。
可逆过程(媒介电化学氧化)是指氧化还原物在电解过程中可电化学再生和循环使用。
不可逆过程是指利用不可逆电化学反应产生的物质,如具有强氧化性的Cl2、氯酸盐、次氯酸盐、H2O2和03等氧化有机物的过程,还可以利用电化学反应产生强氧化性的中间体,包括溶剂化电子、・H0、・H02 (超氧化氢自由基)、・02- (超氧阴离子自由基)等自由基,降解消除水中的氰、酚以及CO D、S2-等污染物,最终转化为无害物质。
对于阳极直接氧化而言,如反应物浓度过低会导致电化学表面反应受传质步骤限制;对于间接氧化,则不存在这种限制。
在直接或间接氧化过程中,一般都伴有析出H2或02的副反应,但通过电极材料的选择和电势控制可使副反应得到抑制。
电化学氧化法对于海洋油田废水、印染废水、高浓度的渗滤液、富含氨氮和氰的废水等有机物浓度高、组分复杂、难降解物质多、色度大的废水,取得了较好的结果。
电化学氧化技术借助具有电化学活性的阳极材料,能有效形成氧化能力极强的羟基自由基,既能使持久性有机污染物发生分解并转化为无毒性的可生化降解物质,又可将之完全矿化为二氧化碳或碳酸盐等物质。