关键过程控制表
- 格式:docx
- 大小:26.77 KB
- 文档页数:9
关键过程三定表标准一、背景介绍1.1 定义关键过程在管理学领域中,关键过程是指组织中最核心、最重要的业务流程。
这些过程对于组织的达成目标和保持竞争优势具有关键作用。
对关键过程的管理和控制是组织管理的重要组成部分。
1.2 关键过程三定关键过程三定是指确定关键过程的三个方面:关键节点、关键因素、关键指标。
通过对这三个方面的定义和确定,可以全面了解和掌控关键过程,从而确保组织的业务流程高效稳定地运行。
1.3 三定表标准的意义三定表标准是指制定关键过程三定表的标准化方法。
标准化的三定表可以帮助组织更加系统化地管理和控制关键过程,提高组织的运营效率和管理水平。
二、关键节点的确定2.1 定义关键节点是指在关键过程中影响整体效果的重要环节或阶段。
确定关键节点是为了找出影响关键过程的关键环节,以便进行重点管理和监控。
2.2 确定方法(1)流程分析:通过对关键过程的整体流程进行分析,找出影响整体效果的环节。
(2)问题追踪:根据历史数据和实际运营情况,找出经常出现问题的环节。
(3)专家评估:邀请相关领域的专家,进行关键节点的评估和确定。
2.3 标准化要求(1)明确标准:确定关键节点时,需要明确标准,以便在实际操作中进行准确定位。
(2)纳入体系:将确定的关键节点纳入关键过程管理体系,与其他管理流程相衔接。
三、关键因素的确定3.1 定义关键因素是指在关键过程中影响结果的重要因素或变量。
确定关键因素可以帮助组织理解和控制关键过程中的关键因素,为提高整体效果提供依据。
3.2 确定方法(1)数据分析:通过历史数据和统计分析,找出对关键过程结果影响较大的因素。
(2)实验验证:通过实验和验证,确定影响关键过程结果的主要因素。
(3)专家讨论:邀请相关专业领域的专家,进行关键因素的讨论和确定。
3.3 标准化要求(1)权重评估:对确定的关键因素进行权重评估,明确各因素的影响程度。
(2)变量规范:在确定关键因素时,需对因素进行规范化处理,以便进行定量分析。
GJB9001C-2017关键过程控制程序含记录表格1 目的为确保对产品形成的关键过程进行控制,制定本程序。
2 范围适用于公司军工产品所涉及的关键过程的控制。
3 定义关键过程:对形成产品质量起决定作用的过程。
一般包括形成关键、重要特性的过程;加工难度大、质量不稳定、易造成重大经济损失的过程等。
4 职责4.1产品开发组负责评估军工产品所涉及的关键过程,并对关键过程进行标识及制定关键过程明细表,编制关键过程作业指导文件;并对所涉及的关键过程进行控制。
4.2系统事业部/板卡事业部/结构事业部负责关键过程相关控制文件的组织实施。
4.3质量组负责关键过程的监视和测量及所涉及关键过程的控制。
4.4人机资源部负责组织对从事关键过程员工的培训、考核、发证工作。
5 程序5.1关键过程的确定原则5.1.1形成产品关键重要特性的过程。
5.1.2加工难度大、周期长、质量不稳定、易造成重大经济损失的过程。
5.2关键过程的确定程序5.2.1产品技术人员根据关键件(特性)、重要件(特性)明细表来确定公司关键过程,编制《关键过程明细表》,并组织相关部门对关键过程进行确认和再确认。
5.2.2属于关键、重要的采购产品,应在物料请购单中标注特性类别。
5.2.3产品技术人员负责编制的关键过程的作业指导文件,并提交体系中心受控发行。
5.2.4关键过程涉及的工艺文件应作为工艺评审的重点。
5.3关键过程的控制要求5.3.1 图样和技术文件的控制5.3.1.1关键过程所需的图样和技术文件应明确进行标识。
5.3.1.2产品开发组在编制关键过程所需的作业指导书或相关工艺文件时应明确规定控制项目、内容、方法、工艺参数、生产设备、计量器具、检测方法及应做的原始记录。
5.3.1.3 关键过程所需的图样和技术文件等的更改应严格履行审批手续。
5.3.1.4 关键过程所需的图样和技术文件等应按特性分类规定加盖“关键过程”标记。
5.3.2人员的控制5.3.2.1关键过程涉及的关键工序操作人员应经培训考核合格并持证上岗。

电热管关键工序控制检查表
【原创实用版】
目录
1.电热管关键工序控制检查表的概述
2.电热管关键工序控制的重要性
3.电热管关键工序控制检查表的内容
4.如何有效地使用电热管关键工序控制检查表
5.电热管关键工序控制检查表的实际应用案例
正文
电热管关键工序控制检查表是一种用于监控和管理电热管生产过程
中关键工序的工具,旨在确保生产效率和产品质量。
电热管是工业生产中常见的一种加热设备,它的质量直接影响到设备的稳定性和安全性,因此,对其生产过程进行有效的控制和管理至关重要。
电热管关键工序控制的重要性体现在以下几个方面:首先,有效的控制可以确保生产效率,减少不良品率和返工率,提高生产效益;其次,严格的质量控制可以保证产品的稳定性和可靠性,提升客户满意度和信任度;最后,规范化的生产过程可以降低生产风险,保证生产安全。
电热管关键工序控制检查表的内容主要包括:工序名称、工序目标、控制标准、检查方法、检查频率等。
其中,工序名称和目标明确了需要控制的具体环节和期望达到的效果;控制标准和检查方法则规定了如何进行控制和检查;检查频率则决定了检查的及时性和有效性。
如何有效地使用电热管关键工序控制检查表呢?首先,需要明确检查表的目标和内容,确保其符合生产实际;其次,要定期对检查表进行更新和优化,以适应生产的变化;最后,要加强对检查表的执行和监督,确保其得到有效执行。
电热管关键工序控制检查表的实际应用案例如下:某电热管生产企业,通过引入关键工序控制检查表,成功提高了生产效率 10%,降低了不良品率 5%,提升了客户满意度 15%,效果显著。
CTQ关键工序控制程序(IATF16949-2016)1 目的为规范本公司CTQ相关作业的管理,保证产品关键特性满足客户要求,降低不良率,特制定本程序。
2 范围适用于本公司内部的CTQ管理项目,以及CTQ管理出现异常的分析,改善及完善相关活动。
3 定义3.1 CTQ定义:Critical-To-Quality)的意思是质量关键特性点,是指为了满足“关键的需求或关键客户流程需求的产品或服务的一组特征,它是从顾客角度出发,影响顾客满意度的质量特性。
”4 权责本规程由品管部、生产部,技术装备部负责实施,其他部门共同遵守。
5 工作程序5.1 CTQ管理项目的选定:对顾客指定的关键特性,作为优先管理。
对影响产品品质的重要工序的特性和工程特性也作相应管理。
5.2 CTQ关键特性管理图的选定根据产品特性及管理需要,公司选用SPC控制均值-极差控制图.产品名称CTQ特性管理标准测定周期曲轴粗加工吸油管孔直径Φ11—Φ11.03 天/次曲轴精加工长轴圆度0.0015 5pcs/2小时/机长轴靠近支撑面圆度0.0025 5pcs/2小时/机长轴外圆粗糙度Ra0.30 5pcs/2小时/机偏心轴圆度0.0015 5pcs/2小时/机偏心轴表面粗糙度Ra0.20 5pcs/2小时/机长轴直径13.988±0.0035pcs/小时/机偏心轴直径13.980±0.0035pcs/小时/机假如某个时段失控,由SPC人员发送《失控通知单》给生产班长,进行及时调整。
5.3 CTQ工程能力的调查周期及管理项目.在稳定的生产过程中,要求CTQ工程每月测定 1 批, 32件/批。
计算CPK过程能力指数,并通过连续的观察,找到潜在的能力不足设备进行改善。
5.4 CTQ工程能力的计算及评价:对于CTQ关键工序,品管部根据程序测定对应的品质特性数据并进行记录,计算出CPK. 工程能力评价参考如下:等级Cpk 判断工程能力的有无措施A Cpk≥1.67 工程能力很充分可维持现状,或想办法减少成本等B 1.33≤Cpk<1.67 工程能力充分是理想状态,维持现状即可.C 1.00≤Cpk<1.33 工程能力不是很充分可考虑采取必要的措施以达到理想状态D 0.67≤Cpk<1.00 工程能力不足. 有必要工程的管理及改善.E Cpk<0.67 工程能力很不足离品质理想状态远. 需进行品质改善,追究原因,做紧急对策5.5 CTQ工程异常的处理规定品管部对输入的数据进行收集,须每个月进行工程能力分析,检讨。
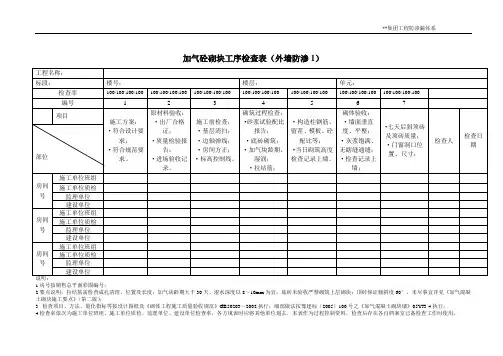
加气砼砌块工序检查表(外墙防渗1)1.房号按销售总平面彩图编号;2.要点说明:拉结筋需检查成孔清理、位置及长度;加气块龄期大于30天、湿水深度以8~10mm为宜;底砖未验收严禁砌筑上层砌块;顶砖保证倾斜度60°。
未尽事宜详见《加气混凝土砌块施工要点》(第二版);3. 检查项目、方法、量化指标等按设计图纸及《砌体工程施工质量验收规范》GB50203—2002执行;细部做法按豫建标〔2005〕100号之《加气混凝土砌块墙》05YJ3-4执行;4.检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档案室已备检查工作时使用。
外墙抹灰工序检查表(外墙防渗2)1.房号按销售总平面彩图编号;2. 检查项目、方法、量化指标等按设计图纸及《建筑装饰装修工程质量验收规范》GB50210—2001执行;3.检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档案室已备检查工作时使用。
外墙保温工程工序质量验收记录表(外墙防渗3)1.房号按销售总平面彩图编号;2. 检查项目、方法、量化指标等按设计图纸及《建筑节能工程施工质量验收规范》GB50411—2007执行;细部做法参照豫建标〔2005〕100号之《外墙外保温构造》05YJ3-1执行;3. 检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档案室已备检查工作时使用。
墙体饰面层工序检查表(外墙防渗4)说明:1.房号按销售总平面彩图编号;2. 检查项目、方法、量化指标等按设计图纸及《建筑装饰装修工程质量验收规范》GB50210—2001、《建筑节能工程施工质量验收规范》GB50411-2007执行;3. .检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档屋面防水工程工序质量验收记录表1、房号按销售总平面彩图编号;2、检查项目、方法、量化指标等按设计图纸及《屋面工程质量验收规范》GB50207—2002执行;3、细部做法按豫建标〔2005〕100号之《平屋面》05YJ5-1、《坡屋面》05YJ5-2执行;4.检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档案室已备检查工作时使用。


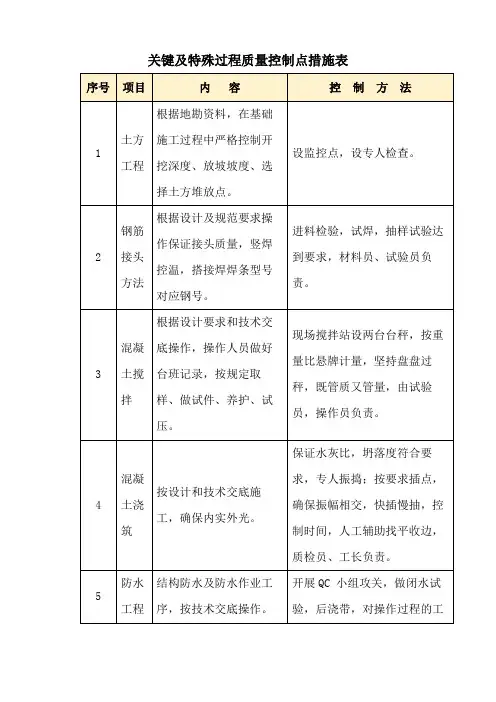

各生产工序工艺关键过程和质量控制点检查明细表序号关键过程质量控制点/检查内容检查频次检查人员被检查单位1 炼钢吹炼过程①终点成分是否符合规定;②转炉装入量、废钢比;③转炉渣量的控制。
2次/月质量管理部、技术中心相关人员炼钢厂2 脱氧合金化①合金的加入量、氩后成分;②出钢温度。
3 LF精炼①Si-Ca线喂入量;②软吹时间;③精炼后成分。
4 连铸过程①浇钢温度、过热度控制、中包温度;②拉速(温度与拉速控制表);③结晶器水流量、二冷比水量;5 高线加热过程①均热段温度;②开轧温度;③钢坯入炉记录。
炼钢厂(高线)6 轧制过程①轧制程序表;②料形尺寸;③终轧温度;④成品尺寸。
7 控制冷却过程①冷却水水压、流量;②精轧机入口温度;③减定径入口温度;④吐丝温度;⑤风冷线、入口段辊道速度;⑥风冷线出口段辊道速度;⑦盘条表面抽查。
8 H型钢加热过程①均热段温度;②开轧温度。
2次/月质量管理部、 技术中心 相关人员第二轧钢厂9 轧制过程 ①轧制程序表;②万能轧机开轧温度、终轧温度; ③成品尺寸(红检工)。
10 热锯控制 ①头尾锯切长度; ②取样控制。
11 冷却控制 ①下冷床温度 12 定尺锯切 ①锯切表面 13 表面检查 ①表面质量检查 14 配煤过程 ①入炉煤细度; 机焦厂15炼焦加热 过程 ①炉头温度; ②看火孔压力; ③蓄顶吸力; ④焦炉横排温度。
17 炼焦调火 过程 ①直行温度; ②K 安、K 均。
18 粗苯洗苯 过程 ①塔后煤气含苯; 19 脱苯过程 ①贫油含苯;②塔顶温度、塔底温度; ③二段贫油冷却温度。
20 焦油脱水 过程 ①脱水温度21 硫铵吸收 过程 ①母液酸度; ②包装袋重。
22 烧结过程 ①配料(准确度、料温、水分); ②三点温度。
冶炼厂23炼铁过程①上料; ②出铁; ③喷煤。
24 煅烧过程①温度;②燃烧比。
2次/月质量管理部、技术中心相关人员建材厂25 碾磨过程①料层厚度;②磨机进出口温度;③选粉机转速;④入料粒度、水分;⑤炉膛温度。
(防雷接地体及避雷引下线连接)过程控制记录表
(防雷接地体及避雷引下线连接)过程控制记录表
(防雷接地体及避雷引下线连接)过程控制记录表
(防雷接地体及避雷引下线连接)过程控制记录表
(防雷接地体及避雷引下线连接)过程控制记录表
(防雷接地体及避雷引下线连接)过程控制记录表
(防雷接地体及避雷引下线连接)过程控制记录表
武汉建工安装工程有限公司
(防雷接地体及避雷引下线连接)过程控制记录表
武汉建工安装工程有限公司
(防雷接地体及避雷引下线连接)过程控制记录表。