电气 电动机控制原理图演示
- 格式:ppt
- 大小:817.50 KB
- 文档页数:73
三相异步电动机星三角启动电气把握图详解 - 电动机三相异步电动机星三角启动电气把握图详解1.一次图画法:(1)(2)均可表示星三角的一次图画法形式。
2.星三角启动:(1)启动过程:就是先星型启动("Y型启动"),经过时间继电器切换到三角形("△型启动")。
(2)为什么叫星三角起动?其实是三相异步电动机定子绕组的接线,先接成星(Y)型,再切换后接成三角(△)型,如下图图注:(1)U1表示绕组首端,U2表示绕组末端,其他类推。
(2)星型和三角形上下两个图是一样的,红色线表示连接起来(3)三角形要首尾相接(3)怎样接通切换?1.利用接触器和时间继电器,这里的接触器分别用途:主用的KM,Y型用的KM,△型用的KM(这里并不是说有专用的这种Y△接触器,而是说这接触器用来实现怎么样的把握功能)时间继电器:通电延时型时间继电器2.起动过程:按下起动按钮rarr;接触器动作接成星型rarr;经过时间继电器延时rarr;切换到三角型.(4)一,二次原理图主KM:从按下启动按钮时会始终吸合的接触器。
YKM:星型启动时吸合,切换三角形时不吸合middot; KM:星型启动时不吸合,切换三角形时吸合(1)我们要记住星三角起动过程:1.按下起动按钮2.主KM和YKM接触器吸合,星型起动3.经过时间继电器延时4.切断YKM,并接通△KM,切换到三角型.(2)通电延时型时间继电器:通电后,在设定的时间后才动作,和接触器一样,有线圈,常开触点,常闭触点,但这种通电延时型,不是马上动作,而是在你设定的时间后才动作。
例如:设定3秒,线圈通电后,常开常闭触点不会马上动作,要3秒钟时间到了才动作。
注:触点始终保持动作!!线圈断电后才复位!!!记住!下图挨次:线圈,常闭触点,常开触点挨次:线圈,常闭触点,常开触点(3)二次图详解①先看红色线,这一部分从起动按钮"SB1"开头,始终到零线是接通的,所以,当按下起动按钮时,KM1,KM3,KT均会接通!KM1帮助触点通过"自锁",使电路始终得电,处于接通状态。

三相异步电动机的电气控制项目情境创设在各行各业广泛使用的电气设备和生产机械中,其自动控制线路大多以各类电动机或者其他执行电器为被控对象。
根据一定的控制方式用导线把继电器、接触器、按钮、行程开关、保护元件等器件连接起来组成的自动控制线路,通常称作电器控制线路。
其作用是对被控对象实现自动控制,以满足生产工艺的要求和实现生产过程自动化。
三相笼型异步电动机由于结构简单、价格便宜、坚固耐用等优点获得了广泛应用。
在生产实际中,它的应用占到了使用电机的80%以上。
所以本章主要讲解三相笼型异步电动机的控制线路。
三相笼型异步电动机的控制线路大都由继电器、接触器和按钮等有触点的电器组成。
下面介绍基本的控制线路。
一、项目基本技能根据生产机械的工作性质及加工工艺要求,利用各种控制电器的功能,实现对电动机的控制,其控制线路是多种多样的。
然而任何控制线路,包括最复杂的线路都是由一些比较简单的、基本的控制线路所组成的,所以熟悉和掌握基本控制线路是学习、阅读和分析电气控制线路的基础。
常见的基本控制线路的主要任务是承担电动机的供电和断电,另外还担负着电动机的保护任务。
当电动机或电源发生故障时,控制电路应能发出信号或自动切除电源,以避免事故进一步扩大。
任务一电动机的点动与连续运行控制一、电动机的点动控制机械设备中如机床在调整刀架、试车,吊车在定点放落重物时,常常需要电机短时的断续工作,即需要按下按钮,电动机就转动,松开按钮,电动机就停转。
实现这种动作特点的控制就叫点动控制。
如图2-1所示为采用带有灭弧装置的交流接触器的点动控制线路图。
此电路是由刀开关QS,熔断器FU,启动按钮SB,接触器KM及电动机M组成的。
接触器的主触头是串接在主线路中的。
工作原理:合上开关QS,按下启动按钮SB,接触器线圈KM得电,,使衔铁吸合,带动接触器常开主触头闭合,电机运转;当松开启动按钮SB,接触器线圈断电,电机停止转动。
图2-1 点动控制线路二、电动机的自锁连续控制图2-2 自锁连续控制线路在要求电动机启动后能连续运转时,采用点动正转控制就不行,为实现电动机的连续运转,可采用接触器自锁正转控制线路。

电动机控制原理图和实物接线图及直流电动机其线圈绕线方法欧阳引擎(2021.01.01)大连安大制冷设备服务有限公司大连安大制冷设备服务有限公司大连安大制冷设备服务有限公司大连安大制冷设备服务有限公司大连安大制冷设备服务有限公司大连安大制冷设备服务有限公司大连安大制冷设备服务有限公司大连安大制冷设备服务有限公司大连安大制冷设备服务有限公司大连安大制冷设备服务有限公司三、电动机一: 2极电机。
转速2950转4极电机。
转速1470转6极电机。
转速750转8极电机。
转速500转二:1、电机的级数实际上反映的就是电机的同步转数,如级数为2级的电机,同步转数为2900rpm,4级的为1450rpm,6级则为1000rpm,8级为750rpm。
2、对于电机级数的选择,主要根据电机驱动机械设备对电机输出转数的要求;如减速机输入转数的要求、皮带转动主动轮的转数要求等。
一般是经过实际所需转数,考虑传动比因素返算所得。
三:极数反映出电动机的同步转速,2极同步转速是3000r/min,4极同步转速是1500r/min,6极同步转速是1000r/min,8极同步转速是750r/min。
绕组的一来一去才能组成回路,也就是磁极对数,是成对出现的,极就是磁极的意思,这些绕组当通过电流时会产生磁场,相应的就会有磁极。
三相交流电机每组线圈都会产生N、S磁极,每个电机每相含有的磁极个数就是极数。
由于磁极是成对出现的,所以电机有2、4、6、8……极之分。
就普通三相异步交流电动机来说,它的磁极对数影响了它的转速,转速=(电源频率×60)÷磁极对数×(1-转差率)。
在理想的同步状态下,转速=电源频率×60÷磁极对数。
实际情况下,电机转速不可能达到同步状态,也就是存在转差率。
比如二极电机,它的极对数是1,那么它的同步转速就是50×60÷1=3000,然后由于转差率的不同,二极电机转速就有2960,2940等转速,同样八极电机的转速<750,转差率不一样,实际转速稍有出入。
一、X62W万能铣床电气控制对象X62W型卧式普通铣床电气原理图。
该机床共有三台电动机:M1是主轴电动机,在电气上需要实现起动控制与制动快速停转控制,为了完成顺铣与逆铣,还需要正反转控制,此外还需主轴临时制动以完成变速操作过程。
M2是工作台进给电动机,X62W万能铣床有水平工作台和圆形工作台,其中水平工作台可以实现纵向进给(有左右两个进给方向)、横向进给(有前后两个进给方向)和升降进给(有上下两个进给方向),圆工作台转动等四个运动,铣床当前只能进行一个进给运动(普通铣床上不能实现二个或以上多个进给运动的联动),通过水平工作台操作手柄、圆工作台转换开关、纵向进给操作手柄、十字复式操作手柄等选定,选定后M2的正反转就是所选定进给运动的两个进给方向。
YA是快速牵引电磁铁。
当快速牵引电磁铁线圈通电后,牵引电磁铁通过牵引快速离合器中的连接控制部件,使水平工作台与快速离合器连接实现快速移动,当YA断电时,水平工作台脱开快速离合器,恢复慢速移动.M3是冷却泵电动机,只有在主轴电动机M1起动后,冷却泵电动机才能起动。
X62W万能铣床电气元件符号及其功能电气元件符号名称及用途电气元件符号名称及用途M1主轴电动机SQ6进给变速控制开关M2进给电动机SQ7主轴变速制动开关M3冷却泵电动机SA1圆工作台转换开关KM1冷却泵电动机起停控制接触器SA3冷却泵转换开关KM2反接制动控制接触器SA4照明灯开关KM3主电动机起停控制接触器SA5主轴换向开关KM4、KM5进给电动机正转、反转控制接触器QS电源隔离开关KM6快移控制接触器SB1、SB2分设在两处的主轴起动按钮KS速度继电器SB3、SB4分设在两处的主轴停止按钮YA快速移动电磁铁线圈SB5、SB6工作台快速移动按钮R限流电阻FR1主轴电动机热继电器SQ1工作台向右进给行程开关FR2进给电动机热继电器SQ2工作台向左进给行程开关FR3冷却泵热继电器SQ3工作台向前、向上进给行程开关TC变压器SQ4工作台向后、向下进给行程开关FU1~FU4熔断器二、动力电路识读1.主轴转动电路三相电源通过FU1熔断器,由电源隔离开关QS引入X62W万能铣床的主电路。
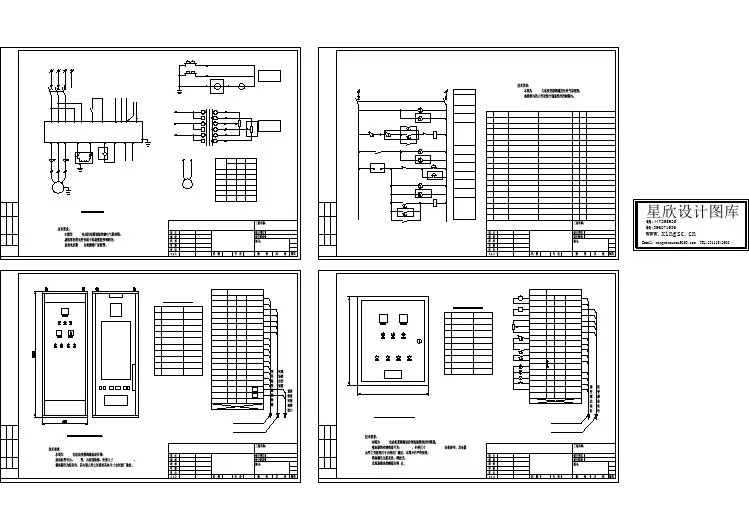
电气自动化-常见的电气控制原理图电气自动化-常见的电气控制原理图范本一、概述电气控制原理图是用于描述电气自动化系统的一种图形化表示方式。
它展示了电气设备、元件和线路之间的关系,以及信号的流向和控制逻辑。
本文档将详细介绍常见的电气控制原理图,并提供相应的示意图和注解。
二、电气控制系统1.主电路主电路是电气控制系统的核心,负责提供电源和供电。
它通常包括主电源开关、断路器、接触器、继电器等设备,用于控制电气设备的启停和电源回路的切换。
2.控制电路控制电路是用来实现对电气设备的控制操作。
它包括控制按钮、指示灯、接近开关、限位开关等元件,以及相应的控制逻辑电路。
控制电路通常使用继电器、接触器等设备实现。
三、常见电气控制原理图1.单相电动机控制电路示意图:(插入示意图)注解:此电路主要用于控制单相电动机的启停和正反转。
通过主电源开关和接触器控制电源的连接和切断,通过继电器和接触器控制电机的正反转。
2.三相电动机启动电路示意图:(插入示意图)注解:此电路主要用于控制三相电动机的启动。
通过主电源开关和断路器控制电源的连接和切断,通过接触器和热继电器实现电动机的起动和自动保护。
3.PLC控制电路示意图:(插入示意图)注解:此电路主要用于通过PLC(可编程逻辑控制器)实现对电气设备的自动控制。
PLC采集外部信号并进行逻辑判断,通过输出模块控制设备的启停、排程等操作。
4.交流接触器控制电路示意图:(插入示意图)注解:此电路主要用于通过交流接触器控制电气设备的启停和正反转。
通过交流接触器控制电源的连接和切断,通过继电器和接触器控制电机的正反转。
四、附件本文档附带的附件包括示意图的详细说明和相关的电路图纸。
五、法律名词及注释1.主电源开关:用来控制电气系统的总电源的开关设备。
2.断路器:用来切断或接通电气回路的电气保护设备。
3.接触器:用来控制大电流电动机等电气设备的开关设备。
4.继电器:用来将低电流信号转换成高电流控制信号的电气设备。
一、X62W万能铣床电气控制对象X62W型卧式普通铣床电气原理图。
该机床共有三台电动机:M1是主轴电动机,在电气上需要实现起动控制与制动快速停转控制,为了完成顺铣与逆铣,还需要正反转控制,此外还需主轴临时制动以完成变速操作过程。
M2是工作台进给电动机,X62W万能铣床有水平工作台和圆形工作台,其中水平工作台可以实现纵向进给(有左右两个进给方向)、横向进给(有前后两个进给方向)和升降进给(有上下两个进给方向),圆工作台转动等四个运动,铣床当前只能进行一个进给运动(普通铣床上不能实现二个或以上多个进给运动的联动),通过水平工作台操作手柄、圆工作台转换开关、纵向进给操作手柄、十字复式操作手柄等选定,选定后M2的正反转就是所选定进给运动的两个进给方向。
YA是快速牵引电磁铁。
当快速牵引电磁铁线圈通电后,牵引电磁铁通过牵引快速离合器中的连接控制部件,使水平工作台与快速离合器连接实现快速移动,当YA断电时,水平工作台脱开快速离合器,恢复慢速移动。
M3是冷却泵电动机,只有在主轴电动机M1起动后,冷却泵电动机才能起动。
X62W万能铣床电气元件符号及其功能电气元件符号名称及用途电气元件符号名称及用途M1主轴电动机SQ6进给变速控制开关M2进给电动机SQ7主轴变速制动开关M3冷却泵电动机SA1圆工作台转换开关KM1冷却泵电动机起停控制接触器SA3冷却泵转换开关KM2反接制动控制接触器SA4照明灯开关KM3主电动机起停控制接触器SA5主轴换向开关KM4、KM5进给电动机正转、反转控制接触器QS电源隔离开关KM6快移控制接触器SB1、SB2分设在两处的主轴起动按钮KS速度继电器SB3、SB4分设在两处的主轴停止按钮YA快速移动电磁铁线圈SB5、SB6工作台快速移动按钮R限流电阻FR1主轴电动机热继电器SQ1工作台向右进给行程开关FR2进给电动机热继电器SQ2工作台向左进给行程开关FR3冷却泵热继电器SQ3工作台向前、向上进给行程开关TC变压器SQ4工作台向后、向下进给行程开关FU1~FU4熔断器二、动力电路识读1.主轴转动电路三相电源通过FU1熔断器,由电源隔离开关QS引入X62W万能铣床的主电路。