1000MW压水堆核电站国产化蒸汽发生器关键焊接制造技术_李双燕
- 格式:pdf
- 大小:897.97 KB
- 文档页数:5
三代核电核岛主设备蒸汽发生器关键焊接技术罗成【期刊名称】《金属加工:热加工》【年(卷),期】2014(000)012【总页数】4页(P28-31)【作者】罗成【作者单位】上海电气核电设备有限公司【正文语种】中文1.概述目前在建的广东台山核电站建设采用三代核电技术,该堆型是欧洲第三代先进压水堆核电站,采用4个环路,单台发电能力为1 600MW,单机容量大,在经济性上极具竞争力,是现今国际上最先进的核电堆型之一。
台山核电站采用RCC—M 2007规范设计建造,技术要求高,制造难度大。
蒸汽发生器是反应堆最关键部件之一,在核电站运行过程中,一方面是反应堆内载热剂的热量传递到二回路,使水成为饱和蒸汽,从而推动汽轮机发电;另一方面起着将带放射性的一回路系统与不带放射性的二回路系统隔离的作用。
三代核电蒸汽发生器零部件多、材料种类多、焊接工艺评定多,除了一些成熟的工艺以外,产品焊接采用了多项新技术。
2.蒸汽发生器主要结构及设计参数三代核电蒸汽发生器总长度23 260mm,上部筒体直径为5 170mm,下部筒体直径为3 800mm,总重量达488t。
主要包括下封头、管板、下部筒体组件、过渡锥筒体、套筒组件、管束组件、上封头、上部筒体组件及汽水分离器等部件。
结构简图如图1所示。
图1 蒸汽发生器结构1.下封头 2.管板 3.下部筒体 4.U形传热管5.锥筒体 6.上部筒体 7.上封头8.蒸汽出口接管 9.干燥器 10.汽水分离器11.套筒 12.水室隔板 13.一次侧接管14.一次侧接管安全端蒸汽发生器是核电站核岛的核心设备,三代蒸汽发生器的型号为79/19 TE型。
下封头与管板相连组成水室,管板另一侧与二次侧壳体相连。
由于一次侧的载热剂具有放射性,为了保证一次侧水中具有较高的耐腐蚀稳定性,管板一次侧表面需堆焊Inconel 690镍基合金,下封头内表面需堆焊不锈钢。
接管与下封头一起整体锻造成形,每个接管都装焊有经锻制而成的奥氏体不锈钢安全端。
压水堆核电厂蒸汽发生器安装施工工法一、前言压水堆核电站是一种在核反应堆内采用轻水作为热传递介质的核电站。
其中,蒸汽发生器是核电站中的一个重要组件。
它主要负责将热传递给主蒸汽管道,将水蒸气输送到汽轮发电机组,完成核电站的电力输出。
在核电站建设过程中,如何正确安装蒸汽发生器并保证其正常运行是一个重要问题。
本文将探讨压水堆核电站蒸汽发生器的安装施工工法,并对其工法特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例进行详细介绍。
二、工法特点压水堆核电站蒸汽发生器的安装施工主要特点如下:1.自行架设,2.立体施工,3.封闭安装,4.测量精度要求高,5.安全性要求高。
三、适应范围该工法适用于压水堆核电站中采用的蒸汽发生器的安装施工。
四、工艺原理施工工法与实际工程之间的联系压水堆核电站的蒸汽发生器安装主要分为三个阶段:底部支撑、中间部分和顶部部分。
底部支撑主要是指定位、固定一些大型钢构件,通常是平台和底座。
在底部支撑完成后,中间部分和顶部部分的工作就可以上去进行。
在实际工程中,蒸汽发生器的安装施工主要分为以下几个步骤:1. 钢构件制作蒸汽发生器安装需要用到大量的钢构件,包括辅助平台、中间支撑和顶部支撑等。
这些钢构件在进行施工之前需要提前制作好,并进行必要的检验和质量控制。
2. 基础施工基础施工主要是为了加固水泥混凝土的基础,并为钢构件的安装提供支撑。
基础施工要求严格,需要保证基础的水平、质量和稳定性。
3. 吊装安装吊装安装是蒸汽发生器安装施工中最关键的部分。
吊装安装需要先搭设吊装架,然后将钢构件和蒸汽发生器在空中进行拼装,并通过吊装机将其安装到预先设计好的位置。
4. 接管安装接管安装主要是指将主蒸汽管道和次蒸汽管道与蒸汽发生器自来水端接口相连接。
接管安装需要进行严格的测量和调整,以确保连接位置的精度和接口的质量。
采取的技术措施施工工法的成功与否主要取决于采取的技术措施。
1000 MW 核电蒸汽发生器管子管板焊接孙志远;张茂龙;胡欢【摘要】Tube to tubesheet welding is the key sequence during fabrication of primary loop main equip-ment steam generator,quality of tube to tubesheet welding directly affect the service time of the steam gen-erator and fabricating schedules.Development of tube to tubesheet welding procedure of 1000 MW steam generator was described,the problems arising during welding were analysed,especially root discontinuity. Welding parameters were re-optimised,meanwhile welding procedure control was emphasized,then weld joints which have stable quality and good shape that conform to design requirement were obtained.%管子管板焊接是核电站一回路主设备蒸汽发生器制造过程中的关键工序,管子管板焊接质量直接影响着蒸汽发生器的使用寿命和制造进度。
分别对二代改进型压水堆和三代压水堆1000 MW 蒸汽发生器管子管板焊接工艺进行介绍,比较了 RCC -M规范和 ASME 规范对管子管板焊接要求的异同,针对焊接过程中出现的问题,分析了缺陷产生的根本原因,对焊接参数重新进行优化,同时加强了焊接过程控制,得到了质量稳定、焊缝形状和尺寸均满足设计要求的焊接接头。
1000MW级压水堆国产化安注箱制造、监造摘要:本文介绍了CPR1000型压水堆安注箱的设计参数、主要制造过程,其分别从安注箱的功能和结构、主要制造工艺及关注重点、典型不符合项三个方面进行阐述,为我国自主设计、自主制造的CPR1000型核电项目的制造、监造工作提供一个参考和借鉴,提高1000MW级核电国产化能力。
关键词:安注箱;核电;装配;水压1.概述1.1 安注箱简介为减轻可能事故所造成的后果,核电厂设有反应堆专用安全设施,安全注入系统(RIS)即为专设安全设施中的三个主要系统之一,分为高、中、低三个安注分系统。
安注箱是中压安注系统里的主要设备之一,在核岛中每个机组有三台安注箱(Accumulation Tank 直译蓄势器),安注箱内存含硼水,上部空腔充填绝对压力约为4.2MPa的氮气,当反应堆冷却剂系统压力降到安注箱压力以下时,由氮气压力将含硼水注入反应堆冷却剂系统冷段,能在短时间内淹没堆芯,避免燃料棒熔化,从而保证反应堆系统的安全性和完整性。
其制造要求非常严格,过程控制极其苛刻,验收检查程序相当严密。
[1]安注箱为圆柱形的直立容器,筒体两端用两个半球形封头封闭,容器上设有一个人孔和几个管嘴,靠焊接在下封头上的裙座支撑,现场安装时用18个地脚螺栓将其固定到支撑地板上。
其主要尺寸:上封头SR1792.5×δ40(δ37min)、下封头SR1792.5×δ47(δ44min)、筒体φ3578±10×76、裙座φ3606×20;最大外形尺寸~4237×3894×6648。
其主要结构材料下:壳体、封头材质:Z2CN19.10AC人孔螺栓材质:X6CrNiCu17.04地脚螺栓材质:42CrMo41.2 安注箱设计、制造规范及标准[2]《民用核承压设施安全法规》HAF003法国《压水堆核岛机械设备设计和建造(RCC-M)》《安注入箱(3/4RIS001/002/003BA)技术规格书》安注箱主要制造、检验标准见下:《制造质量计划》《射线检查通用规程》《射线检查专用规程》《渗透检查通用规程》《渗透检查专用规程》《核电车间用品技术条件》《核电产品目视检查规程》《核电产品尺寸检查规程》2.主要制造工艺及关注重点2.1上、下封头及筒体制造安注箱封头是由6块瓜瓣与1个顶圆拼焊而成,因此,对于每块瓜瓣的形状尺寸要求非常严格,为确保每块瓜瓣成形合格,必须从压制工艺上采取措施予以保障。
蒸汽发生器管板制造的几个关键工艺李经怀,周全,矫明(上海核工程研究设计院有限公司,上海200233)I摘要:随着核电站单机容量不断增加,蒸汽发生器的尺寸在不断增加,同时管板的尺寸也随之增大。
管板 制造周期长、工作量大、质量控制难,是蒸汽发生器制造过程中最容易出现问题的薄弱环节。
结合蒸汽发生器的设计和制造经验,对蒸汽发生器制造过程中典型NCR进行了分析,对管板的锻造、焊接、热处理等 关键工艺进行了讨论,并提出了制造过程中的注意事项,对蒸汽发生器管板的制造具有指导意义。
关键词:蒸汽发生器;管板;锻造;堆焊;热处理中图分类号:TM623 文献标志码:A 文章编号:1674-1617 (2019) 01-0081-04DOI:10.12058/zghd.2018. youxian.017Discussion on the Key Manufacture Process of Steam Generator Tube SheetLI Jing-huai, ZHOU Quan, JIAO Ming(Shanghai Nuclear Engineering Research and Design Institute Co. , Ltd. Shanghai 200233,China)I Abstract:With the increase of capability of nuclear power plant, the steam generator is becoming bigger and bigger. Tube sheet is a key assembly of the steam generator. At the same time, the tube sheet is enlarged in consistent with the bigger steam generator. The key manufacture processes of tube sheet are discussed? such as forging, cladding weld» heat treatment and so on. Depends on the experience of design and manufacture, some suggestions for manufacture of tube sheet are mentioned in this paper. These suggestions could be useful for manufacture of the steam generator tube sheet.Key words:steam generator;tube sheet;forging;cladding weld;heat treatmentCLC number:TM623 Article character:A Article ID:1674-1617 (2019) 01-0081-04蒸汽发生器是核电站核岛关键设备之一,属于核电站第二道放射性防护的屏障[1]。
核岛主设备蒸汽发生器主承压焊缝焊接工艺研究0 前言压水堆核电站由核岛与常规岛及BOP系统组成。
核岛系统主要由反应堆压力容器、蒸汽发生器等核岛主设备构成[1]。
蒸汽发生器将反应堆压力容器产生的热量通过热交换传给蒸汽发生器二次侧,产生蒸汽对常规岛的汽轮机做功。
蒸汽发生器是分割核岛与常规岛的压力边界,是一回路与二回路的交换枢纽[2]。
在核岛运行过程中蒸汽发生器需承受热交换过程中的高温、高压与高辐射。
蒸汽发生器一般由大型锻件壳体与封头组合焊接形成。
大型锻件之间的焊缝即为蒸汽发生器的主承压焊缝。
蒸汽发生器主承压焊缝的焊接质量关系核岛正常运行的基本条件。
本文总结了国内各种堆型蒸汽发生器主承压焊缝的焊接工艺,比较了不同焊接工艺下的焊缝性能。
1 蒸汽发生器主结构与材料牌号1.1 蒸汽发生器的结构目前我国大陆在建的压水堆核电机组主要包括CPR1000(二代改进型)、AP1000、EPR、华龙1号堆型,上述堆型均为百万千瓦级堆型。
核岛系统主要由反应堆压力容器,蒸汽发生器等核岛主设备构成。
蒸汽发生器整体结构主要由上封头、上部筒体、锥形筒体、下部筒体、管板与水室封头等8、9个大型锻件装焊组合而成[3],以华龙1号蒸汽发生器为例,如图1所示,每台蒸汽发生器的主承压焊缝为7、8条。
图1 蒸汽发生器结构示意1.2 蒸汽发生器锻件母材蒸汽发生器的大型锻件的母材均为低合金高强度钢。
不同堆型的蒸汽发生器母材牌号如表1所示,其中18MND5与20 MND5属于RCC-M标准体系材料牌号,SA508Gr3Cl2属于ASME标准材料。
20MND5主要应用于EPR堆型项目,其他应用核电项目较少,且其性能与18MND5相近。
为便于总结比较,相关讨论主要基于18MND5与SA508Gr3Cl2牌号材料。
以甘肃省农村信息公共服务网络工程一期项目、甘肃省农村信息公共服务网络工程二期项目为契机,通过政府补助和企业自筹相结合的方式,加大资金投入,加快农业信息化发展。
核电设备中的镍基合金堆焊工艺李双燕;张茂龙【摘要】从堆焊工艺原理、焊接设备、焊接材料、焊接参数方面介绍了四种不同核电蒸汽发生器管板堆焊方法,并对四种不同堆焊工艺进行了对比分析.结果表明:在管板镍基合金堆焊方式的选择上,双热丝等离子堆焊更具有优势;Inconel 690镍基合金双热丝等离子堆焊技术,可应用于核电设备的产品堆焊.【期刊名称】《发电设备》【年(卷),期】2017(031)006【总页数】5页(P411-415)【关键词】核电设备;镍基合金;堆焊【作者】李双燕;张茂龙【作者单位】上海电气核电设备有限公司,上海201306;上海电气核电设备有限公司,上海201306【正文语种】中文【中图分类】TM623.91;TL353.13核电站设备蒸汽发生器管板一回路侧长期接触带有放射性和腐蚀性的载热剂介质,若在表面上大面积堆焊镍基合金,可以保证一定的耐腐蚀性。
管板表面镍基合金堆焊层的质量优劣关系到U形管与管板接头的焊接质量。
因此,管板堆焊工艺的选择至关重要,一方面需要考虑管板堆焊的生产效率及堆焊层质量,另一方面需要考虑堆焊层的纯净度,以便后面工序中减少管子管板接头焊缝的返修率。
Inconel 690镍基合金材料焊接性比较差,热裂纹敏感性高,堆焊金属润湿性差[1],对氧化、高温失塑裂纹(DDC)敏感。
目前国内外在蒸汽发生器管板的大面积镍基合金堆焊过程中,常采用的堆焊工艺为双热丝惰性气体钨极保护堆焊(TIG堆焊)、带极电渣堆焊、带极埋弧堆焊,但镍基合金热丝等离子堆焊的研究较少。
1.1 带极埋弧堆焊图1为带极埋弧堆焊的原理示意图。
埋弧焊是电极与工件之间产生的电弧由焊剂覆盖的一种焊接技术,埋弧焊焊接熔池由焊剂形成渣保护,不受大气侵入。
带极埋弧堆焊是指采用埋弧焊接技术将钢带及母材熔化形成焊缝,其主要特点有:熔敷效率高,生产效率高;焊接质量好,焊缝表面光洁;较高的热输入量;焊接工艺成熟;无辐射和噪声,是一种安全、绿色的焊接方法。
AP1000核电厂蒸汽发生器制造难点及质量管理-2019年文档一、背景介绍在现代能源产业中,核电是越来越受到关注的一种清洁能源,而AP1000核电站是目前最先进的核电设计之一,蒸汽发生器作为核电站重要的组成部分之一,在制造过程中面临着一系列制造难点和质量管理问题。
本文将探讨AP1000核电厂蒸汽发生器制造难点及质量管理方案。
二、制造难点1.材料选择蒸汽发生器是核电站中一个关键的部件,由于其需要承受高温、高压的蒸汽,因此需要选用高强度、高耐腐蚀的材料。
在AP1000核电站中,采用了A182F316L (22Cr-12Ni-2.5 Mo) 高强不锈钢作为蒸汽发生器管子的主要材料,这一材料的耐腐蚀性和高温强度能够满足高温高压环境下的要求。
2.焊接工艺制造蒸汽发生器时,蒸汽发生器管子之间需要通过焊接技术进行连接,AP1000核电站采用的是TIG合金焊接,该技术在保证焊点质量的同时,也能有效保证焊接过程中不会产生金属杂质和热应力等问题,可以有效降低蒸汽发生器的失效率和事故率。
3.水平定位AP1000核电站中的蒸汽发生器需要进行精确的水平定位,这一过程在制造过程中尤为重要。
影响水平定位的因素包括设备精度、安放位置、土方平整度等因素,保证蒸汽发生器水平位置的正确性,对其后续使用过程的稳定性和耐久性具有重要的影响。
三、质量管理1.制造过程中质量管控在制造蒸汽发生器的过程中,需要进行严格的质量管控,在所有环节都要关注质量的问题,包括存储、加工、焊接等方面。
需要制定相应的质量管控标准和程序,加强质量监督和管理,通过对质量管控的提升,可以有效保证制造蒸汽发生器的质量和稳定性。
2.检测手段核电站蒸汽发生器的制造需要经过多步的检测和测试,以保证其满足高温高压环境下的要求。
在制造过程中需要建立完善的检测机制,包括化学分析、色谱分析、扫描电镜等手段。
这些检测手段可以帮助检测材料的成分、强度等指标,有效保证制造出的蒸汽发生器达到高标准的质量要求。
AP1000核电厂蒸汽发生器制造难点及质量管理1 概述蒸汽发生器是压水堆核电厂的关键设备,是核电厂一、二回路进行热能转换、传递的热交换设备,其一次侧为一回路压力边界,在服役期间承受高温、高压、强放射性,二次侧为核蒸汽产生区,一、二回路及其介质之间由U型换热管和管板构成隔离层。
AP1000蒸汽发生器属于核安全A级,抗震等级为I类,设计寿命为60年。
由于其一次侧与二次侧的温度、压力、放射性的差异,蒸汽发生器的制造质量是极其重要的,直接影响到核电厂成套装备的整体水平、维护和长期运行可靠性。
2 结构特点和制造难点AP1000蒸汽发生器主要由以下组件组成:下封头组件、管板组件和下筒体组件和上筒体组件及内件。
采用倒U形管立式布置,自然循环,结构非常紧凑。
2.1 结构特点2.1.1 为了减少在役检查工作量和检查人员受到的辐射剂量,AP1000蒸汽发生器水室封头和上部椭圆封头设计成一体化锻件,取消了水室封头与过渡段、椭圆封头与椭圆封头环之间的焊缝,使得上下封头锻件尺寸大、结构复杂、吨位重、材质的纯净度、致密度和各项理化性能指标要求非常高。
2.1.2 △125型蒸汽发生器的传热管采用了正三角形排列,这种排列比正方形排列更为紧凑,在管束区的单位体积内允许配置更大传热面积。
2.1.3 △125型蒸汽发生器的蒸汽干燥器采用了效率更高的双钩型波形板结构,从而将双层干燥器改为单层。
这一技术改进减小了汽水分离装置所占的空间,在蒸汽发生器总面积不变的情况下增加了二次侧的水装量,并加宽了正常水位的控制带,有利于改善电厂瞬态运行特性。
2.1.4 采用了抗腐蚀性能优秀的镍?t铁合金(Inconel-690)热处理管作为U形传热管材料,并配有二次侧炉水全挥发处理制度,以减少传热管的腐蚀。
2.1.5 管板和传热管之间采用全深度、最小残余应力的液压胀接,以限制二次侧炉水侵入管板和传热管的间隙,从而防止间隙局部腐蚀的发生。
2.1.6 管束的直段采用三叶孔型支撑板,管束的下部取消了流量分配板。
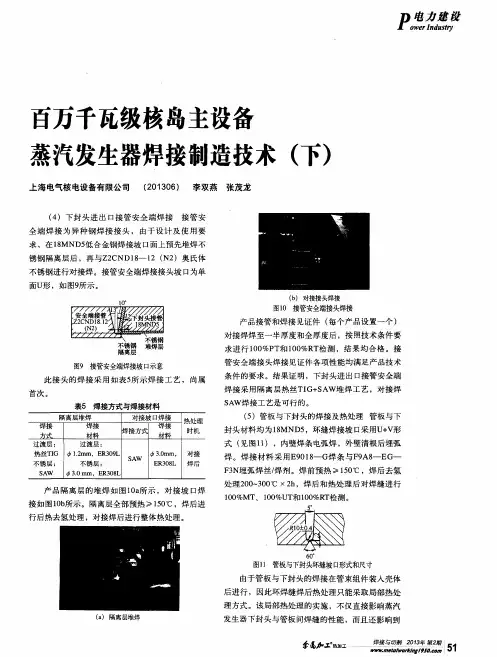
600MW压水堆核电站蒸汽发生器焊接工艺与焊接材料李双燕【摘要】介绍了600MW压水堆核电站蒸汽发生器的结构特征和设计参数,简述了蒸汽发生器所使用的主体材料和焊接材料,详细介绍了蒸汽发生器关键接头的焊接工艺。
通过介绍,为核电设备制造提供一些工艺技术资料。
【期刊名称】《金属加工:热加工》【年(卷),期】2011(000)018【总页数】4页(P26-29)【关键词】压水堆核电站;蒸汽发生器;焊接工艺;焊接材料;设计参数;主体材料;技术资料;设备制造【作者】李双燕【作者单位】上海电气核电设备有限公司,201306【正文语种】中文【中图分类】TM623.91秦山二期扩建工程600MW蒸汽发生器采用ASME规范制造,技术要求高,制造难度大。
600MW蒸汽发生器总长度21m,产品最大直径约4.49m,总重量达340t,主体材料和焊接材料均向国外采购。
600MW蒸汽发生器的主要特征表现在:零部件多,焊接部位多;材料特殊,涉及到低合金钢、不锈钢和镍基合金等同种和异种金属之间的焊接;焊接材料种类多、焊接工艺评定多,涉及对接、角接、堆焊及补焊等;采用的焊接工艺方法多,除采用成熟的焊接工艺外还采用了焊接新技术,如管板大面积镍基合金带极电渣堆焊技术、下封头进出口接管安全端不锈钢TIG焊技术、管子-管板不填丝TIG焊接技术等。
秦山二期扩建工程600MW蒸汽发生器型号为60F型,每个机组由两个环路组成,每个环路有一台蒸汽发生器,图1为结构简图。
管板一次侧表面堆焊Inconel690镍基合金,下封头内表面堆焊不锈钢。
管板上钻有9280个矩形排列的φ19.30mm管孔。
二回路侧U形传热管直段上分别由1块流量分配板和8块支撑板支撑,U形管材料为Inconel 690 (SB163 Ni-Cr-Fe 690),尺寸为φ19.05mm× 1.09mm。
套筒的上端装有18个汽水分离器,上筒体内装有6个彼此平行排列的箱式干燥器,箱内装满单钩式干燥叶片组。
蒸汽发生器关键焊接技术吴新丽,邹杰,李恩,江国焱,黎振龙(东方电气(广州)重型机器有限公司,广东广州511455)摘要:“华龙一号”蒸汽发生器是我国自主研发的三代核电技术,主要介绍其结构特征、关键部位使用的焊接材料和工艺要求,并详细论述了下封头内壁不锈钢堆焊、管板堆焊、管子/管板封口焊、接管安全端焊接技术等关键焊接工艺的实现方式,为后续“华龙一号”蒸汽发生器的批量化制造奠定了基础,提供了有力的技术保证。
关键词:蒸汽发生器;焊接材料;焊接技术中图分类号:TL353+.13;TG44文献标志码:B 文章编号:1001-2303(2019)04-0049-05DOI :10.7512/j.issn.1001-2303.2019.04.09Analysis on key welding technology of steam generatorWU Xinli ,ZOU Jie ,LI En ,JIANG Guoyan ,LI Zhenlong(Dongfang Electric (Guangzhou )Heavy Machinery Co.,Ltd.,Guangzhou 511455,China )Abstract :HPR1000steam generator is the third generationa nuclear power technology which be developed independently by China.This paper introduces the structural characteristics of HPR1000steam generator ,and describes the welding materials and processrequirements for its key parts.Meanwhile ,the key welding processes to be implemented ,such as the stainless steel cladding weld of primary head ,tube sheet cladding weld ,tube-to-tube sheet weld ,primary nozzle safe end weld ,have been introduced in detail.It lays a foundation for the mass production of subsequent HPR1000steam generator and provides a powerful technical guarantee.Key words :steam generator ;welding materials ;welding technology 本文参考文献引用格式:吴新丽,邹杰,李恩,等.蒸汽发生器关键焊接技术[J].电焊机,2019,49(04):49-53.收稿日期:2019-03-25作者简介:吴新丽(1983—),女,硕士,高级工程师,主要从事核电压力容器焊接研发、工艺及管理工作。