UHTBasicIntroduction超高温杀菌介绍
- 格式:ppt
- 大小:3.27 MB
- 文档页数:5
第十五章超高温(UHT)灭菌杀菌是食品加工中极为重要的一道工序,在原始社会里,人类就不知不觉地对食品进行了杀菌处理。
在科学技术飞速发展的今天,人们对食品杀菌意义的认识和应用也得到了不断地完善和提高。
第一节超高温灭菌的基本原理关于超高温(UHT)灭菌,尚没有十分明确的定义。
习惯上,把加热温度为135~150℃,加热时间为2~8s,加热后产品达到商业无菌要求的杀菌过程称为UHT灭菌。
UHT灭菌的理论基础涉及两个方面。
一是微生物热致死的基本原理;二是如何最大限度保持食品的原有风味及品质。
一、UHT灭菌的微生物致死理论依据按照微生物的一般热致死原理,当微生物在高于其耐受温度的热环境中时,必然受到致命的伤害。
加热促使微生物死亡的原因是由于高温导致蛋白质的不可逆变化,随后一些球蛋白变得不溶解,酶失去活力,从而造成新陈代谢能力的丧失,因此,细胞内蛋白质凝固变性的难易程度直接关系到微生物的耐热性,而且这与杀菌条件的选择密切相关。
大量实验证明,微生物的热致死率是加热温度和受热时间的函数。
(—)微生物的耐热性腐败菌是食品杀菌的对象,其耐热性与食品的杀菌条件有直接关系。
影响微生物耐热性的因素有如下几方面:(1)菌种和菌株(2)热处理前菌龄、培育条件、贮存环境(3)热处理时介质或食品成分,如酸度或PH值(4)原始活菌数(5)热处理温度和时间,作为热杀菌,这是主导的操作因素。
(二)微生物的致死速率与D值在一定的环境条件和一定温度下,微生物随时间而死亡时的活菌残存数是按指数递减或按对数周期下降的。
这一规律为通常大量的试验结果所证实。
若以纵坐标表示单位物料内随时间而残存的活细胞或芽孢数的对数值,横坐标表示热处理时间,则可获得如图15-1所示的微生物致死速率曲线。
图15-1 微生物致死速率曲线如图所示,设A为加热开始时活菌数所代表的点,B为加热后菌数下降1个对数周期时的点,其相应的加热时间为3.5min,C为加热后菌数下降2个对数周期时的点,其相应的加热时间为7.0min。
uht超高温灭菌使用说明UHT超高温灭菌使用说明引言UHT超高温灭菌是一种常用于对食品进行灭菌处理的方法。
它的主要优点是可以将食品中的细菌等微生物完全杀灭,从而延长食品的保质期。
本文将详细介绍UHT超高温灭菌的原理、适用范围、操作步骤以及常见问题解答等内容,以帮助用户更好地使用UHT超高温灭菌。
一、UHT超高温灭菌的原理UHT超高温灭菌使用的是瞬时高温杀菌的方法。
其原理是将食品以极高的温度(通常在135℃以上)进行短时间处理,以达到快速杀灭细菌的效果。
在高温下,细菌的细胞壁会受到破坏,内部物质会凝结,从而导致细菌死亡。
二、UHT超高温灭菌的适用范围UHT超高温灭菌适用于各种液态食品的灭菌处理,包括牛奶、果汁、豆浆、酸奶等。
它可以有效地杀灭孢子菌、芽胞、酵母菌、霉菌等一切有害微生物,保证食品的安全和品质。
三、UHT超高温灭菌的操作步骤1. 准备工作在进行UHT超高温灭菌前,需要先将灭菌设备进行清洁和消毒,确保设备的卫生。
2. 调整设备参数将灭菌设备的温度调节仪调整到所需的温度范围。
通常,牛奶类产品的灭菌温度为135℃,果汁类产品的灭菌温度为145℃。
3. 灭菌处理将需要进行灭菌处理的食品注入到灭菌设备中,确保设备内的食品充分接触到高温。
根据不同的食品类型和灭菌要求,设定适当的处理时间,一般在4-6秒之间。
4. 冷却处理将经过灭菌处理的食品进行迅速的冷却,防止细菌再次繁殖。
可以利用冷却器或通过循环水来进行冷却。
5. 包装和存储将冷却后的食品进行包装,并存放在低温和干燥的环境中,以延长食品的保质期。
四、常见问题解答1. UHT超高温灭菌与普通灭菌的区别是什么?UHT超高温灭菌与普通灭菌的区别在于处理温度和时间。
UHT超高温灭菌使用的是极高的温度和短暂的处理时间,可以更彻底地杀灭细菌。
普通灭菌一般使用较低的温度和较长的处理时间。
2. UHT超高温灭菌会对食品的口感和营养价值有影响吗?由于UHT超高温灭菌的处理时间很短,食品的口感和营养价值通常不会受到明显影响。
UHT杀菌机是鲜奶、谷物饮料、饮料处理的一种灭菌工艺。
超高温瞬时灭菌温度为135-140℃,保温4秒钟,以达到商业无菌要求,可无需在常温下保存,保质期可达1-6个月.
目前市场上的常温的液体牛奶几乎均采用UHT.
牛奶因其富含营养成分而倍受人们的喜爱。
但也正因此,牛奶易腐败难储存。
在中国由于地域问题,各企业均采用UHT杀菌技术来对牛奶进行杀菌,以达到长途运输的目的。
随着人们对于物质的需求增大,UHT杀菌机的用途也越来越广。
牛奶、酸奶、饮料、豆奶、豆浆、谷物饮料、调味品、咖啡、稀奶油、蛋液、冰淇林等。
工作原理
产品从平衡罐泵入,预热到均质温度65℃,再预热到90~120℃,进行乳蛋白质的稳定,然后超高温杀菌140℃,保温4秒钟,最后冷却到灌装温度25℃。
系统用热水预杀菌是在循环回路中,节省能源。
管子的的直径、形状(平直或波纹的)和管束的选择由产品的需要决定。
第十五章超高温(UHT)灭菌杀菌是食品加工中极为重要的一道工序,在原始社会里,人类就不知不觉地对食品进行了杀菌处理。
在科学技术飞速发展的今天,人们对食品杀菌意义的认识和应用也得到了不断地完善和提高。
第一节超高温灭菌的基本原理关于超高温(UHT)灭菌,尚没有十分明确的定义。
习惯上,把加热温度为135~150℃,加热时间为2~8s,加热后产品达到商业无菌要求的杀菌过程称为UHT灭菌。
UHT灭菌的理论基础涉及两个方面。
一是微生物热致死的基本原理;二是如何最大限度保持食品的原有风味及品质。
一、UHT灭菌的微生物致死理论依据按照微生物的一般热致死原理,当微生物在高于其耐受温度的热环境中时,必然受到致命的伤害。
加热促使微生物死亡的原因是由于高温导致蛋白质的不可逆变化,随后一些球蛋白变得不溶解,酶失去活力,从而造成新陈代谢能力的丧失,因此,细胞内蛋白质凝固变性的难易程度直接关系到微生物的耐热性,而且这与杀菌条件的选择密切相关。
大量实验证明,微生物的热致死率是加热温度和受热时间的函数。
(—)微生物的耐热性腐败菌是食品杀菌的对象,其耐热性与食品的杀菌条件有直接关系。
影响微生物耐热性的因素有如下几方面:(1)菌种和菌株(2)热处理前菌龄、培育条件、贮存环境(3)热处理时介质或食品成分,如酸度或PH值(4)原始活菌数(5)热处理温度和时间,作为热杀菌,这是主导的操作因素。
(二)微生物的致死速率与D值在一定的环境条件和一定温度下,微生物随时间而死亡时的活菌残存数是按指数递减或按对数周期下降的。
这一规律为通常大量的试验结果所证实。
若以纵坐标表示单位物料内随时间而残存的活细胞或芽孢数的对数值,横坐标表示热处理时间,则可获得如图15-1所示的微生物致死速率曲线。
图15-1 微生物致死速率曲线如图所示,设A为加热开始时活菌数所代表的点,B为加热后菌数下降1个对数周期时的点,其相应的加热时间为3.5min,C为加热后菌数下降2个对数周期时的点,其相应的加热时间为7.0min。
众所周知,无论什么食品必须保证无病原微生物和其它毒害物质,这是最主要的,在满足这一要求的前提下,再尽量考虑达到人们所希望的对食品的其它一些要求。
虽然少量非病原微生物经口进入人体后,并不会对人体有什么危害,可是豆奶中如有少量非病原微生物,在合适的温度条件下,就会繁殖生长,最终导致豆奶的酸败沉淀,不利于保存。
如果豆奶中存在着大量非病原微生物,不仅难以保存,而且人体一次摄入大量杂菌,也会引起肠胃感染,发生疾病。
从生产卫生角度看,豆奶中含有大量杂菌,是在生产过程中遭到严重污染或有较长时间繁殖生长的结果,是产品不合格的标志。
因此,豆奶的热杀菌是必须进行的;但为了保证豆奶的风味质量,杀菌温度和时间必须选择好。
高温长时间杀菌会促进美拉德反应,不但使豆奶的营养损失,而且颜色不良,风味劣化,严重时添加剂失效,豆奶稳定性下降。
如何既达到杀菌目的又能使豆奶满足人们的营养和风味要求,需要根据产品特点选择杀菌方法。
常用的热杀菌方法有以下几种:1.低温长时间杀菌法(LTLT):低温长时间杀菌法是沿用已久的巴氏杀菌法,通常是把豆奶加热到60-70℃保持30分钟,故又称保持式杀菌法。
这种杀菌方法可杀死全部致病菌,但其杀菌效果一般只能达到99%以内,对嗜热性细菌以及孢子等不易杀死,部分乳酸菌也能残留下来。
2.高温短时间杀菌法(HTST):高温短时间杀菌法是快速巴氏杀菌法,采用80-85℃10-15秒钟,或75-78℃15-40秒钟的杀菌方法,其杀菌效果优于低温长时间的方法,而且对豆奶成分的破坏少,但也不能杀死全部微生物,目的是为了除去致病菌。
低温长时间杀菌处理是一个间歇过程,高温短时间杀菌理通常是在板式热交换器中进行,广泛用于热敏性食品的生产,通过这两种方式获得的产品仍含有微生物,贮存与处理的过程需要冷藏。
用以上两种方法杀菌的豆奶一般称为消毒豆奶。
有生产和销售鲜牛奶条件的企业,可以生产消毒豆奶。
因为生产消毒豆奶可简化生产工艺和包装材料,又不需加入稳定剂、乳化剂等添加成分,使成本大大下降,而且避免了高温杀菌对豆奶质量的损害。
uht杀菌定义
UHT杀菌,即超高温瞬时杀菌(Ultra-high temperature instantaneous sterilization),是一种杀菌方法。
其基本原理包括微生物热致死原理和如何最大限度地保持食品的原有风味及品质原理。
在加热温度为135-150℃、加热时间为2-8s的条件下,该方法能够有效地杀死微生物,同时较好地保持食品的品质。
UHT杀菌技术最常用于乳品工业中的牛奶杀菌,也可用于果汁、奶油、豆浆、酸奶、葡萄酒、汤、蜂蜜以及浓汤等多种产品的杀菌处理。
它能彻底消灭产品中的有害菌,同时让产品在常温下保存6-12个月。
但值得注意的是,UHT杀菌过程可能会导致食品中不耐高温的珍贵活性营养物质流失。
以上信息仅供参考,如需了解更多信息,建议查阅相关书籍或咨询专业人士。
uht名词解释
UHT是Ultra High Temperature的缩写,中文意为“超高温”。
它是一种食品加工技术,通过将食品加热至较高的温度(通常在135°C-150°C之间)并在短时间内进行处理,以杀灭病菌和微生物,从而实现食品的长期保存。
UHT技术主要应用于液态食品的加工,如牛奶、果汁、奶油等。
通过高温处理,可以有效地延长食品的保质期,甚至不需要冷藏条件下长时间保存。
UHT处理后的食品通常具有良好的口感和营养价值,并且无需添加防腐剂。
尽管UHT技术在食品加工中具有许多优点,但也存在一些缺点。
高温处理可能导致部分营养物质的损失,而且某些食品在经过加热处理后可能会出现味道和质地的改变。
此外,UHT 处理的食品通常比新鲜食品的价格更高。
总的来说,UHT是一种在食品加工中广泛应用的技术,能够延长食品的保质期并保持其营养品质。

UHT(超高温瞬时灭菌系统)简介产品是在一个完全密封的系统中连续进行短时急热急冷处理,在杀死所有的有害微生物的同时,对产品风味,营养成分影响极小,而且防止产品的二次污染,一般有管式和板式两种,管式因其在高温及较高蒸汽压力下的可靠性而获得广泛的应用,该系统主要有以下特点:1.处理过的食品可保鲜数月,无需冷藏储运.2.食品风味,色泽,营养成分等破坏极小,3.采用管式,能量利用率高;4.适应不同物料,连续运行时间长.设备简介管式换热器是由一根壳管内套多根小管而成复合管,再将多段复合管连接起来,每一段为一程.各程的内管用U形管相连接,而外管则用支管相连接.这种换热器的程数较多,一般都是上下排列,固定于支架上,制品在内管内流动,加热介质在外管内逆向流动,通过内管壁进行热交换. 适用范围:管式换热器适用于各种不同的产品特别是:高黏度的产品,含有纤维及果肉颗粒较大的产品,酸度较高,对死角有腐蚀性的产品,低酸无菌含颗粒的产品,例如:番茄酱,果汁,咖啡饮料,人造奶油.冰淇淋等.另外,管式灭菌系统在巴氏,高温,超高温灭菌奶生产中有广泛的应用.主要特点:不易结焦,工作时间长,易于清洗,维护费用低,材质可靠,承受压力高,结构独特,热应力降低,设计合理,适用范围广.我们的技术我公司设计制造的管式换热器,每根壳管中的管子数量和直径可以变化,以满足制品性质和对热量的要求,为了避免热应力,这些管组独立地"浮"在外壳上.从结构形式上可分为:全管式:即整个换热过程都在复合管内完成,系统内没有其他的换热单元,若物料较粘稠或含有颗粒时,应选择这种形式.混合式:即高温段换热在复合管内完成,生物料预热段和熟物料的某一冷却段可结合起来在一段板式内进行热交换,这种形式耗能较少,可大大降低冰水和冷却水的用量,在稀薄类物料的生产上,选择这种形式较为合适.从控制形式上可分为:全自动控制(配置PLC控制,彩色触摸屏,清洗,生产消毒全部自动完成)半自动控制(配置普通电气柜,回流阀和蒸汽调节阀自动控制,其余流量控制阀手动调节)从零部件配置上可分为:进口型:主要部件如流量调节阀,换向阀,控制仪表等均采用进口型国产型:主要部件如流量调节阀,换向阀,控制仪表等均采用国产型从灭菌温度上可分为:巴氏灭菌系统:适用于产品最终灭菌温度为85℃-95℃的工况,高温灭菌系统:适用于产品最终灭菌温度为117℃-125℃的工况.超高温灭菌系统:适用于最终灭菌温度为137℃-140℃的工况系统实际温度控制非常稳定,浮动范围≤1℃管式灭菌系统的基本流程产品从平衡罐泵到管式换热器,产品在该换热器中用过热水间接加热至所需的灭菌温度,在持温管中保留一段时间后迅速冷却,温度传感器检测该产品是否已达到预设的温度,以确保未经彻底灭菌的产品不得进入到灌装机中.为获得最佳的热回收,一个单一的加压热水回路起到了加热和冷却两种作用.全自动控制管式灭菌系统简介简化的操作该系统是为生产含有或不含有纤维颗粒的液体食品而设计的无菌加工系统,可实行自动原位清洗CIP,而不必依靠车间CIP系统的启动.其控制系统安装在一个不锈钢控制箱内,包括自动启动程序所需要的PLC及人机界面等,操作人员只需轻轻一按,清洗,消毒,生产便自动按照预先设置的功能进行.预设程序在设备制造商的许可下可以进行更改.该系统可以随时处理出现的故障,而不会导致不合格的产品混入.更多灵活的选择该系统可以一机两用或多用,如根据温度的变化可生产137℃的UHT奶,120℃高温短时杀菌奶,85℃的巴氏杀菌奶及95℃的酸奶.而其控制只需根据触摸屏上相应的键及文字提示作选择,即可自动完成相关的生产任务.。
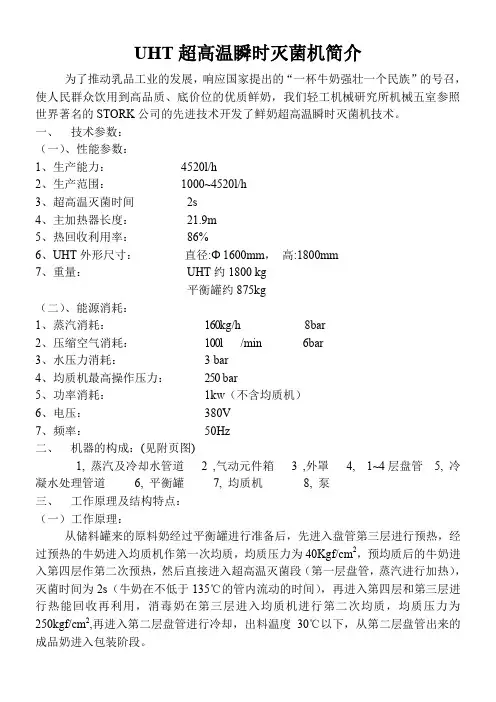
UHT超高温瞬时灭菌机简介为了推动乳品工业的发展,响应国家提出的“一杯牛奶强壮一个民族”的号召,使人民群众饮用到高品质、底价位的优质鲜奶,我们轻工机械研究所机械五室参照世界著名的STORK公司的先进技术开发了鲜奶超高温瞬时灭菌机技术。
一、技术参数:(一)、性能参数:1、生产能力:4520l/h2、生产范围:1000~4520l/h3、超高温灭菌时间2s4、主加热器长度:21.9m5、热回收利用率:86%6、UHT外形尺寸:直径:Φ1600mm,高:1800mm7、重量:UHT约1800 kg平衡罐约875kg(二)、能源消耗:1、蒸汽消耗:160kg/h 8bar2、压缩空气消耗:100l /min 6bar3、水压力消耗: 3 bar4、均质机最高操作压力:250 bar5、功率消耗:1kw(不含均质机)6、电压:380V7、频率:50Hz二、机器的构成:(见附页图)1, 蒸汽及冷却水管道 2 ,气动元件箱 3 ,外罩4, 1~4层盘管5, 冷凝水处理管道6, 平衡罐7, 均质机8, 泵三、工作原理及结构特点:(一)工作原理:从储料罐来的原料奶经过平衡罐进行准备后,先进入盘管第三层进行预热,经过预热的牛奶进入均质机作第一次均质,均质压力为40Kgf/cm2,预均质后的牛奶进入第四层作第二次预热,然后直接进入超高温灭菌段(第一层盘管,蒸汽进行加热),灭菌时间为2s(牛奶在不低于135℃的管内流动的时间),再进入第四层和第三层进行热能回收再利用,消毒奶在第三层进入均质机进行第二次均质,均质压力为250kgf/cm2,再进入第二层盘管进行冷却,出料温度30℃以下,从第二层盘管出来的成品奶进入包装阶段。
(二)设备特点:1、结构紧凑,占地面积小。
2、清洗系统CIP清洗。
(见四)3、连续生产,物料受热时间极短,故可获得优质产品。
4、采用超高温灭菌,灭菌效果特佳。
5、与高压均质机串联使用,应用范围广,比如适宜于高粘度物料灭菌。
uht杀菌机工作原理
uht杀菌机是一种常见的食品加工设备,它运用特定的工作原
理来杀灭食品中的微生物,从而延长其保鲜期并确保食品安全。
工作原理之一是热处理。
UHT杀菌机内配备了一对加热器,
可以将食品迅速加热到超过100摄氏度,这个温度能够有效杀灭大部分细菌和病毒。
加热过程还能使食品中的酶失去活性,从而减缓食品变质的速度。
工作原理之二是超高温保持。
在食品通过加热器后,UHT杀
菌机会迅速将其冷却到室温,然后经过一个保持时间段。
在这个时间段内,食品会接触到高温处理的液体,并将其温度稳定在70-80摄氏度之间,这种超高温的保持有助于将残留的微生
物彻底杀灭。
工作原理之三是密闭环境。
UHT杀菌机内部构建了一个密闭
封装的环境,以确保食品在处理过程中不会受到外界细菌的污染。
因为细菌和病毒主要通过空气或外界的接触传播,所以密闭环境能大大减少这种传染的风险。
通过以上的工作原理,UHT杀菌机能够高效净化食品,确保
其符合安全标准。
这种设备广泛应用于乳制品、果汁、酱料、汤料等各种食品的加工过程,为我们提供了更健康、安全的食品选择。
UHT工作原理UHT,即超高温处理,是一种经过高温处理的食品加工技术,用于杀死微生物和延长食品保质期。
UHT技术是现代食品加工工业中最常用的技术之一,被广泛应用于生产牛奶、果汁、茶、咖啡等饮品。
UHT工作原理UHT技术是通过高温处理,将食品或饮料加热到超过135℃,并在高温下快速保持一段时间,以达到杀死细菌和保留食品营养成分的目的。
UHT奶工艺流程包括杀菌预热、加热杀菌、缩温、灌装等。
其中,加热杀菌是关键步骤。
通过对食品进行加热处理,可以使其中的细菌、酵母菌、真菌等微生物死亡,达到延长食品保质期的目的。
UHT的加热温度非常高,可以杀死绝大多数微生物。
同时,UHT处理还可以避免食品加热过多而失去大部分营养成分。
因为UHT处理的时间非常短,一般只需数秒至数十秒,因此可以在很短时间内完成加热杀菌,同时保持食品的新鲜口感和风味。
UHT的原理是利用蒸汽、水或燃气等热源,将食品或饮料加热到150℃以上的高温,并在一定时间内保持一定温度,以使杀死其中的病菌和孢子,从而延长食品的保质期。
UHT工艺优点UHT技术被广泛应用于生产牛奶、果汁、酸奶、茶、咖啡、葡萄酒等多种饮料,具有以下几个优点:1、高效杀菌。
UHT处理可以杀灭几乎所有的细菌,可以在较短的时间内完成杀菌。
2、延长食品保质期。
通过UHT处理,可以将食品的保质期延长至6个月以上,甚至更长时间,有利于食品生产和储存。
3、保持营养成分。
UHT处理可以在短时间内完成,因此可以避免长时间加热对营养成分的破坏,从而保持食品的营养成分。
4、方便储存。
经过UHT处理的食品可以在常温下储存,无需冷藏或冷冻,方便运输和储存。
总结UHT技术在现代工业中的应用越来越广泛,它是一种非常重要的加工技术,在食品加工中起着至关重要的作用。
通过UHT处理,可以杀灭绝大多数微生物,延长食品保质期,保持食品的营养成分,并方便食品的储存和运输。
随着技术的不断进步,UHT技术的应用前景将更加广阔。